 |
Главная |


Примеры технологичных и нетехнологичных конструкций
|
из
5.00
|
| Основные технологи- ческие требования | Конструкция | Преимущества Технологичной конструкции | |
| нетехнологичная | технологичная | ||
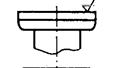
| Обрабатываемые плоскости не должны быть сплошными |

|

| 1.Уменьшение расхода шлифовальных кругов. 2.Повышение точности и снижения шероховатости обработки. 3.Снижение трудоемкости. |
| Обрабатываемые плоскости следует располагать на одном уровне |

|

| 1.Возможность обработки за один ход производительными методами – торцовым фрезерованием, плоским шлифованием и протягиванием. 2.Возможность обработки нескольких заготовок одновременно. 3.Упрощение контроля. |
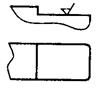
| Обрабатываемые плоскости должны быть открытыми. Узкие и длинные поверхности должны быть расположены так, чтобы их можно было обрабатывать вдоль плоскости |

|

| 1.Возможность обработки торцевым фрезерованием. 2.Повышение производительности и точности обработки. |
| Закрытые плоскости должны иметь переходную поверхность, соответствующую размерам и виду инструмента |
| 
| 1.Снижение трудоемкости. 2.Применение производительных методов обработки и нормализованного режущего инструмента. |
| Обрабатываемые плоскости не должны располагаться в углублениях | 
| 
| 1.Применение производительных методов обработки. 2.Снижение трудоемкости. |
| В ступенчатых отверстиях наиболее точную степень следует делать сквозной |

|
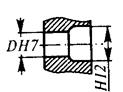
| 1.Снижение трудоемкости обработки. 2.Повышение точности обработки и стойкости инструмента. 3.Упрощение конструкции инструмента. |
| Основные технологи- ческие требования | Конструкция | Преимущества Технологичной конструкции | |
| нетехнологичная | технологичная | ||
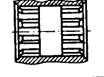
| Шлицевые отверстия должны быть непрерывными |
|

| 1.Предохранение инструмента от поломок и повышение его стойкости. 2.Снижение трудоемкости обработки отверстия. |
| Следует избегать глухих шлицевых отверстий |

|

| Возможность обработки отверстия производительным методом – протягиванием. |
| Следует избегать глухих шлицевых отверстий |

|

| 1. Предохранение инструмента от поломок и повышение его стойкости. 2. Снижение трудоемкости обработки отверстия. |
| В отверстиях не должно быть обрабатываемых выточек | 
| 
| 1.Снижение трудоемкости. 2. Возможно применение производительных методов обработки. |
| Для сокращения длины обрабатываемого отверстия следует обеспечить условия для наилучшего направления инструмента | 
| 
| 1.Повышение точности обработки. 2.Увеличение жесткости инструмента. 3.Повышение производительности. |
| Возможность нормального входа и выхода режущего инструмента | 
| 
| 1.Предохранение инструмента от поломок. 2.Повышение точности сверления. 3.Повышение производительности. |
| Отверстия должны быть расположены так, чтобы можно было работать инструментом нормальной длины | 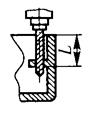
| 
| 1.Применение нормализованного инструмента и более полное его использование. 2.Повышение точности обработки. |
| Основные технологи- ческие требования | Конструкция | Преимущества Технологичной конструкции | |
| нетехнологичная | технологичная | ||
| Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы |

|

| 1.Улучшение качества резьбы. 2.Улучшение условий. 3.Снижение трудоемкости. |
| Конструкция отверстия с резьбой должна давать возможность работать резьбовым инструментом на проход | 
|

| 1.Повышение производительности. 2.Улучшение условий работы инструмента. 3.Применение инструмента, обладающего лучшими режущими свойствами. |
| Следует избегать наклонного расположения оси отверстия |

|

| 1.Упрощение конструкции приспособления. 2.Возможность одновременно обрабатывать другие отверстия при параллельном расположении осей. 3.Снижение трудоемкости обработки отверстий. |
| Следует избегать закрытых пазов, обрабатываемых концевыми фрезами | 
| 
| 1.Применение более производительного инструмента. 2.Улучшение условий работы инструмента и особенно его врезания. 3.Снижение трудоемкости обработки. |
| Следует избегать закрытых гнезд и несквозных пазов | 
| 
| 1. Сокращение числа рабочих ходов. 2. Упрощение конструкции режущего инструмента. 3. Снижение трудоемкости обработки. |
|
из
5.00
|
Обсуждение в статье: Примеры технологичных и нетехнологичных конструкций |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |
Популярное:
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение...
Как выбрать специалиста по управлению гостиницей: Понятно, что управление гостиницей невозможно без специальных знаний. Соответственно, важна квалификация...
Почему стероиды повышают давление?: Основных причин три...

©2015-2024 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. (2163)
Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы