 |
Главная |


Настройка параметров контроля по отражению от прямоугольного торца СОП.
|
из
5.00
|
3.3.1 Настройка параметров УЗК по отражению от прямоугольного торца СОП осуществляется согласно рисунка 10.

Рисунок 10 – Настройка параметров контроля по отражению от прямоугольного торца СОП.
3.3.2 Установить преобразователь на поверхность СОП (см. рисунок 10). Переднюю грань ПЭП расположить на расстоянии Х0 до торца СОП:
· для толщин t = 4 ... 8 мм - Х0 = В + 2 мм и при этом расстоянии измерить амплитуду эхо-сигнала от торца (А0, дБ);
· для толщин t = 9 ... 13 мм - Х0, соответствующему максимальной амплитуде эхо-сигнала А0 от торца.
3.3.3 На расстоянии Х0 измерить амплитуду эхо-сигнала - А0 (дБ) и установить импульс в центральную часть экрана (см. рисунок 11).

Рисунок 11 – Настройка строба.
3.3.4 Увеличить чувствительность на величину DА относительно уровня сигнала А0 согласно таблицы 3, соответствующую обнаружению дефектов эквивалентной площади, согласно действующим НТД. Если нормы НТД заданы в параметрах уголкового отражателя типа «зарубка», то эквивалентную площадь дефекта принять равной площади «зарубки»:
SЭ = Sзар (для угла ввода a = 75° в соответствии с ГОСТ 14782-86).
Таблица 3 - Оценка эквивалентной площади дефекта Sэ (мм2) по величине DА(дБ)
● для толщин t = 4 ... 11 мм
| DА (дБ) | 24 | 23 | 22 | 21 | 20 | 19 | 18 | 17 | 16 | 15 | 14 | 13 | 12 | 11 | 10 | 7 | 5 |
| Sэ (мм2) | 1.2 | 1.5 | 1.8 | 2 | 2.2 | 2.5 | 2.7 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | 7 | 10 | 12 |
● для толщин t = 12 ... 13 мм
| DА (дБ) | 24 | 22 | 20 | 19 | 18 | 17 | 16 | 15 | 14 | 13 | 12 | 10 | 8 |
| Sэ (мм2) | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | 7 | 8 | 10 | 12 |
3.3.5 Вращая потенциометр R(см. рисунок 1, поз.2), добиться появления на экране импульса АК «ААК» и отрегулировать его амплитуду таким образом, чтобы выполнялось соотношение:
DА = А0 - ААК (дБ)
3.3.6 Застробировать рабочую зону, как показано на рисунке 11.
Уровень импульса акустического контакта «Аак» определяет браковочный уровень чувствительности «Абр» и равен ему (Аак = Абр ) независимо от колебаний амплитуды Аак , связанных с изменением шероховатости и наличием неровностей на сканируемой поверхности.
3.3.7 Вращая ручку потенциометра и изменяя величину усиления дефектоскопа установить амплитуду «ААК» на уровень 75% от высоты экрана – на браковочный уровень. Установить положение строба, как показано на рисунке 12.
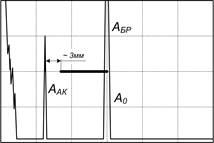
Рисунок 12 – Настройка параметров контроля.
3.3.8 Уменьшить величину усиления на 6 дБ и установить уровень фиксации. Переместить на этот уровень строб (см. рисунок 13).

Рисунок 13 – Установка уровня фиксации.
3.3.9 Увеличить величину усиления на 6 дБ (см. рисунок 14).

Рисунок 14 – Завершение настройки параметров контроля по торцу СОП.
Проведение УЗК
4.1 Провести поиск дефектов в контролируемом сварном соединении.
Сканирование ведется преобразователем, продольно перемещаемым вдоль шва по околошовной зоне, сохраняя постоянное расстояние «Х0 » от передней грани до оси шва (см. рисунки 15, 17 и 19). ПЭП в процессе сканирования поворачивается относительно собственной оси на угол ± 15°.

Рисунок 15 – Проведение УЗК стыковых сварных соединений.
4.2 Для стыковых соединений сканирование провести поочередно с двух сторон (со стороны 1 и 2 ) от оси шва (см. рисунки 15 и 16).

Рисунок 16 – Выявление дефекта с двух сторон от шва.

Рисунок 17 – Проведение УЗК тавровых сварных соединений.
4.3 При сканировании тавровых и угловых сварных соединений возможно появление помехи Апомех - отражения от внутренней стенки (см. рисунки 17, 18 и 19)

Рисунок 18 – Сигнал от стенки (Апомех) при контроле тавровых и угловых сварных соединений.
При проведении контроля седлообразных угловых швов («труба- труба») преобразователь необходимо в каждой точке сканирования ориентировать перпендикулярно оси шва с сохранением Х0 = const (см. рисунок 19).
Рисунок 19 - Контроль углового сварного соединения со стороны привариваемой трубы.
Примечание: В случае необходимости контроля катетов угловых (тавровых) сварных соединений на наличие несплошностей, не входящих в сечение толщины сварного соединения, рекомендуется дополнительный контроль преобразователем типа П121-5-40 S или П121-5-45 S однократным отражением (см. рисунок 20). Настройку чувствительности при этом выполнять по СОП с «зарубкой» согласно соответствующих нормативных требований и пересчетных формул по ГОСТ 14782.

Рисунок 20 – Схема контроля сечения катета сварного шва.
4.4 Признаком наличия дефекта является появление эхо-сигнала в зоне стробирования при нахождении ПЭП на расстоянии строго «Х0» относительно оси сварного соединения.
При положении ПЭП на расстоянии «Х0» относительно оси шва на экране дефектоскопа около границы заднего фронта строб- импульса могут наблюдаться эхо-сигналы, связанные с наличием смещения кромок (при УЗК с более «низкого» сварного элемента), с наличием разнотолщинности сварных элементов (при УЗК с листа большей толщины) или с наличием дефектов, расположенных в зоне противоположной кромки шва (см. рисунки 21, 22 - ПЭП в положении 2). В этом случае при наличии смещения кромок или разнотолщинности сваренных элементов при установке ПЭП с другой стороны от оси шва на расстоянии «Х0» эхо-сигналы в зоне стробирования на контрольном уровне чувствительности отсутствуют, а при наличии дефекта – присутствуют (см. рисунки 21, 22 - ПЭП в положении 1).
4.5 Если при приближении ПЭП к шву эхо-сигнал от дефекта не увеличивается, измерить его амплитуду - Адеф. при положении «Х0». При увеличении эхо-сигнала - измерить максимальное значение амплитуды Адеф., сравнив с амплитудой Аак.
4.6 Если Адеф. > Аак , дефект считается несоответствующим нормам по действующим НД. Если Аак - 6 дБ £ Адеф. £ Аак - зафиксировать дефект и его расположение на шве. Для обнаруженных дефектов измерить условную протяженность (DLусл.) по контрольному уровню чувствительности АК = Аак - 6дБ. Дефект считается протяженным, если DLусл. > 10 мм или больше величины, установленной соответствующим НД.


Рисунок 21 – УЗК стыкового сварного соединения со смещением кромок.


Рисунок 22 – УЗК дефектного стыкового сварного соединений со смещением кромок.
4.7 Запомнить эхограмму с дефектом в памяти дефектоскопа.
4.8 Для толщин t ³ 12 мм дополнительно провести поиск дефектов поперечно-продольным сканированием, непрерывно перемещая ПЭП поперек шва от положения «Х0» до положения соприкосновения с валиком усиления. Шаг продольного перемещения - 3 мм. Фиксировать обнаруженные дефекты, выполняя п.4.6, 4.7.
4.9 Распечатать результаты УЗК. Отметить на распечатках Sэ (мм2), DLдеф. (мм) обнаруженных дефектов.
4.10 В соответствии с нормативными требованиями оценить качество сварного соединения.
|
из
5.00
|
Обсуждение в статье: Настройка параметров контроля по отражению от прямоугольного торца СОП. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы