Сушильная камера по способу и характеру работы во времени периодического действия. При котором действия после загрузки нагреваемое тело не изменяет своего положения в течение всего времени тепловой обработки, т.е. до момента выгрузки.
Пропитку обмоток производят в специальном котле, заполненном лаком, в котором создают и поддерживают давление до 0,8 МПА в течение 5 мин. Затем давление снижают до нормального и снова поднимают на 5 мин. Эту операцию повторяют до 5 раз. По окончании пропитки лак удаляют, а обмотки выдерживают до тех пор в котле, пока не стекут все излишки лака.
Сушки обмоток после пропитки лака разделяют на два этапа. На первом этапе (при 60-80°С) удаляют растворитель. На втором этапе происходит затвердевание лаковой основы при температуре 120-130°С в зависимости от лака и класса нагревотойкости изоляции.
После сушки обмотки выгружают из печи и оставляют на воздухе для охлаждении. Если обмотки подвергают повторной пропитки, то их охлаждают на воздухе 60-70°С и затем снова погружают в лак.
Лакировку обмоток производят непосредственно за сушкой пропитанных обмоток после их укладки в пазы. Рекомендуемая температура обмотки при лакировке 50-60°С. Толщина пленки лака или эмали не более 0,05-0,1 мм. После нанесения покровного лака или эмали обмотки подсушивают на воздухе или в печах в зависимости от применяемого лака и эмали
Обмотки, покрытые лаком и эмалью воздушной сушки, охлаждают на воздухе до исчезновения липкости (обычно 12-18 ч). Для сокращения времени лаковое покрытие можно сушить в печи при 70-80М в течение 3-4 ч. Покровные лаки и эмали печной сушки сушат при 100-180°С в зависимости от вид эмали и класса нагревостокости изоляции. (2)
Таблица №1 «Режимы лакировки и сушки обмоток»
| Обмотки
| Способ лакировки
| Тип покровного лака или эмали
| Температура сушки, °С
| Время сушки, ч
|
| Статор машин переменного тока нормального исполнения
Якорей и роторов нормального исполнения
Статоров машин переменного тока с влагостойкой изоляцией
Якорей и роторов с влагостойкой изоляцией
Статоров машин переменного тока изоляцией класса Н
| Пульве-
ризация
Пульве-
ризация
Погру-жение
Пульве-
ризация
Погру-жение
Пульве-
ризация
Погру-жение
Пульве-
ризация
| БИ-99, ГФ-92ХС, ГФ-92ХК
БТ-99, ГФ-92ГС
БТ-99, ГФ-92ХС
ГФ-92ГС
460, БТ-99
ГФ-92ГС
ПКЭ-15, ПРКЭ-13
ПКЭ-19 или
ПКЭ-14
| 15 – 25
20;80 – 110
20
110 – 120
120 – 140
110 – 120
120 – 180
-
| 6 – 24
4 и более
6 – 24
3 – 10
8 и более
4 – 12
8 – 12
-
|
| 1–й операцией деталь загружают
|
| 2–й операцией деталь нагревают до нужной температуры
|
| 3–й операцией производят технологическую выдержку
|
| 4–й операцией деталь выгружают
|
2.
Электрический расчет электротермической установки.
2.1Расчет конструктивных параметров.
Сушильная печь сопротивления камерного типа СНОС – 10.13.10/3 – И21 предназначен для сушки якорей, статоров электродвигателей, обмоток электромашин и магнитных систем после пропитки их лаками и окраски эмалями при условии обеспечения в рабочем пространстве безопасной концентрации паров растворителей.
Основные технические данные и характеристики печи сводим в таблицу 1.
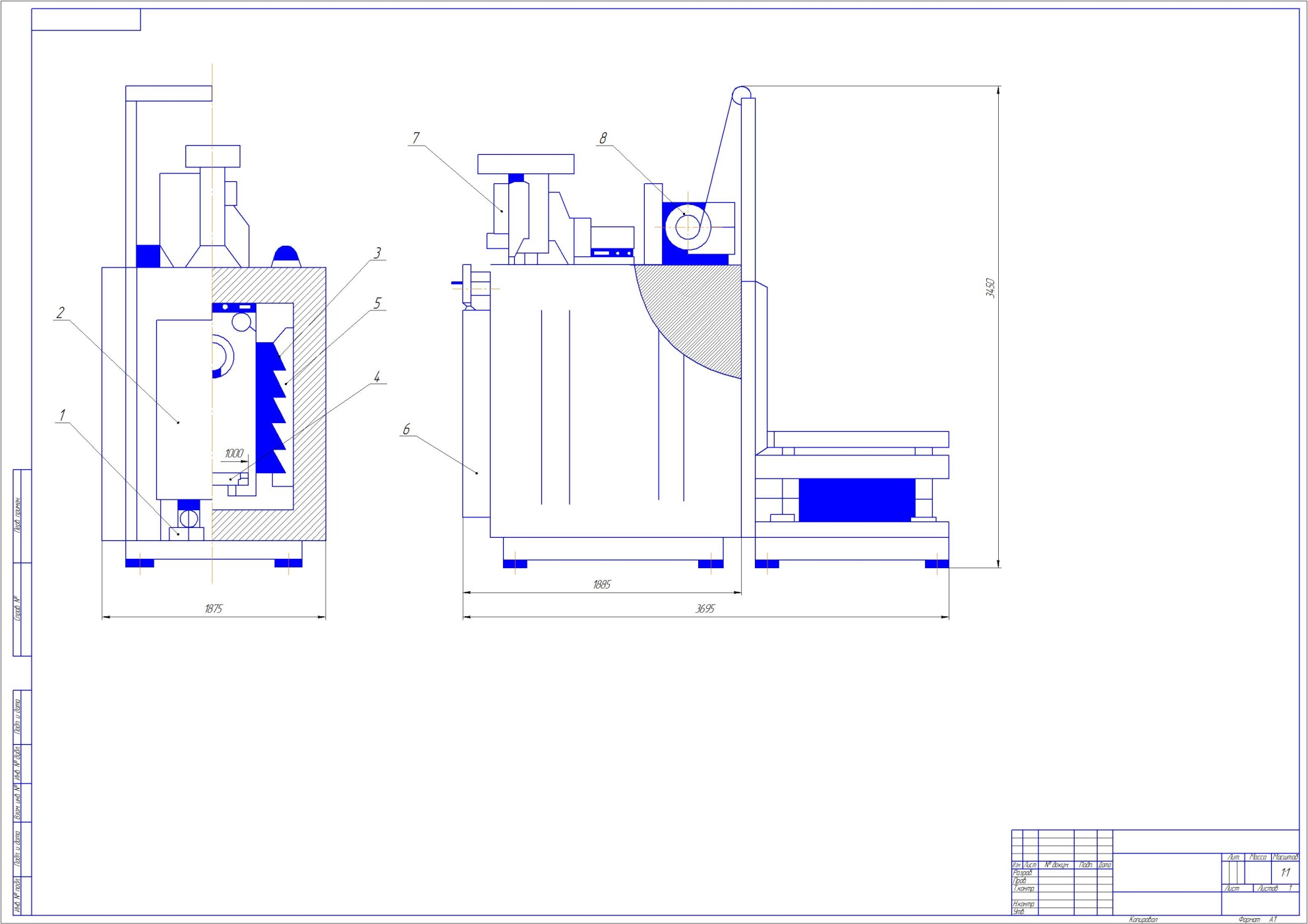
Рис. 1. Общий вид электропечи сопротивления камерной сушильной СНОС – 10.13.10/3 – И2
1 – подставка с механизмом передвижения тележки; 2 – дверь; 3 – нагреватели; 4 – камера с футеровкой; 5 – тележка; 6 – кожух выводов; 7 – вентилятор; 8 – механизм подъема двери.
Таблица №2 «Технические данные и характеристики сушильной печи сопротивления камерного типа СНОС – 10.13.10/3 – И21
| Характеристика
| СНОС-10.13.10/3-И2
|
| Мощность установленная, кВт
| 32,2
|
| Мощность трубчатых электронагревателей, кВт
| 27,0
|
| Количество трубчатых электронагревателей, шт
| 18
|
| Соединение нагревателей
| |
| Количество параллельных групп, шт
| 3/2
|
| Число тепловых зон, шт
| 1
|
| Напряжение трехфазной питающей сети, В
| 380
|
| Частота питающей сети, Гц
| 50
|
| Номинальная температура, С
| 300
|
| Время разогрева электропечи без загрузки до 300 °С, ч
| 2,4
|
| Масса садки, кг
| до 1500
|
| Время цикла, ч
| 4-26
|
| Удельный расход электроэнергии на цикл, кВт*ч/кг
| 0,125
|
| Количество воздуха, подаваемого в электропечь, м3/ч
| 1000
|
| Производительность вентилятора (при 20° С), м3/ч
| 4000
|
| Габариты рабочего пространства печи:
|
| ширина, мм
| 1000
|
| длина, мм
| 1300
|
| высота, мм
| 1000
|
| Габариты электропечи:
|
| ширина, мм
| 1875
|
| длина, мм
| 3695
|
| высота, мм
| 3450
|
| Масса электропечи, кг
| 3000
|
2.2
Разработка принципиальной схемы управления
В качестве главного регулирующего устройства в системе управления печью используется программируемый по времени одноканальный регулятор температуры ОВЕН ТРМ151-01. Исполнительным устройством для регулирования служит блок управления симисторами и тиристорами (БУСТ), который по заданию от регулятора выдает импульсы на открывание симисторов, управляя тем самым мощностью на нагревательных элементах в печи. При использовании в БУСТ метода фазового управления достигается достаточно точная регулировка мощности на нагревательных элементах, что важно для системы регулирования температуры.
В блоке управления симисторами и тиристорами (БУСТ), используется метод фазового управления, с помощью которого производится точная регулировка мощности на нагревательных элементах, что важно для системы регулирования температуры. Система позволяет задавать скорость изменения температуры (увеличение или уменьшение до заданного значения) в каждой нагревательной зоне по индивидуальному графику, что обеспечивает равномерный нагрев изделия во всех точках. Возможен переход с одной программы на другую по достижении определенного значения любого из параметров температуры или времени. (9)



