 |
Главная |


Заготовки шпинделей и технические требования на них
|
из
5.00
|
ИЗГОТОВЛЕНИЕ ШПИНДЕЛЕЙ
ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ
ИЗГОТОВЛЕНИЕ ВТУЛОК,
ФЛАНЦЕВ, ШКИВОВИ МАХОВИКОВ
Заготовки шпинделей и технические требования на них.
Шпиндели (рис. 1.) станков являются ответственными деталями, так как от них зависят не только передача вращательного движения к заготовке или режущему инструменту, но и качество обработки. Шпиндели могут иметь сквозное и несквозное цилиндрическое отверстие или не иметь осевого отверстия. 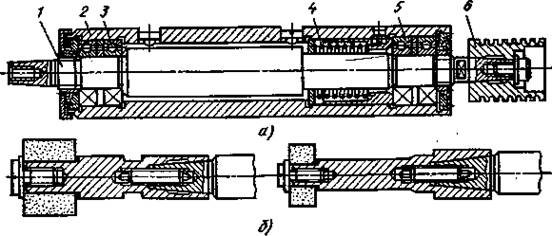
Рис. 1 Шлифовальный шпиндель (а) со сменными удлинителями (б);
1 - шпиндель; 2 - корпус; 3, 5 - подшипники; 4 -пружина; б -шкив
Поверхностями шпинделей, служащими для установки подшипников, зубчатых колес, приспособлений для крепления заготовок и инструмента, являются цилиндрические и конические поверхности шеек и центрального отверстия шпинделя, центрирующие конусы или цилиндрические пояски с опорным фланцем для установки и крепления патронов.
В качестве заготовок шпинделей в зависимости от масштаба выпуска используют поковки, стальные отливки, прутковый материал и трубы. Для единичного и мелкосерийного производства заготовки изготовляют из горячекатаного проката или поковок, полученных свободной ковкой. Для заготовок шпинделей применяют высокопрочный чугун, чугун СЧ15, СЧ20, модифицированный чугун, а также сталь 35ХЮА, 20Х и 40Х.
В соответствии со служебным назначением шпинделя устанавливают и технические условия для него. По точности изготовления шпиндели, как и станки делят на пять групп Н, П, В, А, С. Важнейшими техническими требованиями для шпинделей являются точность геометрической формы и размеров шеек под подшипники, конических поверхностей отверстия и шеек центрирующих патронов, а также соосность подшипниковых шеек с поверхностями, служащими для установки приспособлений или инструментов.
К шпинделям нормальной точности предъявляют следующие технические требования:
1) точность шеек под подшипники 6-й квалитет; Ra = 0,8 ... 0,2 мм; точность шеек под зубчатые колеса 6 ... 7-й квалитет, Ra = 1,6 ... 0,4 мкм; точность шеек, центрирующих патронов 6-й квалитет; Ra = 0,8 ... 0,2 мкм;
2) допуск цилиндричности подшипниковых шеек 6 ... 7-й квалитет (примерно 0,5 ... 0,3 допуска на диаметральный размер);
3) допуск конусности (формы заданной поверхности) конических поверхностей под подшипники, поверхностей центрирующих патронов, для установки центров, инструментов, оправок и др. 6…7-й квалитет;
4) допуск соосности относительно общей оси подшипниковых шеек, шеек центрирующих патронов, под зубчатые колеса, конического отверстия по 6 ... 7-й квалитет (не более 0,01 ... 0,015 мм);
5) допуск торцового биения выступов шеек под подшипники, зубчатых колес, центрирующих патронов (переходный фланец) 7-й квалитет (0,01 ... 0,02 мм) и др.
Обеспечение этих требований осуществляется на отделочных операциях (как правило, на шлифовальных), которые выполняют с соблюдением принципов постоянства баз и совмещения конструкторских баз с технологическими. Например, шлифование всех наружных поверхностей выполняется на пробках со шлифованием центровыми отверстиями, эти пробки устанавливают в отверстиях шпинделя и до окончания обработки наружных поверхностей и торцов не снимаются (постоянство баз).
Шлифование конического отверстия осуществляется на внутришлифовальном станке с базированием шпинделя по подшипниковым шейкам (совмещение конструкторских баз с технологическими), что обеспечивает соосность подшипниковых шеек с коническим отверстием.
Типовой технологический процесс изготовления шпинделя может быть разделен на семь этапов:
1) предварительная токарная обработка наружных поверхностей с базированием по центровым отверстиям;
2) предварительная обработка центрального отверстия и установка пробок с центровыми отверстиями с двух сторон, базирование по наружным поверхностям;
3) чистовая токарная обработка наружных поверхностей с базированием по центровым отверстиям пробок;
4) обработка шлицевых, резьбовых и шпоночных поверхностей;
5) закалка токами высокой частоты подшипниковых и других поверхностей;
6) круглое шлифование наружных поверхностей с базированием по центровым отверстиям пробок;
7) внутреннее шлифование конического отверстия с базированием по подшипниковым шейкам.
Основными базами шпинделя являются его опорные шейки, но так как использовать их в качестве технологических баз на большинстве операций не представляется возможным, то при обработке наружных поверхностей используют поверхности центровых отверстий пробок. В зависимости от масштаба выпуска черновую и чистовую обработку наружных поверхностей шпинделей производят на токарных винторезных станках, токарных многорезцовых и гидрокопировальных станках и станках с ЧПУ на ГПС. Обработка канавок небольшой ширины и выточек осуществляется на гидрокопировальных станках (станки 1722, 1Б732 и др.) с помощью поперечных суппортов прорезными резцами.
Осевые отверстия сверлят на специальных станках для глубокого сверления. Отверстия диаметром до 80 мм сверлят перовыми сверлами. Через центральное отверстие в державке сверла в зону резания подается СОЖ, которая служит одновременно и для удаления стружки. Для сверления отверстий большого диаметра применяют специальные кольцевые головки, позволяющие получать отверстия с сохранением керна — сердцевины заготовки.
Глубокие отверстия в шпинделе сверлят обычно с двух установов: сначала отверстия сверлят на определенную глубину с одной стороны, а затем с другой стороны на проход. В качестве технологических баз используют наружные поверхности предварительно обточенных шеек шпинделя. Одной шейкой шпиндель устанавливают в патрон, а другой - в люнет. Отверстия небольшого диаметра сверлят спиральными сверлами, а затем растачивают.
Окончательное растачивание конуса в хвостовой части шпинделя, предварительное растачивание в головной части и подрезку торцов производят на токарных станках с применением гидрокопировального суппорта. Эти конусные отверстия затем служат технологическими базами, в которые вставляют пробки с зацентрованными отверстиями для дальнейшей обработки наружных поверхностей.
Обработку шлицевых поверхностей и шпоночных канавок производят так же, как на валах. Обработку резьбовых поверхностей выполняют резцом на токарно-винторезных станках, подгоняя резьбу под готовую гайку или на токарных станках с ЧПУ. После того как гайка навинчивается, ее закрепляют на шпинделе и протачивают рабочий торец для обеспечения его перпендикулярности к оси шпинделя. Рабочим называется торец гайки, соприкасающийся с закрепляемой деталью (зубчатое колесо, промежуточное кольцо, подшипник и др.).
Шлифование наружных цилиндрических и конических поверхностей выполняется на универсальных кругло-шлифовальных станках и станках с ЧПУ так, чтобы с одного установа прошлифовать все цилиндрические шейки
и их торцы.
Можно заменять круглошлифовальные работы токарными на станках с ЧПУ. При этом используют резцы, оснащенные сверхтвердыми синтетическими материалами на основе алмаза и нитрида бора различных марок. Эти материалы обеспечивают высокую скорость обработки закаленных поверхностей (HRC 50 ... 60), необходимую точность и шероховатость. Производительность в несколько раз выше по сравнению со шлифованием. Шпиндели быстроходных станков подвергают балансировке в собранном виде.
|
из
5.00
|
Обсуждение в статье: Заготовки шпинделей и технические требования на них |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы