 |
Главная |


ЛЕКЦИЯ 30. Средства механизации и автоматизации образования заклепочных соединений
|
из
5.00
|
Основные операции технологического процесса постановки заклепочного соединения могут быть выполнены ручным, машинным способами, а также их сочетанием. Для выполнения этих операций в отрасли создан ряд ручных механизированных средств, стационарных сверлильно-зенковаль-ных установок различных групп сложности, клепальных процессов, сверлильно-клепальных автоматов и установок, отличающихся функциональными возможностями, мощностью, производительностью, степенью механизации и автоматизации, а также имеющих различную потребительскую стоимость.
1. Оборудование для выполнения сверлильно-зенковальных работ
Для сверления отверстий и зенкования гнезд под потайные головки используются сверлильные машины типа СМ или УСМ; для развертывания и протягивания подготовленных отверстий – протяжные устройства типа ПУ или ПУТ и пневматические реверсивные машины типа РПРМ; для расклепывания обычных и специальных заклепок – многоударные пневмомолотки типа КМП или КМ.
Пневматическая сверлильная машинка типа СМ (рис. 30.1) состоит из рукоятки 1 пистолетного типа, пускового механизма 2, корпуса 4, редуктора 5, подшипников 8 и пусковой кнопки 3.

Рис. 30.1. Пневматическая сверлильная машинка: 1 - рукоятка; 2 -пусковой механизм; 3 - пусковая кнопка; 4 - корпус; 5 - редуктор; 6 - патрон; 7 - хвостовик; 8 - подшипники; 9 – двигатель.
Ручная клепка в стапеле осуществляется пневматическими клепальными молотками.
Принцип их работы заключается в том, что под действием сжатого воздуха, подаваемого в цилиндр молотка, поршень перемещается и наносит удары по обжимке, которая расклепывает стержень заклепки. Возвратно-поступательное движение поршня обеспечивается воздухораспределительным устройством, подающим сжатый воздух попеременно то в одну, то в другую полость цилиндра. Воздух может распределяться в молотке при помощи золотникового устройства или клапанов.
Стационарные сверлильно-зенковальные установки (СЗУ) служат для сверления и зенкования отверстий по продольному и поперечному силовому набору в панелях плоских, одинарной и двойной кривизны. Сверление и зенкование в этих установках осуществляется с помощью агрегатов СЗА-02М и СЗА-03М при сжатом пакете. Сверлильно-зенковальные установки мод. СЗУ-Ц1, СЗУ-ЦК1, СЗУ-БК1, СЗУ-ПУ-ПК и ряд других отличаются функциональными возможностями, габаритами, системами управления, потребительской стоимостью. СЗУ обеспечивают:
а) В автоматическом цикле:
- выравнивание панели по нормали к оси инструмента;
- сжатие пакета в зоне обработки;
- сверление отверстий и зенкование гнезд под закладные головки заклепок;
- перемещение СЗА на заданный шаг при обработке продольных швов;
- слежение за перемычкой (расстояние от оси заклепки до кромки полки стрингера);
- обход препятствий и мест, не подлежащих обработке.
б) При ручном управлении:
- выравнивание панели по нормали к оси инструмента;
- перемещение СЗА с одного поперечного шва на другой;
- поворот изделия при переходе с одного продольного шва на другой;
- слежение за перемычкой с помощью светового луча или контактного датчика при образовании отверстий в обрабатываемой панели или узле.
2. Оборудование для расклепывания заклепок
Электромагнитный молоток (рис. 30.2) имеет два электромагнита 1, которые непосредственно приводят в действие ударный механизм (боек) 3, имеющий форму стержня. Один магнит служит для рабочего хода, а второй – для обратного. Боек 3 скользит по направляющей гильзе 4, совершая возвратно-поступательное движение. При рабочем ходе боек бьет по обжимке 2, а при обратном движении упирается в спиральную пружину 5.

Рис. 30.2. Электромагнитный клепальный молоток: 1 - электромагниты;
2 - обжимка; 3 - боек; 4 - направляющая гильза; 5 – пружина.
При клепке заклепок ударным инструментом используются специальные механизмы для компенсации несинхронности удара (рис. 30.3). На рисунке представлена электрогидравлическая клепальная установка для встречной клепки заклепок. В случае несинхронности срабатывания устройства сила ударной волны, воздействуя на ударник 3 одного из молотков, первой передается заклепке 1 и через поджатый ударник второго молотка гасится поддержкой 2, в которую выступом упирается ударник 3.

Рис. 30.3. Схема синхронизации удара при двухсторонней ударной клепке.
На рис. 30.4 показана типовая конструкция пневморычажного пресса, состоящего из силового агрегата и скобы. Силовой агрегат выполняют в виде сдвоенного пневмоцилиндра с клинорычажной передачей. Наружная поверхность цилиндра меньшего диаметра одновременно является и рукояткой пресса.
Конструкция типового гидрорычажного переносного клепального пресса приведена на рис. 30.5. Питание гидропресса осуществляется от пневмогидравлического агрегата ПГА-8М. ПГА подключается к пневмосети с давлением 0,49 МПа и при этом развивает давление жидкости до 33,5. МПа.
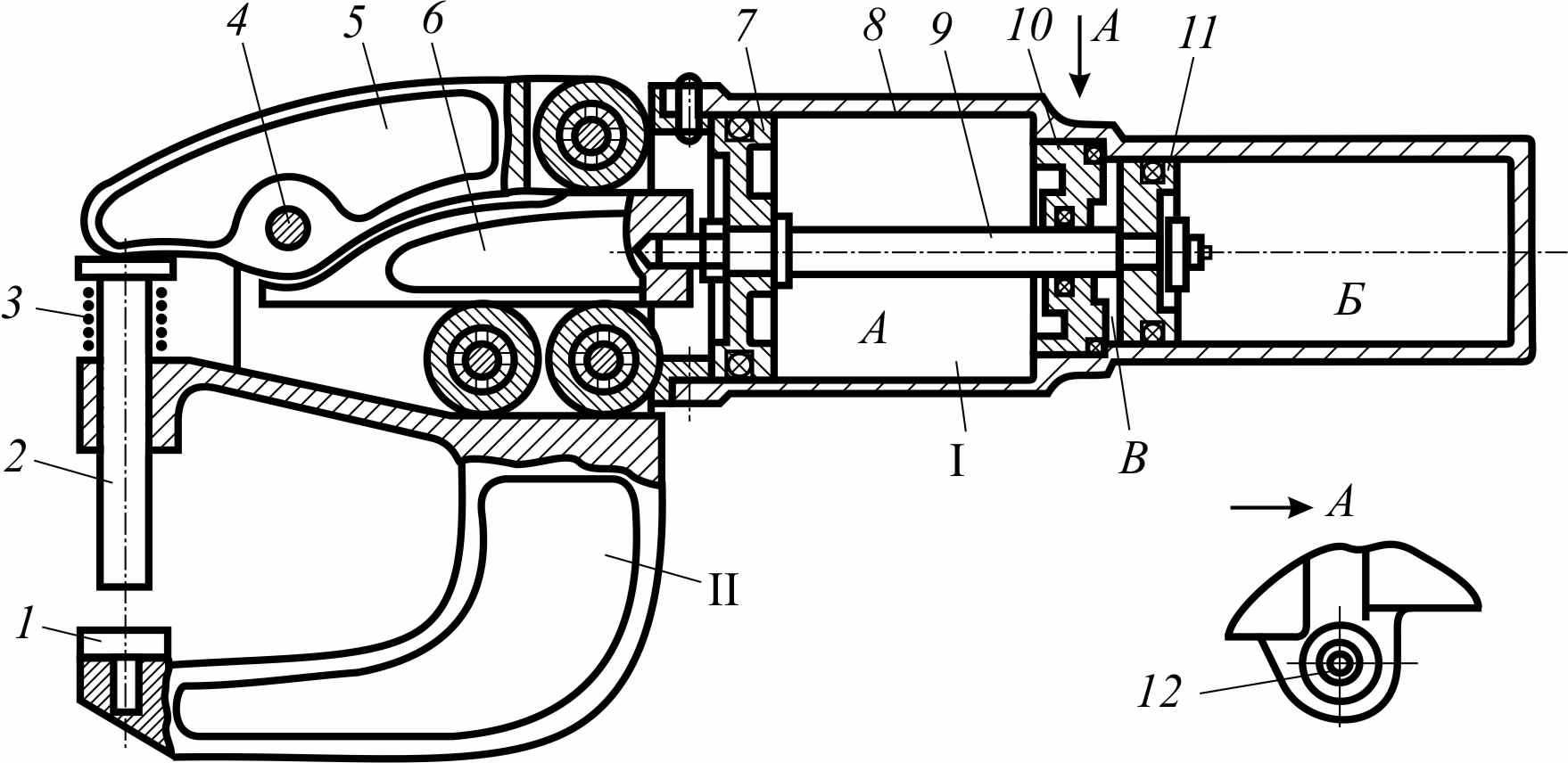
Рис. 30.4. Типовая конструкция пневморычажного переносного клепального пресса: I - силовой агрегат, II - скоба; 1, 2 - обжимки; 3 - пружина; 4 - ось; 5 - рычаг; 6 - клин; 7, 11 - поршни; 8 - цилиндр; 9 - шток; 10 - перегородка; 12- кнопка управления золотником.
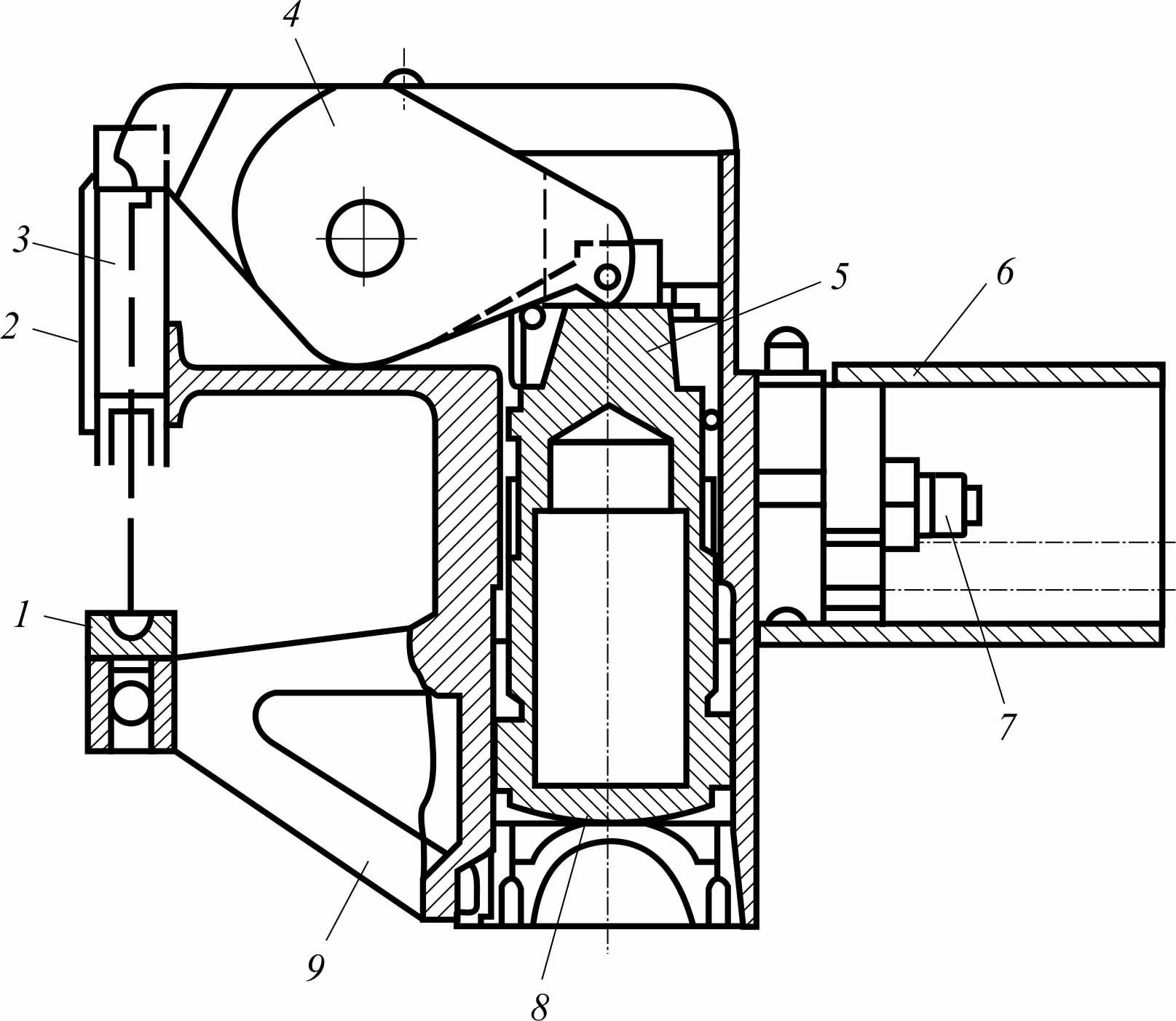
Рис. 30.5. Гидрорычажный переносной клепальный пресс: 1 - обжимка;
2 - прижимная втулка; 3 - плунжер; 4 - рычаг; 5 - упор; 6 - рукоятка; 7 - штуцер;
8 - поршень; 9 - силовая скоба.
Операции по образованию заклепочных соединений могут выполняться или на различных, или на одном виде оборудования. В соответствии с этим различают оборудование для раздельного и совместного выполнения операций. К первому виду относят, например, сверлильные станки, клепальные прессы и т.п.; ко второму - сверлильно-зенковальные установки, сверлильно-клепальные автоматы и др.
Основными характеристиками сверлильно-клепального оборудования являются степень универсальности, уровень механизации и автоматизации и степень обратимости.
Универсальное оборудование предназначено для сборки клепкой изделий, отличающихся размерами, марками материала, предъявляемыми к ним требованиями и др. Поэтому полная механизация и автоматизация универсального оборудования ведет к чрезмерному усложнению его конструкции и экономически себя не оправдывает. Из-за низкого уровня автоматизации производительность универсального оборудования невелика. Однако в условиях частой сменяемости объекта производства это оборудование имеет большое достоинство - обратимость, т.е. его можно использовать при смене собираемых изделий.
Специальное оборудование имеет наивысший уровень механизации и автоматизации и наибольшую производительность. Однако оно предназначено для сборки одного вида или типоразмера изделия. При мелкосерийном производстве коэффициент загрузки специального оборудования невелик, а при смене объекта производства его невозможно повторно использовать, т.е. оно необратимо. Кроме того, стоимость проектирования, изготовления и наладки специального оборудования велика, а необходимое для этого время зачастую превышает время производства изделия.
Специализированное сверлильно-клепальное оборудование, предназначенное для сборки определенной группы изделий, занимает промежуточное положение между универсальным и специальным. По производительности и степени механизации и автоматизации специализированное оборудование приближается к специальному, а по степени обрабатываемости - к универсальному. Наиболее рациональным является использование специального автоматизированного оборудования, расчлененного на отдельные нормализованные или унифицированные элементы.
Использование при сборке клепаных панелей и узлов специализированного сверлильно-клепального оборудования имеет ряд преимуществ – улучшение условий труда в сборочном производстве, значительное повышение производительности сборки, существенное (в 2-3 раза) повышение ресурса и других качественных показателей заклепочных соединений (СЗУ).
Прессовая клепка, выполняемая с использованием стационарного прессового оборудования, имеет ряд преимуществ перед ударной клепкой, выполняемой ручным прессовым инструментом:
- высокое качество соединений в связи с тем, что процесс образования замыкающей головки заклепки происходит автоматически и по нормали к оси клепки;
- высокая производительность труда благодаря применению групповой клепки;
- улучшенные условия труда вследствие отсутствия шума, вибрации и физиологических процессов, связанных с перемещением и поддержанием достаточно тяжелого (до 11 кг) ручного клепального оборудования.
Стационарные клепальные прессы подразделяются на прессы одиночной и групповой клепки. Компоновки прессов зависят от конфигурации, станины, основной базовой детали клепального пресса.
На рис. 30.6 изображены три вида станины: скоба, портал и основание.

Рис. 30.6. Схемы выполнения станин клепальных прессов:
а - скоба; б - портал; в - основание
По принципу работы клепальные прессы могут быть подразделены на пневмо- и гидрорычажные и гидро- и пневмогидравлические.
Принцип работы пневмо- и гидрорычажных прессов состоит в том, что давление воздуха или жидкости на поршень силовой головки передается на обжимку через систему рычагов. Это позволяет при небольших размерах силовых головок получать большие усилия на обжимке. У большинства прессов этой группы нарастание усилия на обжимке соответствует естественному режиму клепки, т.е. усилие на обжимке возрастает с увеличением осадки замыкающей головки заклепки. Этим достигается высокий коэффициент полезного действия пресса.
Прессы с рычажной системой (рис. 30.7, а) имеют простую конструкцию. При неизменной силе  , действующей на поршень силовой головки, усилие
, действующей на поршень силовой головки, усилие  на обжимке изменяется прямо пропорционально соотношению плеч а и b. Обычно такие рычажные системы имеют постоянное соотношение плеч, а следовательно, и прямо пропорциональную зависимость усилия
на обжимке изменяется прямо пропорционально соотношению плеч а и b. Обычно такие рычажные системы имеют постоянное соотношение плеч, а следовательно, и прямо пропорциональную зависимость усилия  от силы .
от силы .
Усилие клепки на прессе с такой рычажной системой можно рассчитать по формуле
 (30.1)
(30.1)
где – усилие на штоке пневматического (гидравлического) поршня:
 (30.2)
(30.2)
 – коэффициент полезного действия механизма (принимаем
– коэффициент полезного действия механизма (принимаем  0,9 ... 0,95);
0,9 ... 0,95);
 – диаметр поршня пневматического (гидравлического) цилиндра; p – давление сжатого воздуха (жидкости) в цилиндре.
– диаметр поршня пневматического (гидравлического) цилиндра; p – давление сжатого воздуха (жидкости) в цилиндре.
Перемещение обжимки при расклепывании заклепки можно найти из соотношения плеч a и b и хода штока поршня цилиндра:
 (30.3)
(30.3)
где y – ход обжимки; x – ход штока поршня.
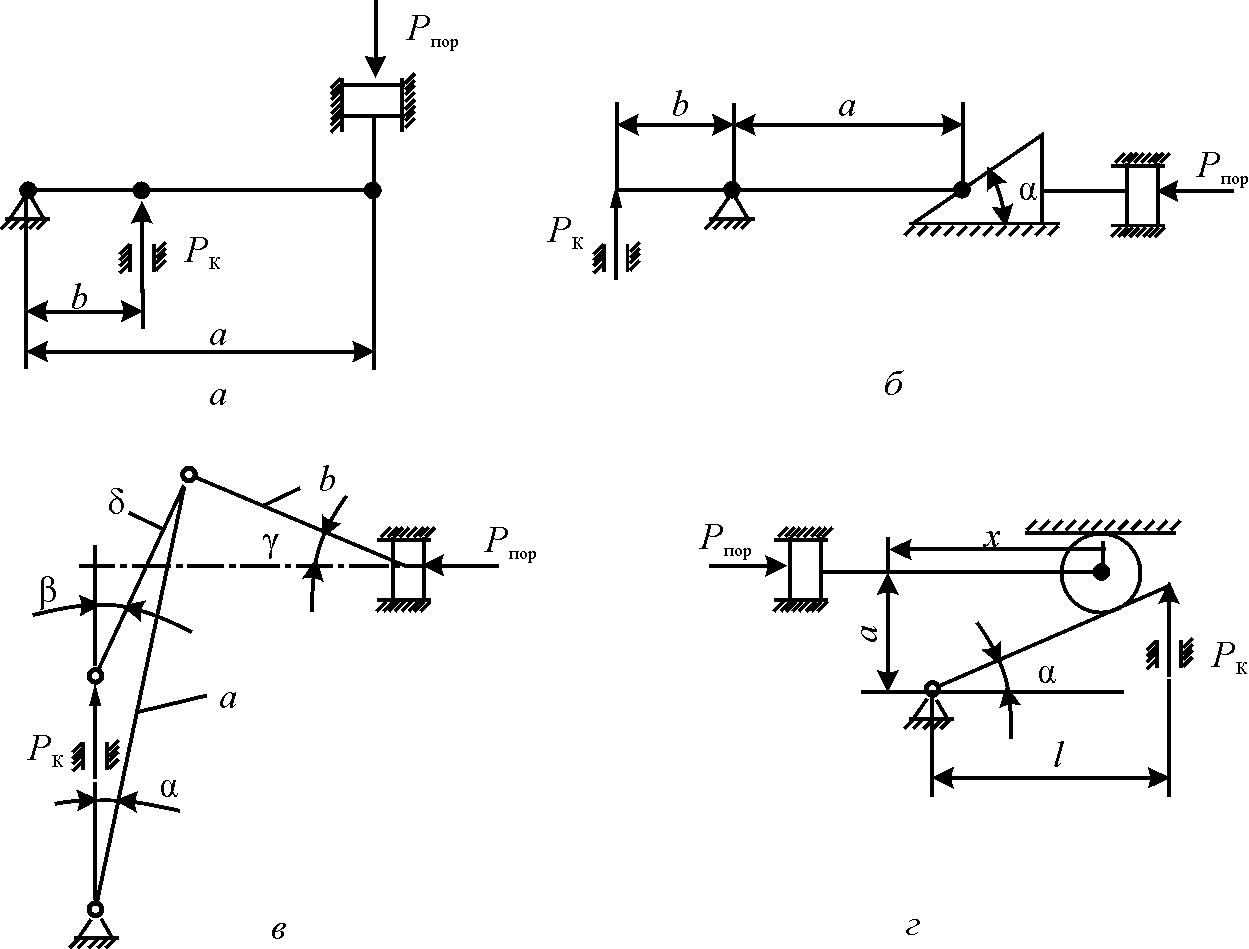
Рис. 30.7. Кинематические схемы рычагов клепальных прессов: а, б – переносных пневматических и гидравлических; в – стационарного для групповой клепки КП-501А; г – стационарного для одиночной клепки КП'20-М
Рычажная система (рис. 30.7, б) широко используется в переносных клепальных прессах.
Усилия, возникающие на обжимке скобы пресса, можно определить по формуле
 (30.4)
(30.4)
где α – угол подъема клина.
Ход обжимки в этом случае
 (30.5)
(30.5)
Схема (рис. 30.7, в) имеет более сложную систему рычагов. Усилие  , возникающее на обжимке пресса, зависит от усилия
, возникающее на обжимке пресса, зависит от усилия  на штоке поршня цилиндра следующим образом:
на штоке поршня цилиндра следующим образом:
 . (30.6)
. (30.6)
Ход обжимки определяется по соотношению
 (30.7)
(30.7)
У прессов (рис. 23.7, г) усилие прессования заклепки определяется по формуле
 (30.8)
(30.8)
Ход обжимки можно рассчитать по формуле
 , (30.9)
, (30.9)
где  – углы при положении рычага в начале и конце хода; l – плечо рычага.
– углы при положении рычага в начале и конце хода; l – плечо рычага.
Коэффициент использования мощности рычажных прессов изменяется от 0,4 – 0,5 (рис. 30.7, а) до 0,7 – 0,8 (рис. 30.7, г).
Принцип работы пневматических прессов основан на непосредственном использовании энергии сжатого воздуха, давление которого передается через набор поршней на плунжер с обжимкой (рис. 30.7, а). Для прессов такого типа усилие клепки находится по выражению
 (30.10)
(30.10)
где 
 – число поршней в цилиндре.
– число поршней в цилиндре.
Усилие на обжимке постоянно в течение всего хода. Ход обжимки равен ходу плунжера силового цилиндра.
Принцип работы гидравлических и пневмогидравлических прессов (рис. 30.8, б) основан на преобразовании сравнительно низкого давления жидкости или воздуха, поступающего к мультипликатору, в высокое гидравлическое давление, передаваемое от мультипликатора на цилиндр пресса и обжимку.

Рис. 30.8. Принципиальные схемы работы гидравлического
и пневмогидравлического прессов
Зависимость усилия клепки  от силы
от силы  при использовании прессов этого типа можно определить по выражению
при использовании прессов этого типа можно определить по выражению
 (30.11)
(30.11)
где  – диаметр поршня малого цилиндра;
– диаметр поршня малого цилиндра;  – диаметр штока большого цилиндра.
– диаметр штока большого цилиндра.
Так как усилие клепки у пневматических, гидравлических и пневмо-гидравлических прессов неизменно на всем перемещении обжимки, они могут быть использованы для клепки пакетов переменной толщины без какой-либо специальной переналадки.
Клепальные прессы обеспечивают высокую производительность процесса клепки за счет увеличения числа рабочих ходов плунжера в единицу времени, работу без переналадок при изменении толщены склепываемого пакета и диаметров заклепок при оптимально выбранном режиме плавности хода плунжера.
К прессам одиночной клепки относятся клепальные прессы моделей: КПМ-205К, КПМ205М, КП-204М, КП-406, КПМ-2О4М и др.
Прессы для групповой клепки отличаются мощностью, габаритными размерами и конструкцией. Число заклепок, расклепываемых таким прессом за один ход плунжера:
 (30.12)
(30.12)
где  – усилие на плунжере пресса;
– усилие на плунжере пресса;  – усилие, потребное на образование замыкающей головки одной заклепки.
– усилие, потребное на образование замыкающей головки одной заклепки.
Усилие определяется по формуле
 , (30.13)
, (30.13)
где  – истинное временное сопротивление материала заклепки; F – площадь поперечного сечения замыкающей головки заклепки.
– истинное временное сопротивление материала заклепки; F – площадь поперечного сечения замыкающей головки заклепки.
Прессы для групповой клепки имеют массивные станины, позволяющие передавать большие усилия с плунжера клепального силового агрегата через группу заклепок на плунжер клепального поддерживающего агрегата.
По мощности их можно разделить на три группы:
- Прессы типа КП-602 предназначены для клепки панелей больших размеров с большой протяженностью заклепочных швов.
- Прессы типа КП-501А, КП-503М и КП-504П предназначены для клепки узлов и панелей средней величины.
- Прессы типа КП-403М и КП-405М предназначены для клепки сравнительно небольших узлов типа нервюр, шпангоутов, панелей небольших размеров и т.п.
Одним из основных узлов пресса является клепальный силовой агрегат, который обеспечивает сжатие пакета в зоне клепки и создает необходимую силу для образования замыкающей головки заклепки.
Все прессы для групповой клепки работают в едином цикле с оснащенными на предприятии-изготовителе или дооснащенными на авиационном предприятии специальными выравнивающе-поддерживающими устройствами (ВПУ).
С помощью ВПУ выполняются следующие операции:
- размещение и фиксация предварительно-собранного узла или панели, в котором произведены операции сверления-зенкования отверстий под заклепки;
- вставка и фиксация заклепок;
- ориентация и перемещение собираемого изделия по оси и родам клепки относительно силовых клепальных головок прессов пространства.
При большинстве промышленных моделей клепальных прессов, работающих в едином цикле с ВПУ, перемещении пресса с оператором происходит по двум координатам на плоскости, а собираемое изделие ориентируется относительно силовых клепальных головок пресса с помощью следящих щупов и исполнительных элементов ВПУ в автоматическом режиме по трем координатам в пространстве с корректировкой оператором по высоте плоскости клепки (рис. 30.9).

Рис. 30.9. Клепальный пресс КП-504П-2: 1 - клепальный силовой агрегат КСА-503М;
2 - щупы; 3 - клепальный поддерживающий агрегат КПА-503М; 4 - выравнивающее
устройство; 5 - колонка; 6 - верхняя каретка; 7 - нижняя каретка; 8 – станина.
Принципиальная схема работы стационарного клепального пресса с ВПУ изображена на рис. 30.10. Клепальный пресс, расположенный на подвижной тележке с направляющими 10, с оператором перемещается по двум координатам в горизонтальной плоскости: по координатам ОХ (вдоль клепального шва) по рельсам 9; по координате ОY (при переходе на другой клепальный шов и корректировке положения клепальных головок относительно оси клепки) по направляющим 10 тележки 8.
Управление перемещением клепального пресса по координатам ОХ и ОY, а также перемещениями его клепальных операторов осуществляется оператором.
Оператор, визуально наблюдая зону клепки снизу и через оптическую систему сверху панели, настраивает и фиксирует положение клепальных головок пресса в рабочие позиции для расклепывания вставленных заклепок, после чего подает команду на клепку.

Рис. 30.10. Клепальный пресс с ВПУ: 1 – клепальный пресс; 2 – склепываемая панель;
3 – ложементы; 4 – блок управления; 5, 6-11, 12 – гидроподъемники; 7 – рама с поддерживающими элементами для фиксации склепываемой панели; 8 – тележка; 9 – рельсы; 10 – направляющие; 13 – следящие щупы
Выравнивающе-поддерживающее устройство (ВПУ) к клепальному прессу состоит из блока управления 4 с насосной станцией, следящих щупов 13, заклепанных в верхней части пресса, гидроподъемников 5, 6, 11, 12, которые шарнирно связаны с рамой 7 с поддерживающими элементами. Собираемая панель 2 неподвижно фиксируется на поддерживающих элементах рамы 7 и перемещается гидроподъемниками 5, 6, 11, 12, по трем координатам ХYZ в пространстве вместе с ней по команде от следящих щупов 13 относительно рабочих плоскостей клепальных головок пресса 1.
Выравнивание панели происходит до тех пор, пока все четыре щупа не будут касаться поверхности панели.
При этом каждая пара щупов командует одной стороной выравнивающего устройства. Если поступил сигнал от какой-либо пары щупов, то одна сторона выравнивающего устройства начнет перемещаться вверх или вниз или вращаться относительно горизонтальной оси, проходящей вдоль панели (рис. 30.11).

Рис. 30.11. Схема перемещения выравнивающе-поддерживающего устройства
относительно клепального инструмента: 1 – винтовая пара; 2 – колонка;
3 – каретка; 4 – карданный вал; 5 – ферма; 6 – пресс
Другая пара щупов дает команду на перемещение вверх или вниз и вращение в другую сторону второй стороны выравнивающего устройства вместе с панелью.
Точность ориентации панели в пространстве при клепке на прессах определяется из условия (рис. 30.12):

где  – ширина профиля;
– ширина профиля;  – величина перемычки;
– величина перемычки;  – диаметр заклепки; r – профильный радиус.
– диаметр заклепки; r – профильный радиус.
При пошаговом перемещении пресса в процессе групповой клепки оператор следит за тем, чтобы силовые головки пресса не повредили крепежные элементы, соединяющие обшивку и силовой набор. Точность позиционирования составляет 2 – 5 мм и зависит от технических характеристик приводов и гидроподъемников перемещения пресса и ВПУ, а также визуальных возможностей и опыта оператора.

Рис. 30.12. Схема определения точности ориентации собираемой панели относительно
оси силовых головок пресса: 1 – обшивка; 2 – профиль; 3 – заклепка; 4 – верхняя
силовая головка; 5 – нижняя силовая головка
С целью увеличения производительности процесса выравнивания в Казанском государственном техническом университете создан датчик для выравнивания панелей двойной кривизны для ВПУ к прессам групповой клепки (рис. 30.13).
Датчик содержит три подпружиненных следящих щупа 1 – 3. На оси щупа 1 жестко закреплен плоский П-образный рычаг 4, установленный с возможностью поворота относительно перемычки (ось O1 – O1). На консолях рычага 4 закреплены оси 5 и 6, на которых шарнирно установлены двуплечие рычаги 7 и 8. На одной из консолей рычага 4 закреплен кулачок 9, взаимодействующий с микровыключателями 10 и 11. Двуплечий рычаг 7 одним концом жестко связан с осью щупа 2, а на конце второго плеча закреплен кулачок 14 с возможностью взаимодействия с микровыключателями 15 и 16. Рычаг 8 жестко соединен с осью щупа 3, а на втором его конце кулачок 17 с возможностью взаимодействия с микровыключателями 18 и 19. Все микровыключатели закреплены на корпусе датчика и связаны с исполнительными органами пресса. Процесс выравнивания в плоскости ZOX и ZOY осуществляется с помощью щупов 1 – 3, которые при перемещении управляют через микровыключатели 10 и 11 перемещением панели 12 вверх-вниз по оси OZ. Микровыключатели 15, 16, 18 и 19 обеспечивают разворот панели относительно осей OZ и OX в ту или иную сторону. Процесс выравнивания за счет наличия кинематических связей между следящими щупами осуществляется одновременно в обеих плоскостях ZOX и ZOY, что позволяет сократить время выравнивания панелей, особенно имеющих малую кривизну.

Рис. 30.13. Кинематическая схема датчика для выравнивания панелей
двойной кривизны при их клепке на прессах
Работу клепального пресса в процессе групповой клепки заклепок рассмотрим на примере пресса КП-406.
Пресс КП-406 обеспечивает в автоматическом режиме подвод клепальных штампов к изделию и сжатие пакета в зоне клепки, образование замыкающей головки заклепки, отвод штампов в исходное положение. Остальные перемещения (на шаг клепки, с одного шва на другой и т.п.) осуществляются вручную.
Силовая головка или клепальный силовой агрегат (КСА) предназначена для создания усилия сжатия пакета и усилия клепки с целью образования замыкающей головки заклепки (рис. 30.14).

|
Рис. 30.14. Клепальный пресс КП-406:
|
Пиноль вместе со штоком 1 и клепальным инструментом (обжимкой) может перемещаться на 160 мм. Это перемещение вспомогательное. Оно необходимо для подвода инструмента к изделию и осуществляется от реверсивного пневмодвигателя 8 через пару «ходовой винт 5 гайка». Для точного подвода инструмента к обрабатываемому изделию служит ручная подача. На ходовом винте 5 закреплен блок гидроцилиндров 6, обеспечивающий получение на обжимках усилий для сжатия пакета и расклепывания заклепки.
Нижняя силовая головка, или клепальный поддерживающий агрегат (КПА), предназначен для удерживания заклепки в изделии и восприятия усилий, развиваемых КСА при сжатии пакета и расклепывании заклепки.
Пневмогидравлический пресс использует несколько мультипликаторов, преобразующих низкое давление воздушной сети в высокое гидростатическое давление масла. Мультипликаторы расположены внутри силовой скобы и используются так: низкого давления – для сжатия пакета и обратного хода, высокого давления – для расклепывания стержня заклепки.
На предприятиях авиационной промышленности широкое распространение получили прессы КПМ-205К-1,5; КМП-205К-3 и КПМ-205М с горизонтальной осью клепки, оснащенным подвесным устройством (пневмоталью) (рис. 30.15).
Рис. 30.15. Пневмопресс одиночной клепки:

|
|
Пресс в автоматическом режиме обеспечивает подвод клепального штампа и сжатие пакета в зоне клепки, образование замыкающей головки за-клепки, отвод клепального штампа в исходное положение.
Перемещение склепываемого изделия на шаг по продольному набору осуществляется опусканием или подъемом изделия при помощи пневмотали, по поперечному вращением изделия вручную на крюке тали.
При вертикальном перемещении собираемой панели оператор подает команду с пульта дистанционного управления. Причина, которая затрудняет его позиционирование – инерционность привода пневмотали (панель не доходит или переходит зону клепки), что существенно снижает производительность клепки в целом.
Для устранения этого недостатка разработан специальный датчик массы, принцип действия которого основан на балансировке перемещаемой вертикально панели в процессе клепки (рис. 30.16).
Он состоит из корпуса 1 с размещенной в нем подпружиненной штангой 2, на оси которой расположен профилированный кулачок 3 включения микропереключателей 4, 5 управления приводом пневмотали. Микропереключатели 4 и 5 крепятся в подвижном блоке 6, расположенном на направляющей 7, соединенной с корпусом 1. Блок 6 фиксируется на направляющей 7 с помощью механизма 8. Для установки рабочего положения блока 6 с микропереключателями 4, 5 он соединен с узлом 9 регулировки положения микропереключателей.
Корпус 1 датчика массы крепится на крюке 10 пневмотали, а собираемая панель 11 на штанге 2. Закрепленная на штанге 2 панель 11 массой m с усилием  сжимает пружину 12, и на неподвижное рабочее звено 10 через корпус 1 передается сила реакции под действием массы груза
сжимает пружину 12, и на неподвижное рабочее звено 10 через корпус 1 передается сила реакции под действием массы груза  . При этом расфиксированный блок 6 с отключенными микропереключателями 4 и 5 перемещаются с кулачком 3 по направляющей 7 и, остановившись при сбалансированном грузе (условие ), фиксируется на направляющей 7 с помощью механизма 8. Пружина 12 сжимается на величину
. При этом расфиксированный блок 6 с отключенными микропереключателями 4 и 5 перемещаются с кулачком 3 по направляющей 7 и, остановившись при сбалансированном грузе (условие ), фиксируется на направляющей 7 с помощью механизма 8. Пружина 12 сжимается на величину  , где K – характеристика пружины (рис. 30.17). Далее оператором прикладывается усилие
, где K – характеристика пружины (рис. 30.17). Далее оператором прикладывается усилие  для сжатия пружины 12 и перемещения собираемой панели 11 со штангой 2 на величину
для сжатия пружины 12 и перемещения собираемой панели 11 со штангой 2 на величину  . При этом связанный со штангой 2 кулачок 3 также перемещается на расстоянии
. При этом связанный со штангой 2 кулачок 3 также перемещается на расстоянии  и включает один из микропереключателей 4 или 5 управления приводом пневмотали, приводящей в движение крюк 10 с датчиком массы и подвешенной панелью 11.
и включает один из микропереключателей 4 или 5 управления приводом пневмотали, приводящей в движение крюк 10 с датчиком массы и подвешенной панелью 11.
Для остановки ее перемещения оператором прикладывается обратное по направлению усилие  , соответствующее величине
, соответствующее величине  . При этом микропереключатель включается, отключая одновременно привод пневмотали. Величина
. При этом микропереключатель включается, отключая одновременно привод пневмотали. Величина  и лежит в пределах 2 – 5 кг, а
и лежит в пределах 2 – 5 кг, а  и составляет 1,5 – 3 мм.
и составляет 1,5 – 3 мм.

Рис. 30.16. Принципиальная схема работы датчика массы

Рис. 30.17. Характеристики пружины при балансировке и перемещении собираемой
модели
Таким образом, оператор, удерживая собираемую панель и прикладывая к ней небольшие усилия (2 – 5 кг) в вертикальном направлении, управляет процессом ее позиционирования относительно горизонтальной оси клепки. При этом вес панели может достигать 60 кг. Использование датчика массы в подвесных устройствах к прессам моделей КПМ-205К позволяет сократить время и повысить точность ее позиционирования относительно оси клепки, а также существенно улучшить условия труда оператора-клепальщика.
3. Автоматическое сверлильно-клепальное оборудование
Для клепки панелей крыла длиной 37 м на фирме «Боинг» применяется автоматическая линия, состоящая из пяти клепальных автоматов G-747-120 с ЧПУ фирмы «Джемкор», которая размещена на площади 90х50 м. Клепка ведется путем продольного перемещения автоматов по рельсовым путям относительно неподвижно лежащее панели. В конце участка расположены поворотные платформы, обеспечивающие при необходимости поворот клепального автомата и вывод его из рабочей зоны. В работе одновременно находятся четыре автомата, осуществляющие клепку двух панелей крыла, пятый автомат выведен из рабочей зоны и находится в резерве.
Клепка панелей крыла ведется стержнями диаметром до 12 мм.
Усилие клепки на автомате G-747-120 равно 22000 кгс, усилие сжатия пакета регулируется в пределах от 180 до 1140 кгс, а регулируемая частота вращения сверлильного и зачистного шпинделя лежит в пределах от 500 до 6000 об/мин.
Клепка панелей фюзеляжа (длина 10 м) производится обычными заклепками с перемещением панели по командам системы ЧПУ.
Клепка плоских каркасных узлов и плоских панелей небольших размеров производится на автоматах G-200 и G-400.
Операции сверления и клепки крупногабаритных лонжеронов с внутришовной герметизацией производятся раздельно, причем для образования отверстий применяются сверлильные установки портального типа. Предварительно собранный на контрольные заклепки лонжерон укладывается в горизонтальном положении на неподвижное поддерживающее устройство. Портал сверлильной установки перемещается вдоль лонжерона. Сверлильная головка, смонтированная на ломающемся «хоботе», вручную подводится оператором к месту образования отверстия в лонжероне, на котором заранее краской нанесена цветная метка. Обработав определенную зону лонжерона в пределах, обусловленных длиной «хобота», оператор путем нажатия на ножную педаль перемещает портал для сверления следующей зоны лонжерона.
После сверления отверстий лонжероны поступают на клепку, выполняемую на прессах для обычных заклепок или переносными прессами бугельного типа для установки рив-болтов.
Конструктивно-технологический анализ выпускаемого функциони-рующего на отечественных и зарубежных авиастроительных предприятиях автоматического сверлильно-клепального оборудования показал, что оно предназначено для клепки крупногабаритных плоских и криволинейных авиационных конструкций длиной 6000-10000 мм и шириной от 800-3500 мм. Вместе с тем, объем малогабаритных и среднегабаритных клепаных панелей и узлов в общем объеме планера широкофюзеляжного самолета занимают от 10% до 25%, а в планерах серийных истребителей и штурмовиков, а также в самолетах малой авиации – до 60%. Использование такого дорогостоящего, а иногда и уникального оборудования автоматической клепки этих панелей и узлов в большинстве случаев нецелесообразно и экономически не выгодно. Более того, обслуживание как систем самого оборудования, так и входящих в него программных средств - трудоемкий сложный процесс.
На рис. 30.18 и рис. 30.19 представлен роботизированный модуль для автоматической клепки авиационных панелей малых и средних габаритов. Модуль состоит из двух роботов 1 мод. KAWASAKI ZX300S, сверлильно-клепального автомата 2 мод. GEMCOR, установленного неподвижно на плат-форме 8, управляемого по программе от системы ЧПУ, смонтированной в едином блоке 6 с пультом управления 5. С помощью специальных шарнирных механизмов к управляющим элементам роботов закреплена рама-спутник 9 с расположенными на ней ложементами для базирования, крепления и координации на ней собираемой панели. На силовой головки СКА установлен блок датчиков 3 выравнивания поверхности по нормали к оси клепки. Система выравнивания панели относительно оси клепки аналогично выше рассмотренной в настоящей работе системе ориентации сверлильно-клепальных установок GEMCOR.


Рис. 30.18. Компоновочная схема модуля автоматической клепки GEMCOR – KAWASAKI ZX300S.

Рис. 30.19. Компоновочная схема модуля автоматической клепки GEMCOR – KAWASAKI ZX300S в плане.
Большое внимание при разработке компоновочной схемы модуля было уделено проработке рабочих зон позиционирования (рис. 30.20, рис. 30.21) для того, чтобы учесть максимальные возможности для ориентации панели двойной кривизны относительно оси клепки.

|
Рис. 30.20. АВ – Рабочие зоны позиционирования в плоскости Хоу.
Режимы системы программного позиционирования на шаг и ряд клепки, а также ориентации аналогичны выше рассмотренным. С помощью модуля можно собирать не только клепаные панели одинарной и двойной кривизны, но и плоские панели типа стенок, шпангоутов, нервюр и др.
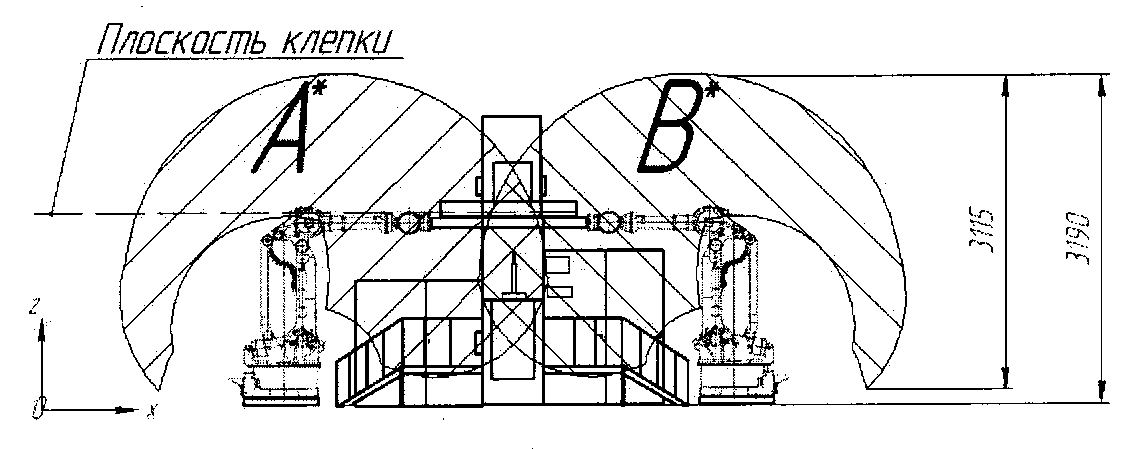
Рис. 30.21. А*В* - Рабочие зоны позиционирования в плоскости Хоz.
Технические характеристики модуля.
1. Габариты собираемых изделий - 4000x2000 мм;
2. Форма собираемых изделий - плоские, одинарной и дв
|
из
5.00
|
Обсуждение в статье: ЛЕКЦИЯ 30. Средства механизации и автоматизации образования заклепочных соединений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы