 |
Главная |


Жёскость .Температурные деформации технологической системы . Износ режущего инструмента
|
из
5.00
|
Под влиянием силы резания, приложенной к звеньям упругой технологической системы (станок — приспособление — инструмент — заготовка), возникает ее деформация. Жесткостью технологической системы называют отношение j = Py/y. радиальной силы резания Ру,направленной перпендикулярно обрабатываемой поверхности, к смещению у режущей кромки инструмента относительно обрабатываемой поверхности заготовки в том же направлении: Следует иметь в виду, что сила резания Pz (тангенциальная), а в ряде случаев и Рх (осевая) также влияют на жесткость упругой систе мы.
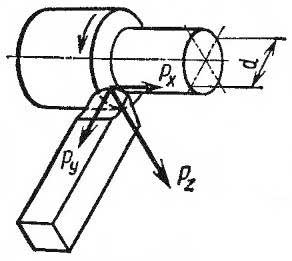

На рис. 5 приведена схема сил, действу ющих в звеньях упругой технологической системы. Если бы под действием этих сил система не деформировалась, то заготовка после обработки имела бы форму цилиндра диаметром d. Однако под действием сил Pz, Ру, Рх упругая система подвергается дефор мации, в результате чего диаметр заготовки после обработки будет отличным от заданного на размер Ad (где Ad характеризует погреш ность заданного размера d). Эта погрешность тем больше, чем больше действующие в процессе обработки силы Рг, Ру и Рх.
В различных точках обрабатываемой поверхности жесткость тех нологической системы различна. Различна и жесткость отдельных звеньев системы. Так, под жесткостью станка понимают способность узлов станка противостоять действию сил деформации, причем за готовку и инструмент в этом случае принимают абсолютно жесткими. Под жесткостью инструмента илиприспособления понимают способность того или другого противостоять действию сил деформации при абсолютно жестких станке и заготовке. В зависимости от условий работы при расчете деформаций учитывают не только силы Pz, Ру и Рх, но и массу обрабатываемых заготовок, а также влияние центробежных сил неуравновешенных вращающихся частей станка.
Температурные деформации.
В процессе обработки заготовок звенья технологической системы находятся под непрерывным воздействием различных источников теплоты. Основными источниками теплоты являются механическая работа, затрачиваемая на резание, и работа по преодолению сил трения движущимися деталями станка. К этому добавляется теплота, создаваемая работой электрических и гидравлических систем станка, теплота, сообщаемая внешней средой. Неодинаково нагретыми могут быть заготовки, поступающие на обработку. Изменения температуры технологической системы порождают дополнительные пространственные относительные перемещения ее исполнительных поверхностей и, как следствие, добавочные слагаемые погрешности динамической настройки. Перемещения, порождаемые изменениями температуры, получили название температурных деформаций.
Распределение теплоты в технологической системе неравномерно. Одни ее компоненты, даже части отдельных деталей, нагреваются сильнее другие слабее.
Нагрев деталей станка происходит в результате работы его механизмов, гидроприводов и электроустройств. Теплота станку сообщается также СОЖ, нагревательными устройствами, находящимися вблизи станка, воздухом в цехе. Наибольшей степени в станке нагревается шпиндельная бабка. Температура ее корпуса в различных точках может доходить до 30—70o С, а шпинделей и валов — до 40-100o С. Меньше нагревается станина. Соответственно уровню нагрева детали станка деформируются в трех координатных направлениях, нарушая тем самым первоначальную точность станка.
Тепловые деформации режущего инструмента вызывает теплота, отводимая из зоны резания. Несмотря на то, что доля теплоты, приходящаяся на инструмент, составляет лишь 2-5%, и ее оказывается достаточно для нагрева режущих кромок до 900o С. В результате, например, изменение вылета токарных резцов средних размеров в процессе обработки заготовки могут доходить до 0,05-0,06 мм. Значения тепловых деформаций режущего инструмента зависят от скорости и глубины резания, подачи и геометрии инструмента, его вылета, эффективности охлаждения и др.
Тепловые деформации станка и инструмента протекают в пространстве и приводят к отклонениям относительного положения заготовки и инструмента, приданного им в процессе настройки технологической системы
Основными мероприятиями по уменьшению тепловых деформаций являются следующие: применение СОЖ; создание термоконстантных цехов; введение в конструкцию станков, устройств, стабилизирующих температуру; прогревание станков на холостом ходу до начала работы; сокращение перерывов в работе до минимума; настройка технологической системы на рабочий настроечный размер, учитывающий влияние тепловых деформаций; встраивание в станке автоматических подналадчиков; увеличение скорости резания; шлифование заготовок кругами большего диаметра; установка перед ответственными операциями термостатических устройств, выравнивающих температуру заготовок, поступающих на обработку; чередование операций в технологическом процессе с большим и меньшим нагревом заготовок; применение транспортных средств, обеспечивающих соблюдение очередности в прохождении заготовками операции технологического процесса.
|
из
5.00
|
Обсуждение в статье: Жёскость .Температурные деформации технологической системы . Износ режущего инструмента |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы