 |
Главная |


Выбор метода получения и проектирования заготовки
|
из
5.00
|
4.1 Выбор метода получения заготовки
Выбор заготовки для дальнейшей механической обработки является одним из важнейших этапов проектирования технологического изготовления детали. От правильного выбора заготовки, установления ее форм, размеров припусков на обработку, точности размеров и твердости материала в значительной степени зависят характер и число операций или переходов, трудоемкость изготовления детали, величина расхода материала инструмента, и в итоге, стоимость изготовления детали.
Существуют несколько методов получения заготовок:
Таблица 5 – Методы получения отливок
| № п/п | Вид заготовки | |
| Заготовка, полученная литьем | ||
| Литье | в песчаную форму | |
| в форму из жидких самотвердеющих смесей | ||
| в песчаную форму, изготовленную под высоким удельным давлением | ||
| в металлическую форму | ||
| полученное центробежным методом | ||
| в оболочковую форму | ||
| по выплавляемым моделям | ||
| штамповкой жидкого металла | ||
| под давлением |
При выборе заготовки предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали. Если же сопоставимые варианты по технологической себестоимости равноценны, то предпочтительным следует считать вариант заготовки с более высоким Ким.
Для отливки данной детали характерно: малые габариты, простота формы, точность 11-11 ГОСТ 26645-85 (по тех. требованиям). Наиболее подходящими вариантами изготовления тогда являются литьё в ПГФ и литьё в кокиль.
Литьё в песчаные формы — дешёвый, самый грубый, но самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья.
Литьё в кокиль чаще всего используют в условиях крупносерийного и массового производства. К недостаткам литья в кокиль можно отнести высокую трудоемкость изготовления и стоимость металлической формы, повышенную склонность к возникновению внутренних напряжений в отливке, вследствие затруднительной усадки и более узкого по сравнению с литьем в песчаную форму интервала оптимальных режимов, обеспечивающих получение качественной отливки.
Также нужно отметить, что:
- изготовление кокилей является сложным и затратным процессом, по сравнению с литьем в песчаные формы;
- ограниченный срок службы кокилей;
- неподатливость кокиля и металлических стержней;
- затруднен вывод газов из полости формы;
- сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы - делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
В качестве метода получения заготовки я принял литьё в песчаные формы, так как этот метод литья является наиболее дешевым и универсальным. Деталь «Крышка подшипника» имеет простую форму, поэтому я считаю, что использование метода литья в кокиль является нецелесообразным и излишне затратным. Материал детали СЧ 20 ГОСТ 1412-85 обладает хорошими литейными свойствами.
Повысить производительность труда при литье в песчаные формы, улучшить качество форм и отливок, снизить брак, облегчить условия работы можно с применением машинной формовки, которая широко используется в серийном и массовом производстве.
4.2 Проектирование заготовки
Припуски рассчитываем по ГОСТ 26645-85.
Согласно техническим требованиям точность отливки 11-0-0-11 ГОСТ 26645-85 где,
11- класс точности размеров;
0- класс точности масс;
0- степень коробления;
11– ряд припуска на механическую обработку;
Расчеты размеров отливки:
Для не обрабатываемой поверхности детали.
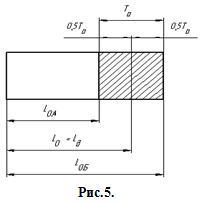
LОА - наименьший размер отливки;
LО - номинальный размер отливки;
LД - номинальный размер детали;
LОБ - наибольший размер отливки;
ТО- допуск отливки (ГОСТ 26645-85 таблица 1, стр. 4)
LО= LД ± 0,5 ∙ ТО
Для обрабатываемой поверхности детали.
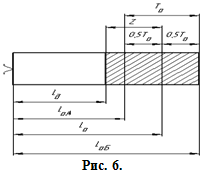 LД - номинальный размер детали;
LД - номинальный размер детали;
LОА - наименьший размер отливки;
LО - номинальный размер отливки;
LОБ - наибольший размер отливки;
ТО- допуск отливки (ГОСТ 26645-85 таблица 1, стр. 4);
Z – припуск на сторону для механической обработки (средний) (ГОСТ 26645-85 таблица 5, стр. 8)
LО = (LД + Z) ± 0,5 ∙ ТО
Валы, отверстия. Для обрабатываемой поверхности детали.
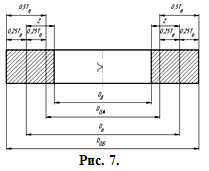 DД - номинальный размер детали;
DД - номинальный размер детали;
DОА - наименьший размер отливки;
DО - номинальный размер отливки;
DОБ - наибольший размер отливки;
ТО- допуск отливки (ГОСТ 26645-85 таблица 1, стр. 4);
Z – припуск на механическую обработку (средний) (ГОСТ 26645-85 таблица 5, стр. 8)
Расчётные формулы:
Отверстия (охватывающая поверхность) DО = (DД – 2 ∙ Z) ± 0,5 ∙ ТО,
Валы (охватываемые поверхности) DО = (DД + 2 ∙ Z) ± 0,5 ∙ ТО,
Таблица 6. Размеры необрабатываемых поверхностей
| LД | ТО | 0,5 ∙ТО | LО = LД ± 0,5 ∙ ТО | Размер на чертеже отливки, мм |
| 2,2 | 1,1 | 16+3,6 ± 0,5 ∙ 2,2 | 19,6 ± 1,1 | |
| Ø 132 | 4,0 | 132 ± 0,5 ∙ 4,0 | 132 ± 2 |
Таблица 7. Размеры обрабатываемых плоскостей
| LД | ТО | Z | 0,5∙ТО | Расчётная формула | Размер на чертеже отливки, мм |
| 2,0 | 1,0 | 8+3,6+2± 0,5∙ 2,0 | 13,6±1 | ||
| 2,4 | 2-2=0 | 1,2 | 22+0± 1,2 | 22±1,2 | |
| Ø 200 | 4,4 | 2,2 | 200+2∙3=206 | 206±2,2 | |
| Ø 150 | 2,0 | 150+2∙3±2 =156 | 156±2,0 | ||
| Ø 40 | 2,8 | 1,5 | 1,4 | 40-2∙2±1,4 | 36±1,4 |
Значение шероховатости для степени точности поверхности отливки Ra 20 мкм по ГОСТ 26645-85. Конфигурацию стержня, литейные уклоны и их размеры определены в соответствии с ГОСТ 3212 – 92. Модель изготавливаем деревянную.
Объём заготовки:

Масса заготовки:

Коэффициент использования материала

mд – масса детали по чертежу.
|
из
5.00
|
Обсуждение в статье: Выбор метода получения и проектирования заготовки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы