 |
Главная |


РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ
|
из
5.00
|
ПРОЕКТИРОВАНИЕ ЦЕХОВ (УЧАСТКОВ)
ПО ПЕРЕРАБОТКЕ ПЛАСТМАСС
МЕТОДОМ ЭКСТРУЗИИ
Методические указания
По курсу «Основы проектирования и оборудование»
Оглавление
1. РЕКОМЕНДАЦИИ ДЛЯ ХАРАКТЕРИСТИКИ ПРОЕКТИРУЕМОГО ПОДРАЗДЕЛЕНИЯ 3
2. РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ... 4
2.1. Разработка схемы производственного процесса. 4
2.2. Выбор типа оборудования. 5
2.3. Технологические расчеты.. 5
2.4. Расчет количества оборудования. 7
2.5. Материальные расчеты.. 8
2.5.1. Расход сырья. 8
2.5.2. Расход тары и упаковочных материалов. 10
2.5.3. Расход энергоресурсов. 11
2.6. Расчет численности работающих и норм обслуживания. 12
3. ПРОЕКТИРОВАНИЕ ПОМЕЩЕНИЙ ЗАДАННОГО ПРОИЗВОДСТВА.. 14
3.1. Общие требования к производственным помещениям.. 14
3.2. Расчет площади цеха. 15
3.3. Общие требования к конструкции производственного помещения, размещению оборудования 15
3.4. Расчет вспомогательной площади, технические требования к строительным конструкциям 21
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.. 23
1. РЕКОМЕНДАЦИИ ДЛЯ ХАРАКТЕРИСТИКИ ПРОЕКТИРУЕМОГО ПОДРАЗДЕЛЕНИЯ
Данные указания предусматривают рекомендации по проектированию производства пленки из полиэтилена методом экструзии рукава с последующим пневматическим раздувом, труб из полиэтилена методом экструзии, выдувных изделий из полиэтилена, листа из ударопрочного полистирола, пластиков АБС, ПВХ + АБС методом экструзии. Во всех указанных подразделениях основным оборудованием являются экструзионные (червячные) машины.
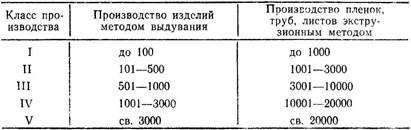
Цели и задачи проектирования, структура пояснительной записки, требования к её содержанию и оформлению уже рассмотрены в методических указаниях [1]. Задание на выполнение проекта обычно предусматривает проработку комплекса вопросов, связанных с изготовлением изделий каким-либо конкретным структурным подразделением (цехом, отделением, участком). В зависимости от базы практики оно может быть как на специализированном, так и на предприятии другого профиля. При небольших объемах производства участок может быть самостоятельным или входить в состав одного из цехов завода. В зависимости от годового объема (т) перерабатываемого материала производство подразделяется на классы (табл. 1).
Таблица 1
Кроме того, производство штучных (выдувных) изделий можно охарактеризовать по серийности (табл. 2).
Таблица 2
| Весовая группа изделий | Масса изделия, г | Тип производства по серийности, тыс.шт. | |||
| единичное мелкосерийное | серийное | крупно-серийное | массовое | ||
| Особо мелкие Мелкие | менее 5 6-30 | <3 | 3-125 | 125-250 | >250 |
| Средние | 30-300 | < 1 | 1-50 | 50-100 | >100 |
| Крупные Особо крупные | 300-1000 1000 и более | <10,3 | 0,3-25 | 25-50 | > 50 |
Производство изделий с различной серийностью относится к типу серийности, который в данном производстве является преобладающим и составляет более 60% от общего объема. Рекомендации по кооперированию и рациональной мощности приведены в табл. 3.
Таблица 3
| Метод переработки | Размер рациональной мощности, тыс. т/год | Рекомендации по кооперированию |
| Производство пленок | 10-50 | 1. Целесообразно кооперирование с производством изделий из пленки 2. Возможна кооперация по признаку однород-ности сырья с экструзионным производством |
| Производство труб | 10-50 | 1. Целесообразно кооперирование с производством фитингов 2. Возможна кооперация по признаку однород-ности сырья с экструзионным производством |
| Производство выдувных изделий | 0,5-3 | 1. Целесообразно кооперирование с производством литьевых изделий, в т. ч. для товаров народного потребления 2. Возможна кооперациия по признаку однородности сырья с экструзионным производством |
| Производство листа | 6-20 | 1. Целесообразна кооперация с производством формованных изделий из листа 2. Возможна кооперация по признаку однородности сырья с производством литьевых изделий |
РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ
Как известно, на основе экструзионного оборудования можно осуществлять различные операции с термопластичными полимерами, находящимися в вязкотекучем состоянии. Полимер (иногда с добавками) захватывается червяком, перемещается с одновременным нагревом и интенсивным перемешиванием и выдавливается через формующий инструмент. Образующиеся изделия в дальнейшем могут изменять свою форму и размеры с последующим их фиксированием за счет охлаждения расплава. Так как червяк может вращаться непрерывно, то процесс по технико-экономическим показателям является эффективным, легко механизируется и автоматизируется. Основой проекта является разработка схемы производственного процесса, описание и расчет основных стадий. Тесно взаимосвязаны с этим вопросы выбора необходимого оборудования, оснастки и приспособлений для каждой операции, планировка производственных и вспомогательных помещений, движения материальных Потоков, определение количества работающих [2,3].
|
из
5.00
|
Обсуждение в статье: РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы