 |
Главная |


Обработка отверстий во втулках, маховиках и шкивах
|
из
5.00
|
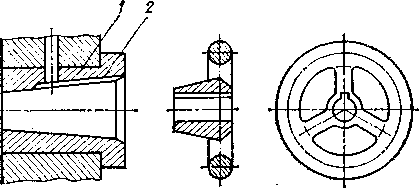
Тонкое растачиваниеотверстий характеризуется малой глубиной резания (0,05 ... 0,3 мм), небольшими подачами (0,02 ... 0,12 мм/об) при высокой скорости резания 120 ... 1000 м/мин). Обработку осуществляют резцами, оснащенными пластинками из твердого сплава, а также резцами с режущей частью из эльбора, композита или гексанита. Такое растачивание обеспечивает точность обработки по квалитету 6 ... 7 с Ra = = 0,1 мкм и отклонениями от правильной геометрической формы (овальность, конусообразность) не более 0,003 ... 0,005 мм.
Отверстия в массовом, крупносерийном и среднесерийном производстве обрабатывают протягиванием, с помощью которого получают цилиндрические, шлицевые, квадратные, шестигранные, а также шпоночные канавки. Для большей производительности перед протягиванием отверстия должны быть предварительно расточены или зенкерованы. Однако протягивание цилиндрических отверстий возможно в заготовках с литым или штампованным отверстием, для чего используют круглые протяжки, обеспечивающие точность размеров по 7-му квалитету и Ra = 0,4 мкм.
-
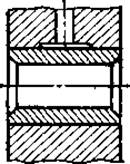
Втулка (а) и шкив (б)
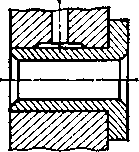
Втулка (а) и маховик (б)
Для выполнения калибровочных операций применяют прошивки, шарики и другие инструменты, которыми работают с помощью пресса. Станки, применяемые для протягивания, делят на горизонтальные и на вертикальные. На протяжных станках заготовку устанавливают на жесткой или шаровой опоре. На жесткой опоре устанавливают заготовку, торец которой перпендикулярен оси протягиваемого отверстия. Если торец не обработан, то заготовку устанавливают на шаровой опоре, для компенсации отклонением от перпендикулярности торца к оси отверстия.
Одновременное протягивание нескольких надетых на протяжку заготовок повышает производительность станка.
Для протягивания шпоночных канавок используют оправки для базирования заготовки по отверстию и торцу.
Шлифование отверстий.На отделочной операции при обработке отверстий используется внутреннее шлифование, обеспечивающее 6 ... 7-й квалитеты точности и шероховатость Ra = 0,16 ... 0,32 мкм.
Способы внутреннего шлифования:
1) шлифование отверстия во вращающейся заготовке;
2) шлифование отверстия в неподвижной заготовке (планетарное шлифование);
Первый способ имеет наибольшее распространение при обработке отверстий в небольших по размерам заготовках (до 400 ... 500 мм).
Второй — при шлифовании отверстий в деталях, которые сложно закрепить в патроне станка.
При втором способе заготовку устанавливают на стол станка, а шпиндель шлифовального круга помимо вращательного движения (скорость резания) имеет и планетарное движение со скоростью, соответствующей скорости-вращения заготовки при шлифовании. В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия и поперечная на глубину резания.
Диаметр круга при внутреннем шлифовании составляет 0,7—0,9 диаметра шлифуемого отверстия. Для внутреннего шлифования необходимо выбирать более мягкие круги, чем в аналогичных условиях при наружном шлифовании.
Хонингование отверстий.Хонингование является видом отделочной обработки отверстий. Инструмент—хон — представляет собой цилиндр, вдоль образующих, которого расположены четыре—шесть абразивных брусков. Внутри цилиндра смонтирован конический стержень, с помощью которого абразивные бруски раздвигаются до нужного положения, компенсируя износ при обработке.
Шпиндель сообщает хонинговальной головке одновременно вращательное и возвратно-поступательное движение в отверстия заготовки. При этом хон абразивными брусками сглаживает поверхность обрабатываемого отверстия и доводит его до нужного размера й шероховатости. Точность отверстия после хонингования соответствует 6…7-му квалитету с Ra = 0,2 ... 0,05 мкм.
При хонинговании могут быть исправлены погрешности формы отверстия конусообразность, овальность и бочкообразность), если они остались после предыдущей обработки (шлифования, развертывания и расточки). Припуск под хонингование составляет 0,01 ,.. 0,05 мм. При хонинговании отверстий применяют СОЖ, составленные из смеси керосина (90 %) и масла (10 %).
Притирка — способ отделки отверстий вращающимся притиром. Отверстия, притирают, с целью уменьшения шероховатости обрабатываемой поверхности до Ra = 0,05 мкм и менее и повышения точности размеров и формы поверхности (4-й квалитет и точнее). Притир для обработки отверстий представляет собой втулку, имеющую с одной стороны прорезь. Во время притирки втулка вращается на оправке. При этом заготовке сообщают медленное прямолинейно-возвратное движение. Притирку производят мелким абразивным порошком, смешанным с маслом. Притирку отверстий применяют в единичном и мелкосерийном производстве.
Обработка отверстий без снятия стружки.Она производится калиброванием с помощью проглаживающих прошивок (шариков) и раскатыванием. Стальные, закаленные и отшлифованные ролики, имеющие бочкообразную форму, применяют для раскатывания отверстий (рис. б). Десять — двенадцать роликов вращаются вокруг оси в обойме. При этом ролики могут вращаться как вокруг своих осей, так и вокруг оси раскатываемого отверстия. Раскатывание производится за несколько двойных ходов вдоль оси заготовки, и поэтому достичь необходимую точность возможно, регулируя число двойных ходов. Раскатывание производят при обильной подаче СОЖ. Раскатывание применяют главным образом при обработке заготовок из вязких металлов (когда другие методы отделки не применимы).
|
из
5.00
|
Обсуждение в статье: Обработка отверстий во втулках, маховиках и шкивах |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы