 |
Главная |


Механические,физические, и технологические свойства материалов детали
|
из
5.00
|
Деталь изготавливается из легированной высококачественной стали 20ХН3А ГОСТ 4543-71. Механические свойства и химический состав стали 20ХН3А приведены в таблицах 1 и 2.
Таблица 2.1 – Механические свойства стали 20ХН3А
 , МПа , МПа
|  , МПа , МПа
|  , % , %
|  , Дж/см2 , Дж/см2
| HB |
Таблица 2.2 – Химический состав стали 20ХН3А
В процентах
| C | Cr | Ni | Mn | Si | P | S |
| 0,17 - 0,24 | 0,60 - 0,90 | 2,75 - 3,15 | 0,30 - 0,60 | 0,17 - 0,37 | 0,025 | 0,025 |
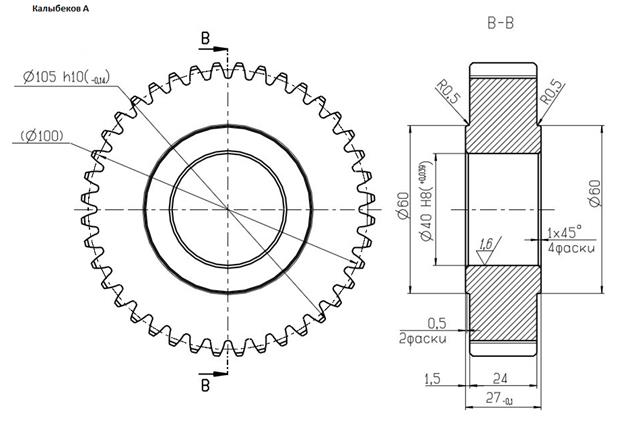
Шестерня относится к деталям типа тел вращения, имеет центральное отверстие. Деталь является достаточно жесткой в осевом и радиальном направлении, это означает, что при изготовлении детали могут быть использованы нормативные режимы резания без их уменьшения. Деталь имеет хорошие базовые поверхности: центральное отверстие, торцы и наружную цилиндрическую поверхность. Это обстоятельство позволяет использовать относительно несложные станочные приспособления на операциях механической обработки.
В соответствии с ГОСТ 14.201-73 рассчитываем количественные показатели технологичности.
Определяем средний квалитет точности изготовления поверхностей детали по формуле
 ,
,
где ITi – квалитет точности i-ой поверхности,
ni – количество поверхностей, имеющих квалитет точности ITi.
Для расчета среднего квалитета точности составляем таблицу 3.
Таблица 2.3 – Точность поверхностей детали
| Квалитет точности IT | ||||
| Количество поверхностей |

Рассчитываем коэффициент точности по формуле
Рассчитываем коэффициент шероховатости. Для его расчета составляем таблицу 4.
Таблица 2.4 – Шероховатость поверхностей детали
| Значение шероховатости Ra | 1,0 | 3,2 | 6,3 | 12,5 |
| Количество поверхностей |
Среднюю шероховатость определяем по формуле
 ,
,
где Rai – значение шероховатости i-ой поверхности,
ni – количество поверхностей, имеющих одинаковую шероховатость.
 мкм
мкм
Коэффициент шероховатости рассчитываем по формуле
Рассчитываем коэффициент использования материала по формуле
 ,
,
где mд – масса детали,
mз – масса заготовки.
Выбор заготовки.
Размеры и форма детали позволяют получить ее заготовку штамповкой на кривошипном горячештамповочном прессе (КГШП). Этот метод обеспечивает достаточно высокую точность размеров заготовки и необходимую производительность.
Определяем стандартные параметры точности заготовки по ГОСТ 7505-89.
Группа стали – М2.
Класс точности поковки – Т3.
Расчетная масса поковки
 ,
,
где kр – расчетный коэффициент.
 кг
кг
Размеры фигуры (цилиндра), описывающей поковку:
- диаметр
 мм
мм
- длина
 мм
мм
Масса фигуры, описывающей поковку

Отношение расчетной массы поковки к массе фигуры
mр : mф = 5,34 : 11,368 = 0,47
Степень сложности поковки – С2.
Конфигурация поверхности разъема штампа – П (плоская).
По группе стали, классу точности и степени сложности определяем исходный индекс поковки – 11.
Припуски и кузнечные напуски
Основные припуски на размеры, мм:
1,7 – диаметр 135 мм и чистота поверхности 6,3;
1,4 – диаметр 123 мм и чистота поверхности 12,5;
1,8 – диаметр 170 мм и чистота поверхности 6,3;
1,8 – толщина 55 мм и чистота поверхности 1,0;
1,2 – толщина 30 мм и чистота поверхности 12,5.
Дополнительные припуски, учитывающие:
смещение по поверхности разъема штампа – 0,3 мм;
отклонение от плоскостности – 0,4 мм.
Штамповочный уклон:
на наружной поверхности – не более 5° принимается 5°;
на внутренней поверхности – не более 7° принимается 7°.
Размеры поковки и их допускаемые отклонения
Размеры поковки, мм:
диаметр  принимается 139;
принимается 139;
диаметр  принимается 174,5;
принимается 174,5;
диаметр  принимается 126,5;
принимается 126,5;
толщина  принимается 33,5;
принимается 33,5;
толщина  принимается 59,5.
принимается 59,5.
Радиус закругления наружных углов – 3,6 мм.
Допускаемые отклонения размеров, мм:
диаметр  ;
;
диаметр  ;
;
диаметр  ;
;
толщина  ;
;
толщина  .
.
Допускаемая величина остаточного облоя 0,8 мм.
Допускаемое отклонение от плоскостности 0,8 мм.
Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки 1,0 мм.
Допускаемое смещение по поверхности разъема штампа 0,6 мм.
Допустимая величина высоты заусенца 3,0 мм.
Рассчитываем стоимость заготовки по формуле

где Сi – базовая стоимость 1 т заготовок;
Q – масса заготовки;
Кт – коэффициент, зависящий от класса точности;
Кс – коэффициент, зависящий от степени сложности;
Кв – коэффициент, зависящий от массы заготовки;
Кп – коэффициент, зависящий от объема выпуска заготовок;
Км – коэффициент, зависящий от марки материала;
q – масса детали;
Sотх – цена 1 т отходов.

|
из
5.00
|
Обсуждение в статье: Механические,физические, и технологические свойства материалов детали |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы