 |
Главная |


ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ
|
из
5.00
|
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряженной с ним гайки различных деталей и узлов станка (суппортов, фартуков, кареток) с заданной точностью. Равномерность перемещения различных деталей и узлов, оказывает значительное влияние на точность обрабатываемых деталей.
Показателями качества ходовых винтов являются диаметральные размеры винта, точность шага резьбы, точность профиля резьбы, соосность резьбы винта и его опорных шеек, точность опорных шеек, отклонение от перпендикулярности опорных буртиков и оси вращения ходового винта, износостойкость, толщина нитки резьбы. Ходовые винты в зависимости от степени точности перемещения, которую они обеспечивают, делят на пять классов: 0; 1; 2; 3 и 4. В металлорежущих станках применяют ходовые винты класса 0 ... 3.
Материалы и способы получения заготовок ходовых винтов. В качестве заготовок для ходовых винтов применяют обычно пруток, отрезанный от сортового материала. К материалу ходовых винтов предъявляют требования высокой износоустойчивости, хорошей обрабатываемости и состояния стабильного равновесия внутренних напряжений после обработки во избежание деформаций при эксплуатации.
Ходовые винты для станков нормальной точности (2 - 3-й класс), не подвергаемые термообработке, обычно изготовляют из среднеуглеродистой стали А40Г с повышенным содержанием серы и стали 45 с добавлением свинца, что улучшает обрабатываемость и уменьшает шероховатость поверхности. Ходовые винты прецизионных станков классов 0 и 1 изготовляют из сталей марок У10А, У12А, ХВГ, 18ХГТ и 40ХФА.
Профиль резьбы ходовых винтов может быть трапецеидальным, прямоугольным и треугольным. Наибольшее применение находят ходовые винты с трапецеидальной резьбой, которая выше по прочности прямоугольной и позволяет с помощью разрезной гайки регулировать осевые зазоры, возникающие вследствие износа. Нарезание и шлифование трапецеидальной резьбы проще, чем нарезание и шлифование прямоугольной (фрезерование резьб с прямоугольным профилем невозможно). Однако точностные характеристики прямоугольных резьб выше трапецеидальных.
Обработка ходовых винтов. Основными базами ходового винта, которыми он базируется в станке, являются его опорные шейки и опорные буртики. Исполнительной поверхностью ходового винта является поверхность винтовой резьбы. Между исполнительными поверхностями и основными базирующими поверхностями ходового винта должна быть обеспечена наибольшая точность. Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать детали на токарных станках. После обтачивания и предварительного нарезания резьбы ходовые винты 0 ... 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках 1622Б быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать д винты 0 ... 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Наряду с винтовыми парами скольжения применяют винтовые пары качения, состоящие из ходового винта и гайки, сопряжение между которыми создают с помощью шариков. Профиль винтовых канавок винта и гаек может быть полукруглый (с шариками создается двухточечный контакт). Изготовление винтовых пар качения сходно с изготовлением прецизионных винтов скольжения. При изготовлении винты из стали ХВГ и З0ХЗВА подвергают неоднократной термической обработке для придания винту необходимой твердости (не менее HRC 60), износостойкости и длительного сохранения прочности. Для получения полукруглого и арочного профиля на окончательных операциях обработки резьбы (резьбошлифование) шлифовальные круги правят с помощью специальных приспособлений.
Нарезание резьбы предусматривает четыре операции: черновую и чистовую обработку резцом, шлифование кругом до азотирования и после точение на токарных станках. Типовой процесс изготовления ходового винта из калиброванного проката, показанного на рис. 2, дан в табл. 1.
Контроль ходовых винтов. Точность наружного диаметра резьбы и шеек, выполненных по 5 ... 7-му квалитетам точности, проверяют рычажными скобами с ценой деления 0,002 мм или калибрами-скобами. Точность шага измеряют на специальных измерительных устройствах точность угла профиля — угломерами, точность среднего и внутреннего диаметров — микрометрами, радиальное биение цилиндрических поверхностей — индикаторами часового типа в центровом приспособлении.
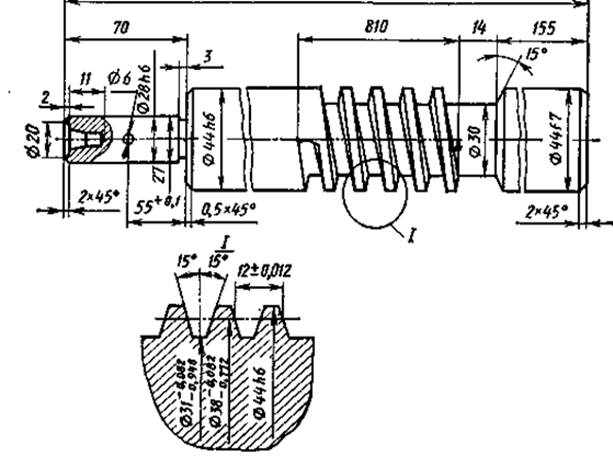
Рис. 2. Ходовой винт 3-го класса точности
Таблица 1. - Типовой процесс изготовления ходового винта 3-го класса
| Содержание операции | Технологическая база | Станок |
| Токарно-винторезная Подрезать торцы, зенкеровать н проточить выточки на торце | Наружная поверхность заготовки | Токарно- винторезный |
| Токарно-винторезная Проточить выточки 30Х14 мм для захода резьбы, обточить шейку диаметром 28П6 с припуском на шлифование и прорезкой канавки | Поверхности центровых отверстий | То же |
| Круглошлифовальная Шлифовать наружные поверхности до диаметра 44,5 мм Резьбофрезерная Фрезеровать резьбу с припуском на чистовое точение | То же » | Круглошлифовальный Резьбофрезерный |
| Термическая Подвергнуть искусственному старению | — | — |
| Правильная Править ходовой винт с получением радиального биения не более 0,1 мм | Поверхности центровых отверстий | Правильный |
| Вертикальио-сверлильиая Сверлить отверстие диаметром 6 мм | Наружная поверхность диаметром 28 мм | Вертикально-сверлильный |
| Круглошлифовальная Шлифовать наружные поверхности в размер | Поверхность центровых отверстий | Круглошлифовальный |
| Контрольная Проверить радиальное биение шеек и наружного диаметра резьбы ходового винта | То же | — |
| Токарно-винторезная Точить окончательно профиль резьбы и фаски | » | Прецизионный токарно- винторезный |
ИЗГОТОВЛЕНИЕ ВТУЛОК, ФЛАНЦЕВ,
ШКИВОВ И МАХОВИКОВ
|
из
5.00
|
Обсуждение в статье: ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы