 |
Главная |


Обработка наружных поверхностей тел вращения точением
|
из
5.00
|
Точение является основным способом обработки поверхностей тел вращения.
Детали, имеющие наружные поверхности вращения (цилиндрические, конические) обрабатывают на различных станках: токарной группы (токарно-винторезные, токарно-карусельные, токарно-револьверные, одношпиндельные и многошпиндельные полуавтоматы и автоматы, станки для тонкого точения и др.); шлифовальной группы (круглошлифовальные, бесцентровошлифовальные, притирочные полировальные и т.п.). Станки этих групп применяют как обычные, так и с числовым программным управлением (ЧПУ).
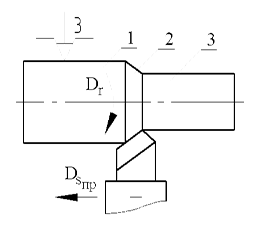
Процесс резания (рис. 2) осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
|
| 1 – обрабатываемая поверхность; 2 – поверхность резания; 3 – обработанная поверхность; Dr – главное движение; DSпр – движение подачи (продольное) Рисунок 2 – Схема обработки заготовок точением |
При установке и обработке длинных заготовок валов, осей, стержней и т.п. в качестве дополнительной опоры, повышающей жесткость технологической системы, применяют люнеты (подвижные и неподвижные).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним и ограничивающих их длину (торцы, уступы, канавки, радиусы и т.п.), применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с напайными пластинами из быстрорежущей стали или твердых сплавов и композиционных материалов.
В зависимости от требований, предъявляемых к точности обработки и шероховатости обработанной поверхности детали, различают следующие виды обработки точением: черновое обтачивание, получистовое и чистовое точение и тонкое (алмазное) точение.
Черновое обтачивание применяют для предварительной обработки (точность обработки при этом не превышает 12-13го квалитета, а шероховатость обработанной поверхности Rа=20..80 мкм).
При получистовом обтачивании припуск на обработку составляет
3-6 мм на диаметр, точность обработки не превышает 11-го квалитета, а
Rа = 5-10 мкм.
Чистовое обтачивание обеспечивает точность размеров до 6-го квалитета и Rа = 2.5-5 мкм.
Тонкое (алмазное) обтачивание производится после чистовой обработки с незначительной глубиной резания (t = 0,05…0,01 мм), малыми подачами (S = 0.1…0.02 мм/об), но большими скоростями резания
(v = 50…300 мм/мин). После обработки точность до 5-го квалитета и
Rа = 0,63-2,5 мкм.
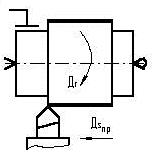
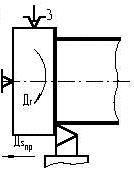
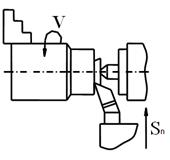
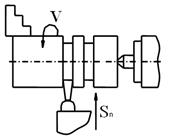
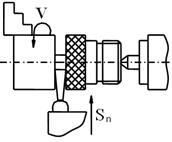
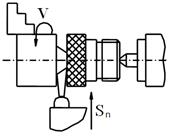
Обработка наружных поверхностей тел вращения с помощью резцов называется обтачиванием (рис. 3), обработка торцевых поверхностей деталей тел вращения – подрезание (рис.4), обработка канавок – протачивание (рис. 5), разрезание заготовки на части – отрезание (рис. 6).
| 
|
| а) | б) |
| а – напроход; б – в упор Рисунок 3 – Схемы обтачивания цилиндрических поверхностей |
| 
|
| Рисунок 4 – Схема подрезания торцевых поверхностей | Рисунок 5 – Схема протачивания канавок |
| 
|
| а) | б) |
| а – резцом с прямым режущим лезвием; б – резцом с наклонным режущим лезвием Рисунок 6 – Схема отрезания деталей тел вращения |
|
из
5.00
|
Обсуждение в статье: Обработка наружных поверхностей тел вращения точением |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы