 |
Главная |


Составление технологического маршрута сборки изделия. Определение типа производства и организационной формы сборки
|
из
5.00
|
На этом этапе определяют последовательность выполнения технологического маршрута, которую в наглядной форме представляют в виде технологических схем сборки узлов и изделия в целом. Технологические схемы сборки составляются на основе сборочных чертежей изделия.
Пример схемы сборки приведен на рис.2.2.
Все входящие в сборку составные части обозначается прямоугольниками, разделёнными на три части (рис. 2.3). В части А указывается наименование элемента, в части Б - числовой индекс согласно спецификации, в части В - число элементов, входящих в данное соединение. Перед числовым индексом сборочной единицы изделия ставятся буквы Сб (сборка) и номер порядка: 1сб, 2сб и т.д.
Элемент, с установки и закрепления которого начинают сборку изделия или его сборочной единицы, называют базовым.
По номеру этого элемента ставят числовой индекс составной части, в которую он входит. В каждой сборочной единице должна быть выбрана базовая деталь, к которой присоединяют остальные детали и сборочные единицы.

Рис. 2.3. Условное изображение сборочных единиц
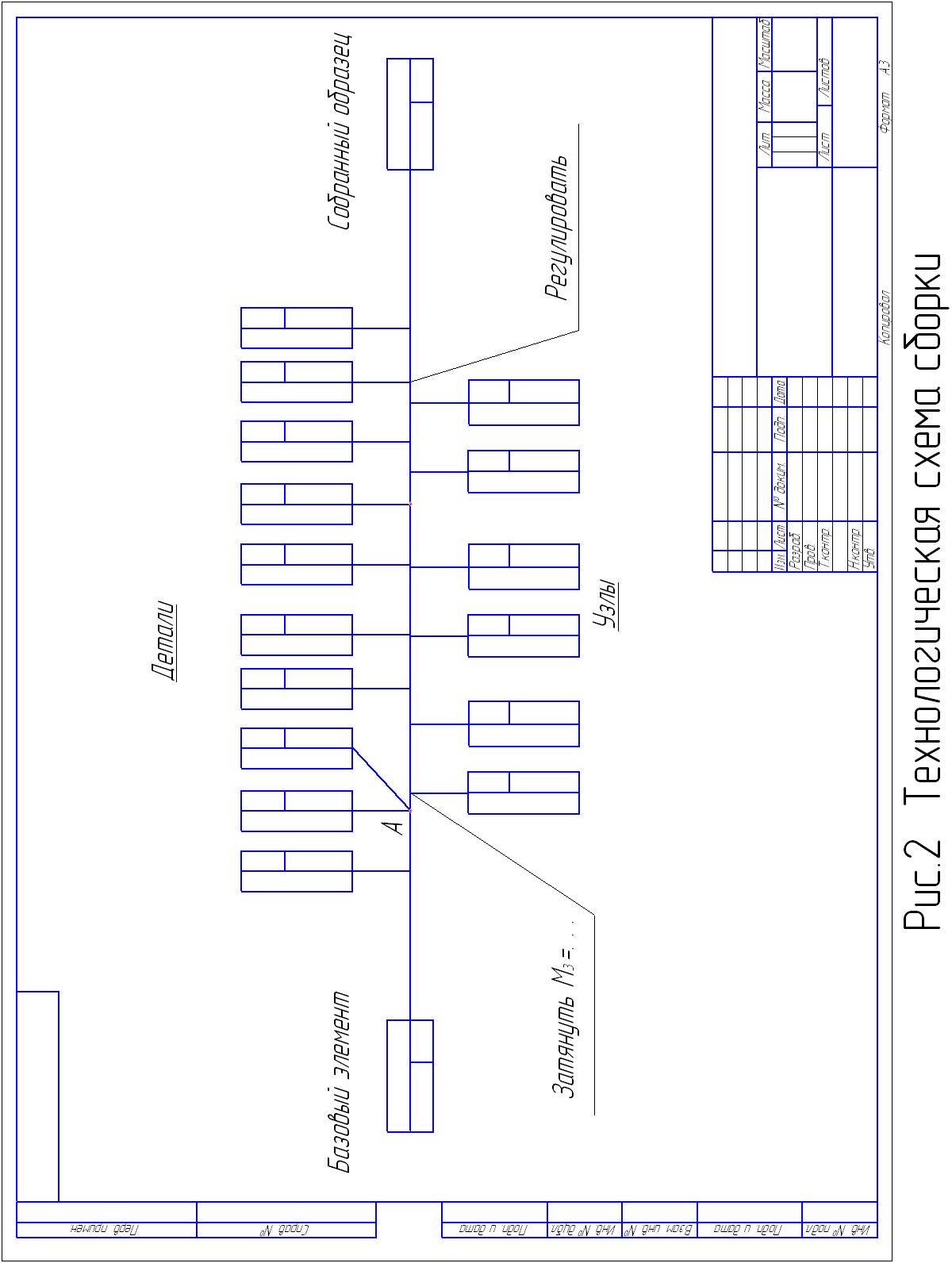
Процесс общей сборки изображают на схеме горизонтальной линией. Её проводят в направлении от базового элемента изделия к собранному объекту.
Сверху (рис. 2) в порядке последовательности сборки располагают условные обозначения всех непосредственно входящих в изделие деталей, снизу - сборочных единиц. На технологических схемах узловой сборки сборочные единицы расчленяют на сборочные единицы высших порядков и детали.
Технологические схемы сборки снабжают надписями - сносками, поясняющими характер сборочных работ ("Запрессовать", "Паять", "Клепать", "Регулировать", "Проверить зазоры" и пр.) и выполняемый при сборке контроль.
Схемы отражают возможности одновременной установки нескольких составных частей изделия на его базовую часть (рис. 2.2, точка А), что позволяет сократить длительность цикла сборки.
На каждый входящий в сборку узел составляется подобная схема.
После составления технологических схем сборки составляется перечень работ, оформляемый в виде таблицы 2.1, содержащей наименование сборочных работ в последовательности, диктуемой технологической схемой и данные по нормированию всех необходимых видов работ. Эти работы весьма разнообразны, и их можно определить только при учёте и анализе конкретных условий сборки.
Подробность, с какой записывают эти работы, должна обеспечить возможность их нормирования по имеющимся нормам.
Таблицы, позволяющие определить нормы времени на те или иные действия при сборке, приводятся в справочной литературе.
Обязательным условием при определении времени сборки является увеличение табличных норм по количеству деталей, если количество одинаковых деталей превышает одну. При заполнении этой таблицы суммируется время сборки каждого узла и изделия в целом.
В соответствии с перечнем работ, приведённым в плане сборки, проводится нормирование работ. В нормативах приводятся нормы оперативного времени tоп на сборочные и вспомогательные переходы. Все приёмы, из которых состоят переходы, перечислены в таблицах. Результаты нормирования работ сводят в соответствующую графу.
Общее оперативное время на все виды работ при сборке изделия определяется как сумма оперативных времён отдельных переходов.
tопобщ = Σ tоп .
Суммарная трудоёмкость сборки изделия может быть определена как:
tштобщ = tопобщ *(1+(α +β)/100),
где α- часть оперативного времени на организационно-техническое обслуживание рабочего места в процентах (принимают α = 2…3 %); β- часть оперативного времени на перерывы для отдыха в процентах (принимают β= 4...6 %).
Таблица 2.1
Таблица описания действий при сборке с указанием времени
| № | Содержание основных и вспомогательных переходов | Время, tоп, мин |
| 1.Узловая сборка поршня | ||
| 1. | Взять поршень и осмотреть его со всех сторон | 0,08 |
| 2. | Взять кольцо и установить на поршень в выточку | 0,10 |
| 3. | Повернуть поршень в вертикальной плоскости на 180 град | 0,07 |
| 4. | Взять кольцо и установить на поршень в выточку | 0,10 |
| 5. | … | … |
| Итого узла: | 0,85 | |
| . . . | ||
| 4. Общая сборка кондуктора | ||
| 1. | Взять корпус и осмотреть его со всех сторон | 0,09 |
| 2. | Установить корпус в приспособление | 0,07 |
| 3. | Осмотреть втулку | 0,06 |
| . . . | ||
| 51. | Установить электрогайковерт в шлиц каждого винта и завернуть | 0,15*3=0,45 |
| 52. | Выключить и отложить электрогайковерт | 0,03 |
| 53. | Осмотреть планку в сборе со всех сторон | 0,09 |
| 54. | Насадить планку в сборе на направляющую и шток вручную | 0,15 |
| 55. | Установить пружинную шайбу на шток | 0,04 |
| 56. | Наживить гайку на вал предварительно, вручную | 0,08 |
| 57. | Взять гайковерт, поднести, включить | 0,04 |
| 58. | Затянуть гайку окончательно | 0,05 |
| 59. | Выключить и отложить гайковерт | 0,03 |
| 60. | Снять кондуктор в сборе | 0,04 |
| Итого узла: | 8,55 | |
| Итого изделия: | 14,80 |
Теперь зная трудоемкость сборки и годовую программу выпуска при помощи таблицы 2.2 предварительно можно определить тип сборочного производства.
Таблица 2.2
Выбор типа сборочного производства
| Трудоемкость сборки изделия, час | Тип производства | ||||
| Е | МС | СС | КС | М | |
| Годовой объем выпуска, шт/год | |||||
| <2500 | <24 | 24-48 | >49 | ||
| 250-2500 | < 36 | 36-96 | 97-720 | >720 | |
| 25-250 | < 60 | 60-360 | 361-4200 | 4201-18000 | >18000 |
| 2,5-25 | <96 | 96-600 | 601-7200 | 7201-36000 | >36000 |
| 0,25-2,5 | <150 | 150-960 | 960-9600 | 9601-54000 | >54000 |
| до 0,25 | <240 | 240-1500 | 1500-12000 | 12001-72000 | >72000 |
В зависимости от типа производства, программы выпуска изделий, их конструкции, размеров и массы определяется организационная форма сборки.
Различают следующие формы организации ТП: предметная непоточная (единичное производство Е), групповая непоточная (мелкосерийное производство МС), групповая переменно-поточная (среднесерийное производство СС) и поточная непрерывная (крупносерийное и массовое производства КС, М).
Групповая форма организации производства характеризуется следующими признаками:
1. Изделие запускается в производство партиями (сериями) с определенной периодичностью.
2. Оборудование расставляется по типам, создавая производственные участки.
3. За каждым рабочим местом закрепляется несколько технологических операций.
Поточная форма характеризуется следующими признаками:
1. Специализацией каждого рабочего места на выполнение одной операции.
2. Размещение рабочих мест производится строго в последовательности, соответствующей технологическому процессу.
Маршруты сборки каждого сборочного узла и общей сборки изделия описывают в маршрутных картах (МК) заполняемых отдельно на каждый элемент сборки.
|
из
5.00
|
Обсуждение в статье: Составление технологического маршрута сборки изделия. Определение типа производства и организационной формы сборки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы