 |
Главная |


Последовательность выполнения операций
|
из
5.00
|
При восстановлении детали проходят последовательно ряд операций в следующем порядке:
- выполняются подготовительные операции (очистка, обезжиривание, правка, восстановление базовых поверхностей);
- механическая обработка, которая предназначена для устранения дефектов, образовавшихся в процессе эксплуатации, или придания правильной геометрической формы изношенным поверхностям, в том числе специальной (например, при электродуговом напылении нарезка «рваной» резьбы, фрезерование канавок и т. п.);
- наращивание изношенных поверхностей (наплавка, напыление и пр.). При этом в первую очередь выполняют операции, при которых детали нагревают до высокой температуры (сварка, наплавка, термическая обработка). Если необходимо, то детали подвергают вторичной правке.
- выполняют операции, не требующие нагрева деталей (хромирование, железнение и пр.);
- окончательная обработка (токарная, фрезерная, слесарная и пр);
- контрольные операции назначают в конце технологического процесса и после выполнения наиболее ответственных операций.
При выборе оборудования можно придерживаться рекомендаций, приведенных в табл. 1.
Таблица 1. Типовой маршрут технологического процесса
восстановления деталей класса «круглые стержни»
| № | Операция | Оборудование |
| Исправление центровых отверстий | Токарный или центровочный станок | |
| Устранение радиального биения | Пресс | |
| Устранение поврежденной или изношенной резьбы | Токарный станок | |
| Наплавка резьбовых и шлицевых поверхностей, заварка шпоночных пазов | Установка для наплавки | |
| Правка деталей после наплавки (по потребности) | Пресс | |
| Механическая обработка наплавленных поверхностей (резьбовых, шлицевых, шпоночных лазов и гладких отверстий) | Токарный, фрезерный, сверлильный станки | |
| Предварительная и окончательная обработка поверхностей, подлежащих сопряжению с ДРД* | Токарный станок | |
| Окончательная обработка ДРД с последующей запрессовкой | Круглошлифовальный и токарный станки. Пресс | |
| Наплавка шеек | Установка для наплавки | |
| Правка вала после наплавки | Пресс | |
| Термическая обработка | Термическая печь | |
| Правка | Пресс | |
| Предварительная и окончательная механическая обработка наплавленных шеек | Токарный и круглошлифовальный станки |
Примечание: * -ДРД – дополнительная ремонтная деталь
Порядок выполнения работы
1. Получить у преподавателя рабочий чертеж детали (можно воспользоваться чертежом детали из практической работы №3).
2. Определить дефекты на поверхностях детали.
3. Заполнить карту дефектации
4. Составить последовательность выполнения операций по восстановлению каждой дефектной поверхности
5. На каждую операцию назначить содержание операции, выбрать ремонтное оборудование, инструмент, исполнителя и его квалификацию.
6. Заполнить технологическую карту ремонта на заданную деталь.
В качестве примера ниже приведены рабочий чертеж детали, заполненную карту дефектации и технологическую карту ремонта на червячный вал.
Задания
Получить у преподавателя рабочий чертеж детали (можно воспользоваться чертежом детали из практической работы №3).
Коленчатый вал дизеля
Распределительный вал
Промежуточный вал валопровода
Гребной вал валопровода
Зубчатое колесо редуктора
Шлицевый вал редуктора
Червячный вал
Другие рабочие чертежи деталей средней сложности.
Список рекомендуемой литературы
Мухамбетов Г.М. Технология ремонта машин и механизмов морской техники. КазАТК, Алма-Аты, 2007. с.292.
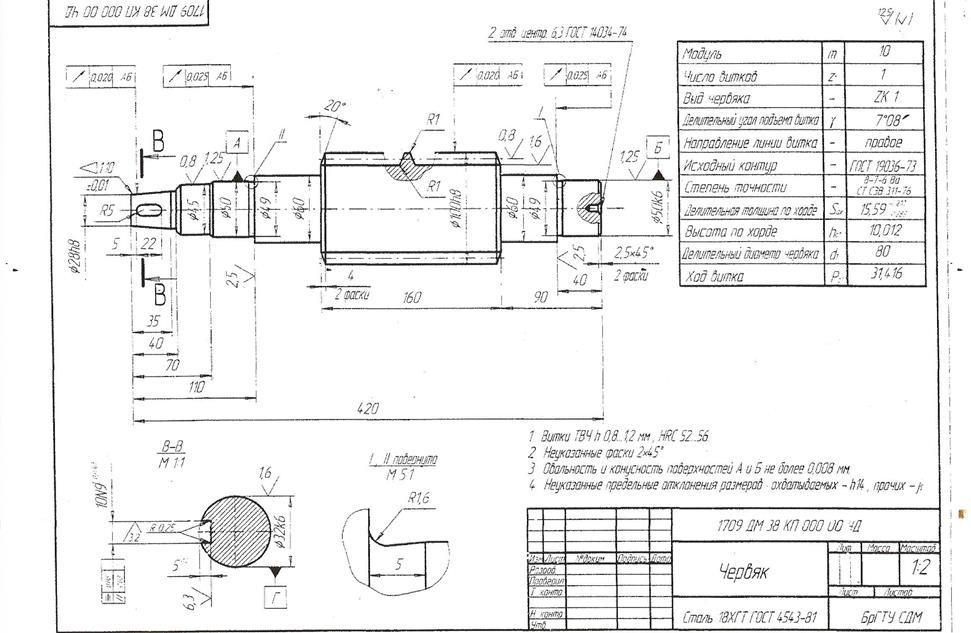
| Карта технических требований на дефектацию | |
| Наименование детали или сборочной единицы | Обозначение по чертежу | Количество на машину |
| Червяк | ||
| Материал | Твердость | Масса |
| Сталь 18ХГТ ГОСТ 4543-81 | HRC52…56 |
| № поз. | Возможные дефекты | Способ установления дефектов и контрольный инструмент | Размеры, мм | Заключение и рекомендуемый способ восстановления | ||
| Номи- нальный | Допус- тимый | Ремонт- ный | ||||
| Поломка Трещины Износ шпоночного паза 10N9 Износ, поломка зубьев червяка Износ шеек под подшипники Ø 50k6 (2 шт) Износ поверхности под шестерни Ø3k6 Изгиб червяка | Визуально Визуально, лупа х4 Штангенциркуль Штангензубомер Микрометр 25...50, 50... 75 Микрометр 25...5О Индикаторная стойка | 10,00 15,59 Ø 50 Ø 32 0,01 | 10,3 15,00 Ø 49,8 Ø31,8 0,02 | Браковать Металлизация Полная наплавка Полная наплавка Металлизация Металлизация Править |
Таблица 2.Технологическая карта ремонта червяка
| № оп | Наименование операции | Содержание операции | Оборудование | Инструменты и приспособления | Исполнитель, разряд | ||
| 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. | Моечная Дефектовочная Подготовка технолог. базы Правильная Металлизация Наплавочная Строгальная Зуборезная Токарная Шлифовальная Контрольная | Мойка всех поверхностей Контроль всех размеров Сверлить 2 центровочных отверстия Править до непрямолинейности 0,01 мм Наплавить трещины 2 шейки Ø50к6, шейку Ø32к6 Заварить трещины, полностью наплавить шпоночный паз 10N9 и зубья червяка Строгать паз 10N9 Фрезеровать зубья червяка т=10, Z=1 Точить 2 шейки под подшипники Ø50к6, шейку под шестерню Ø32k6 Шлифовать 2 шейки под подшипники Ø50к6, шейку под шестерню Ø32к6 Контроль восстановленных поверхностей | Моечная ванна Контрольный стол Токарный станок 16К20 Пресс Токарный станок 1М63 Токарный станок Строгальный станок Зуборезерная Токарный станок Шлифовальный станок Контрольный | Щетки, ветошь ШЦ-1, индикаторная стойка, штангензубомер, МК 25...50, 50...75, лупа х4 Сверло центровочное Индикаторная стойка Металлизатор станочный ЭМ-6 А-580, Электрод Нп-40 Резец строгальный Червячная фреза Резец токарный Шлифовальный круг ШЦ-1, Индикаторная стойка, штангензубомер,, микрометр МК 25...50, 50... 75 | Мойщик Дефектовщик 6 разряда Токарь 3 разряда Слесарь, 4 разряда Наплавщик 5 разряда Наплавщик 5 разряда Строгальщик Зуборезчик 6 разряда Токарь 5 разряда Шлифовальщик 4 разряда Контролер 5 разряда | ||
|
из
5.00
|
Обсуждение в статье: Последовательность выполнения операций |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы