 |
Главная |


Программное управление процессами контактной сварки
|
из
5.00
|
В большинстве контактных машин с механизированным приводом применяют программное управление для автоматизации процесса сварки.
Примером машин с программным управлением процессом сварки могут служить серийные точечные машины с пневматическим приводом, снабженные четырехпозиционным тиристорным регулятором времени РЦС-403. В этих машинах при нажатии педальной кнопки автоматически по заданному циклу совершается определенная последовательность операций: сжатие, сварка, проковка, пауза. При нажатой педальной кнопке, после определенной выдержки времени (пауза для перемещения детали или электродов), цикл сварки повторяется в той же последовательности.
На рис. 8.4 представлена циклограмма такого процесса. Программируемыми параметрами здесь являются длительность перечисленных операций, закон изменения давления Р и сварочного тока Iсв.

Рис. 8.4. Циклограмма процесса точечной контактной сварки.

Рис. 8.5. Функциональная схема регулятора времени РЦС 403
В схеме последовательно включены четыре (1—4) элемента задержки Т-303, работающих по циклу «Сжатие», «Сварка», «Проковка», «Пауза». На операции «Сверка» возможно регулирование действующего значения сварочного тока с помощью фазовращателя 5, в котором также используется элемент Т-303. Последний обеспечивает появление выходного сигнала с задержкой на время Δt после подачи входного сигнала. Сигнал на выходе пропадает одновременно с исчезновением входного сигнала. Выдержку времени элемента можно регулировать с помощью переменного резистора К и конденсатора С, входящих в схему элемента Т-303. Для получения синхронного включения сварочного тока и блокировки в процессе работы регулятора в схеме используют триггеры T1—T4(элементы Т-102) и схемы совпадения И1—И3 (элементы Т-107, М-111). Выходными устройствами служат усилители У^ и Уд (элементы Т-404).
После включения регулятора в сеть триггеры Т1—Т4 занимают исходные положения. При этом на вход У1 не поступает напряжение, через клапан ЭПК не проходит ток, и электроды машины находятся в исходном положении. Импульсы с фазовращателя 5 через диод V3 и триггер T3 шунтируются на общий провод и на вход У1 не поступают. На выходе У2 нет импульсов включения тиристоров контактора. На вход элемента задержки 4 (операция «Пауза») поступает напряжение с выхода У2 триггера Т1, и по окончании операции «Пауза» - оно появляется и на выходе элемента 4, но дальше через разомкнутые контакты педали не подается. На входах элементов 1—3, реализующих задержку времени на операциях «Сжатие», «Сварка», «Проковка», напряжение отсутствует. При замыкании контактов S педали напряжение элемента 4 поступает через диод V2 на вход х2 триггера T1 и открывает его. При этом пропадает напряжение на входе и выходе элемента 4 и появляется напряжение на входе У1 и на входе элемента задержки 1, обеспечивающего выдержку времени на операцию «Сжатие». Электрод опускается. Через установленный промежуток времени на выходе элемента 1 появляется напряжение, которое поступает на схему совпадения И1. На схему И1 поступает также напряжение с триггеров Т4 и Т2. Триггер Т2 выдает напряжение с частотой 50 Гц, согласованное по фазе с напряжением питания сети. Со схемы И1 напряжение с частотой 50 Гц поступает на вход х2 триггера Т3. Триггер Т3 срабатывает, и напряжение с его выхода у2 поступает через схему И2 на вход элемента задержки 2, обеспечивающего выдержку времени на операцию «Сварка». Одновременно напряжение триггера Т3 закрывает диод V3, и на вход усилителя У2 с фазовращателя 5 начинают поступать импульсы. На выходе усилителя У2 формируются управляющие импульсы, открывающие тиристоры сварочного контактора. По окончании операции «Сварка» на выходе элемента задержки 2 появляется напряжение, которое через диод V5 поступает на вход триггера Т4. Триггер Т4 переходит в другое устойчивое положение и с его выхода поступает напряжение на схему И3 и на вход элемента задержки 3, обеспечивающего выполнение операции «Проковка». На схему И3 поступает также напряжение с триггера Т2 с частотой 50 Гц. Выходное напряжение схемы И3перебрасывает триггер Т3 в первоначальное состояние, и диод V3 снова шунтирует на общий провод импульсы, поступающие с фазовращателя 5. Ток сварки прекратится.
Далее, через промежуток времени, определяемый выдержкой времени на элементе 3 (операция «Проковка»), на его выходе появляется напряжение, которое через диод V1 поступает на вход x1 триггера T1 и переводит его в исходное состояние. При этом снимается напряжение на входе У1 и на входе элемента задержки 1 (операция «Сжатие»), электропневматический клапан (ЭПК) выключается; поднимаются электроды. На вход элемента задержки 4 (операция «Пауза») и вход триггера Т4 подается напряжение выхода y2 триггера T1, элементом задержки 4 отрабатывается операция «Пауза».
По окончании этой операции напряжение с выхода элемента 4 поступает через диод V2 на вход х2 триггера T1. При этом, если контакты педали S замкнуты, то цикл сварки повторяется.
11.Сравнительная оценка фотоэлектрических и электромагнитных датчиков.
12.Система автоматического регулирования тока дуги с воздействием на скорость подачи электродной проволоки.
13.Системы программного управления при сварке плавящимся электродом.
Системы программного управления при сварке плавящимся электродом
Программное управление сварочным циклом при сварке флюсом. Циклограмма работы автомата для сварки под флюсом показана на рис. 8.2, а.

Рис. 8.3. Циклограмма работы (а) и функциональная схема (б) системы управления циклом работы автомата для сварки под флюсом электродной проволокой.
Цикл начинается с операции «Возбуждение дуги». Для надежного возбуждения дуги применяют способ отрыва конца электродной проволоки от свариваемого изделия в момент включения сварочного напряжения на автомате источнике питания. Перед началом сварки конец электродной проволоки подводят к детали до получения с ней электрического контакта. При включении автомата появляется сварочное напряжение между свариваемым изделием и электродной проволокой и запускается двигатель механизма подачи, который начинает отводить конец электродной проволоки от детали, возбуждая дугу. По мере отвода конца электродной проволоки напряжение на дуге возрастает, и когда оно достигает определенной величины, двигатель реверсируется и начинает подавать электродную проволоку в зону дуги. Время этой операции на циклограмме обозначено t1.
После возбуждения дуги начинается операция «Сварка», во время которой в зону дуги подается электродная проволока и перемещается сварочная каретка. Длительность операции, обозначенная на циклограмме t2, зависит от длины шва и скорости сварки. После окончания операции «Сварка» происходит растяжка дуги, осуществляется она путем прекращения подачи электродной проволоки в зону дуги без выключения сварочного напряжения. Под действием напряжения дуга продолжает гореть, и конец электродной проволоки оплавляется, растягивая дугу до тех пор, пока она не оборвется. При обрыве дуги выключается сварочное напряжение. Время операции «Растяжка дуги» обозначено на циклограмме t3
На рис. 8.3, б представлена функциональная схема системы управления циклом сварки. При замыкании выключателя S через реле включения контактора РВК включается контактор источника питания КИП, подавая сварочное напряжение на электрод. В это же время с помощью системы управления электроприводом подачи проволоки СУЭП и устройства реверса двигателя УРД запускается двигатель подачи проволоки ДПП. Конец электродной проволоки отводится от детали, дуга возбуждается, и напряжение на ней (Уд начинает увеличиваться. Через схему совпадения И напряжение дуги подается на пороговое устройство ПУ, которое срабатывает при достижении напряжением заранее установленного значения. Сработав, пороговое устройство запускает через систему управления электроприводом каретки СУЭК двигатель перемещения каретки ДПК и с помощью устройства реверса УРД реверсирует ДПП. С этого момента начинается подача электродной проволоки в зону дуги и происходит сварка.
По окончании сварки элемент S выключают, и двигатель ДПП останавливается, прекращая подачу проволоки. Останавливается также и двигатель ДПК, так как пороговое устройство вернулось в исходное состояние из-за снятия сигнала со входа схемы И выключателем S. Контактор КИП продолжает оставаться включенным, потому что РВК снабжено устройством задержки на отпускание УЗО. Происходит растяжка дуги. По истечении времени t3, определяемого УЗО, реле РВК обесточивается, и контактор КИП отключает сварочное напряжение. На этом цикл работы заканчивается.
14.Системы саморегулирования длительности подогрева при стыковой сварке оплавлением.
15.Автоматизация процесса сварки плавящимся электродом.
Саморегулирование дуги с плавящимся электродом
Особенностью электрических дуг при сварке плавящимся электродом является присущее им свойство самовыравнивания энергетического состояния в условиях возмущающих воздействий. Это явление называется саморегулированием дуги (АРДС). Его использование позволило создать автоматы для дуговой сварки с постоянной скоростью подачи электродной проволоки без применения специальных регуляторов.
На рисунке 1 приведены ВАХ источника питания 1 и статическая характеристика дуги 2, равенство токов и напряжений имеет место в двух точках – А1 и А2.

Рисунок 1 – Внешняя характеристика источника питания (1) и вольтамперная характеристика дуги (2)
Для устойчивого горения дуги вольтамперная характеристика источника питания должна быть более крутопадающей, чем вольтамперная характеристика дуги.
2. Управление скоростью вращения электроприводов
В механизмах подачи электродной проволоки в сварочных полуавтоматах и автоматах и механизмах перемещений автоматов преимущественно применяются электродвигатели постоянного тока. Управлять скоростью двигателя можно тремя способами: изменением подводимого напряжения, потока, сопротивлением цепи якоря. Включение дополнительного сопротивления в цепь якоря приводит к получению падающей механической характеристики привода (с ростом нагрузки на валу скорость вращения двигателя падает), что неприемлемо в сварочных установках.Управление скоростью изменением величины магнитного потока также в сварочных установках практически не применяется, т. к. в этом случае скорость регулируется от номинальной и выше. В автоматах и полуавтоматах электроприводы по своему назначению делятся на два типа (рисунок 2, 3):
– для управления скоростями подачи электродной проволоки и перемещения сварочной каретки и их стабилизации;
– для управления напряжением дуги и его стабилизацией – зависимая подача.
УС – усилитель разности сигналов задания Uз и обратной связи Uос;
РН – регулятор напряжения для регулирования напряжения на якоре двигателя Uя; Д – электродвигатель подачи электродной проволоки; N – число оборотов двигателя; Р – редуктор; Vп – скорость подачи электродной проволоки
Рисунок 2 – Функциональная схема управления приводом независимой подачи электродной проволоки

ИП – источник питания; ДН – датчик напряжения на дуге
Рисунок 3 – Функциональная схема управления приводом зависимой подачи для регулирования и стабилизации напряжения на дуге
Из приведенных функциональных схем видно, что необходимый закон регулирования напряжения на якоре двигателя обеспечивается сигналом обратной связи ОС, снимаемой с входных зажимов якоря (в схеме с независимой подачей) и с дугового промежутка (в схеме с зависимой подачей). Этот сигнал сравнивается с сигналом задания в устройстве сравнения, а полученная разность через усилитель УС управляет регулятором напряжения РН на якоре двигателя Д.
Устройство сравнения в практических схемах представляет собой схему вычитания двух напряжений и часто реализуется на3 резисторах. После сравнения сигналов задания обратной связи требуется усиление разницы сигналов с большим коэффициентом усиления. На практике для этой цели применяются усилители постоянного тока. В более ранних разработках они реализовывались на транзисторах, а в последние годы используются интегральные усилители постоянного тока. Эти усилители, называемые операционными, практически не имеют недостатков, присущих усилителям на дискретных компонентах. Обладая высоким коэффициентом усиления, большим входным сопротивлением и имея два входа (прямой и инвертирующий), они объединяют в себе функции сравнения и усиления сигналов, а также функции коррекции управляющих воздействий. Последнее позволяет простыми средствами формировать требуемые законы регулирования, обеспечивая тем самым необходимые статические и динамические свойства электроприводов.
3.Автоматы с постоянной скоростью подачи электрода
При достаточных скоростях плавления электродной проволоки возможна удовлетворительная работа дугового автомата при постоянной скорости подачи электродной проволоки без применения каких-либо автоматических механизмов для регулирования процесса сварки. Оригинальная идея использования подобного автомата, требующего минимального ухода и обслуживания, принадлежит Институту электросварки им. Е.О. Патона. Институт разработал целую серию автоматов для сварки под флюсом токами до 3000 А.
Конструкции автоматов отличаются простотой: трехфазный асинхронный электродвигатель с постоянным числом оборотов через коробку передач приводит во вращение ролик, подающий электродную проволоку. Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регулируется скорость перемещения по шву у самоходных автоматов и сварочных тракторов.
Автоматы снабжены дополнительными устройствами: для правки электродной проволоки, поворота, наклона и точной установки автомата над швом, указателями и копирами, корректирующими положение конца электрода относительно оси шва. Автоматы с постоянной скоростью подают проволоку все время по направлению к изделию, зажигание дуги производится кратковременным пуском электродвигателя автомата в обратную сторону. После зажигания дуги электродвигатель автомата переключается на подачу электродной проволоки к изделию и вследствие саморегулирования сварочной дуги быстро устанавливается нормальная работа автомата. В конце сварного шва выключается механизм перемещения дуги и автомат, подающий электродную проволоку; сварочный ток не выключается, и дуга продолжает гореть до естественного обрыва вследствие ее удлинения. Таким образом заваривается конечный кратер.
Управляют автоматом обычно через установленный в удобном месте кнопочный пульт управления.
Автоматы с постоянной скоростью подачи электрода наиболее распространены вследствие простоты устройства и надежности в работе.
16.Системы программного управления процессом стыковой сварки.
Наиболее распространенное направление автоматизации процесса контактной стыковой сварки непрерывным оплавлением — программирование основных параметров режима. Практически управление процессом оплавления ограничено возможностями изменения по заданной программе вторичного напряжения или скорости перемещения плиты машины. Указанные параметры могут изменяться одновременно в функции времени или пути перемещения подвижной плиты. Программирование по перемещению наиболее целесообразно в тех случаях, когда необходимо выдерживать точно заданные размеры свариваемых изделий, например при производстве сварных колец из чистовых профилей. Возможные варианты построения СПУ показаны на рисунок. 6.13.

Рисунок. 6.13 – Классификация СПУ процессом оплавления
Эти программы перемещения целесообразно применять при сварке деталей с поперечным сечением до 1 000...1 500 мм2, когда для получения требуемой зоны разогрева не изменяется вторичное напряжение сварочного трансформатора, а оплавление происходит с большим запасом устойчивости.
Программу перемещения чаще всего задают с помощью кулачка и определяют его профилем и скоростью вращения. Этот способ задания программы наиболее прост, однако имеет существенные недостатки. При сварке деталей с неровными торцами необходимая зона нагрева образуется лишь в случае, когда программа изменения скорости включается в момент начала оплавления по всему сечению деталей (длительность оплавления косины не должна входить в общее время сварки). При использовании кулачка это требование не удается выполнить. Кроме того, с изменением начального зазора невозможно задать программу перемещения плиты машины сразу же с момента возбуждения оплавления, в результате чего фактическая скорость оплавления деталей не соответствует заданному режиму. Длительная эксплуатация профильных кулачков вызывает износ рабочей поверхности и изменение заданной программы перемещения. Если необходимо изменить по программе не только νп,но и U2, то применение кулачков еще больше осложняет наладку и эксплуатацию машины.
Более удобно использовать для программирования по перемещению различные коммутационные устройства. В машинах типа К617, К607, К340, К566, предназначенных для сварки кольцевых заготовок, поступательное движение подвижной станины через рейку и систему шестерен преобразуется во вращательное движение, которое передается на вал переключателя.
В машинах типа К355, К555, К190П для сварки рельсов и профильного проката программы изменения νп и U2 задаются с помощью реле времени, в качестве которых используют командные приборы типа КЭП-12У и МКП. Оба прибора позволяют задавать длительность операций при включении и выключении электрических цепей общим числом до 12. Применение этих устройств облегчает настройку машины при сварке различных деталей.
Для стыковых рельсосварочных машин в ИЭС им. Е.О. Патона разработана цифровая СУ. В ней режимы сварки вводят в память устройства управления посредством кнопочных переключателей — коммутаторов в зависимости от типоразмера свариваемых рельсов. Дискретность считывания программы составляет 0,1 с.
В некоторых стыковых машинах с гидравлическим приводом (типа МСГА-500 и др.) программу скорости оплавления задают, изменяя проходное сечение гидравлического дросселя в контуре управления приводом подвижной плиты. Существенный недостаток такого программирования — вследствие изменения температуры жидкости изменяется ее вязкость, а из-за всевозможных утечек давление в гидросистеме не остается постоянным, поэтому воспроизведение заданной программы происходит с большими погрешностями.
Более точно воспроизводить заданную программу скорости могут машины, снабженные следящим гидроприводом, т.е. гидроприводом с ОС по перемещению. Схема следящего гидропривода, используемого в стыковых машинах типа К190П, К355 и др., приведена на рисунок. 6.14. Обратная связь в приводе осуществляется золотником, в корпусе 6 которого выполнены пять цилиндрических выточек, соединяющихся штуцерами с гидросистемой машины. Центральная выточка соединена с линией нагнетания, две крайние — со сливной линией. Выточка Б соединена с правой полостью гидроцилиндра 4перемещения подвижной станины (плиты) 3, выточка А — с левой полостью. В нейтральном положении шток 5 рабочими поясками перекрывает выточки А и Б, поэтому доступ масла в полости гидроцилиндра перемещения перекрыт и подвижная станина машины находится в покое.

1 — червячный редуктор; 2 — неподвижная станина; 3 — подвижная станина; 4 — гидроцилиндр; 5 — шток; 6 — корпус золотника; А, Б — выточки
Рисунок. 6.14 – Схема следящего гидропривода
Масло подается в полости гидроцилиндра подвижной станины только при смещении штока вправо или влево от нейтрального положения. В стыковых рельсосварочных машинах шток золотника перемещается с помощью винта редуктора, установленного на неподвижной станине 2. Одноступенчатый червячный редуктор 1 приводится во вращение управляющим двигателем малой мощности (30/70 Вт). Шток золотника копирует перемещения винта, при этом при смещении штока влево от нейтрального положения открывается доступ масла в левую полость гидроцилиндра, а правая соединяется со сливом. В этом случае подвижная станина, а вместе с ней и корпус золотника начнут двигаться влево. Если приостановить движение штока золотника влево (выключить двигатель), то корпус золотника будет перемещаться влево до тех пор, пока пояски штока не перекроют выточки А и Б, доступ масла в полость гидроцилиндра и перемещения станины прекратятся. При этом станина пройдет расстояние, на которое был сдвинут шток от нейтрального положения. При непрерывном движении штока золотника станина машины и установленный в ней корпус золотника непрерывно движутся вслед за штоком, отслеживая все его перемещения. Поэтому изменения вязкости масла или просачивание его из одной полости гидроцилиндра в другую практически не сказывается на точности слежения. Скорость движения станины задается скоростью вращения управляющего электродвигателя.

Гидроприводы, используемые в машинах конструкции ИЭС им. Е.О. Патона, обладают достаточно высокими динамическими свойствами. Так, реверсирование подвижной станины машины К.190П, движущейся со скоростью 0,25 мм/с, осуществляется через 0,1 с после подачи сигнала на реверс, тогда как на машине с электромеханическим приводом — через 1 с.
Несмотря на непрерывное совершенствование способов и аппаратуры для задания программы, применение разомкнутых СПУ не обеспечивает гарантированного качества сварных соединений при действии на процесс различных возмущений. В таких системах управляющее воздействие не зависит от непрерывно изменяющихся в процессе производства условий сварки. Лучшие результаты дает применение СПУ с корректирующими обратными связями по параметрам сварочного процесса (напряжению, току, пульсациям тока). Корректоры скорости оплавления с ОС по напряжению применяют в стыковых машинах типа МС-2001, ЦСТ-200М и др. В качестве чувствительного элемента в системе используют реле напряжения, подключенное к зажимным губкам машины. При устойчивом оплавлении действующее значение напряжения на свариваемых деталях мало отличается от напряжения холостого хода сварочного трансформатора, и реле остается включенным. При коротком замыкании напряжение резко падает и становится недостаточным для удержания сердечника реле, которое переключает приводной двигатель на реверс. Коррекция скорости по напряжению не предотвращает перехода оплавления в режим короткого замыкания, а только ограничивает его продолжительность.
17.Самонастраивающаяся система регулирования при стыковой сварке оплавлением.
18.Применение роботов при сварке.
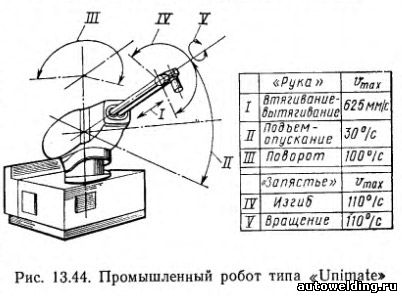
В сварочном производстве за рубежом наибольшее применение получили роботы, перемещающие клещи контактной сварки. Для выполнения таких операций используют механизмы с пятью (и более) степенями подвижности и относительно простую позиционную систему управления, задающую только координаты точек, где требуется осуществить сварку. Характерным примером оборудования такого назначения является робот типа «Unimate», выпускаемый в США и в других странах. Внешний вид робота с таблицей степеней подвижности, направлений отдельных перемещений и скоростей движения показан на рис. 13.44, а схема основных исполнительных механизмов — на рис. 13.45. Вал 3 вращает поперечину 1 вокруг вертикальной оси с помощью гидроцилиндров 6 и пары рейка — шестерня 2, 4. Поворот поперечины вокруг горизонтальной оси задается гидроцилиндром 5, закрепленным на валу 3. Поступательное перемещение «руки» осуществляет гидро-цилиндр 8. Наклон «кисти» 7 относительно оси 10 и вращение площадки 11 для крепления инструмента вокруг оси 12 обеспечиваются системой гидроцилиндров и зубчатых колес, расположенных в «кисти» и в цилиндрических штоках 9.
Работе предшествует «обучение» робота. Для этого опытный рабочий на первом узле последовательно перемещает инструмент от одного рабочего положения к другому, вводя координаты каждой из этих точек в запоминающее устройство нажатием кнопки «Память». Если на пути между соседними свариваемыми точками оказывается препятствие, например элементы зажимного приспособления, то в память робота вводят кородинаты дополнительных точек, определяющих траекторию движения инструмента в обход препятствия, Выполнение программы начинается после того, как собираемый или свариваемый узел займет требуемое исходное положение и сигнал об этом поступит в запоминающее устройство. По каждой степени подвижности перемещение задается гидроцилиндром с управляющим сервоклапаном. Каждый гидроцилиндр имеет детектор положения, связанный с запоминающим устройством. Орган сравнения, в который поступают сигналы команд и сигналы детекторов положения, по значению их разности управляет перемещением штоков гидроцилиндров, пока рабочий орган не займет положения, заданного программой. Затем дается сигнал на включение инструмента. Окончание сварочной операции служит, в свою очередь, сигналом для дальнейшего движения инструмента к месту выполнения следующей операции. Существенным достоинством робота является возможность быстрой смены программ, хранящихся в памяти машины. В зависимости от характера выполняемой операции на руке робота могут быть закреплены клещи для контактной сварки, сварочная головка для дуговой сварки, захватное устройство. При контактной точечной сварке робот быстро перемещает значительную массу сварочных клещей от одной точки к Другой; при этом возникают большие инерционные нагрузки. Напротив, условия работы промышленного робота при дуговой сварке облегчаются сравнительно малой массой сварочной головки (3—5 кг) и плавным режимом движения со скоростью 3—50 мм/с. С другой стороны, используемая при контактной сварке относительно простая позиционная система управления не может обеспечить перемещение инструмента по непрерывной траектории с заданной скоростью движения, т. е. оказывается непригодной для выполнения таких технологических операций, как тепловая резка, дуговая сварка и т. д. Несмотря на кажущуюся простоту, движения сварщика представляют собой сложный комплекс пространственных перемещений, зависящих как от конфигурации свариваемых деталей, так и от технологических особенностей процесса сварки. Операции такого рода требуют использования более сложной многопозиционной или контурной системы управления, позволяющей непрерывно управлять как перемещением, так и его производными по времени.


Примером робота такого типа может служить робот ASEA (рис. 13.46). Использование электропривода в сочетании с жесткой механической конструкцией обеспечивает малую погрешность позиционирования (±0,2 мм). Система управления позволяет программировать кривые траектории движения при различных скоростях. При этом кривая разбивается на ряд прямолинейных участков, число которых выбирают, исходя из требуемой точности. В процессе программирования исполнительный орган вручную последовательно устанавливают в требуемые положения и нажатием кнопки на панели управления координаты фиксируются в памяти машины. Затем в промежутках между зарегистрированными позициями вводят такие параметры, как скорость движения, ускорение, продолжительность остановки, а также параметры сварочного процесса. При использовании таких роботов в серийном и мелкосерийном производстве для позиционирования деталей целесообразно использовать два манипулятора или поворотный стол 2 с двумя приспособлениями для сборки. В то время как робот 1 занят сваркой изделия на одной позиции, оператор имеет возможность подготовить к сварке узел на другой позиции.
При дуговой сварке в ряде случаев целесообразно разделять функции между механизмами перемещения сварочной головки и манипулятором, служащим для перемещения свариваемого изделия. При этом оба устройства работают совместно по единой программе. Такой прием позволяет не только упростить кинематику « уменьшить число степеней подвижности самого робота, но и снизить требования к системе управления. Схема подобного устройства показана па рис. 13.47. Простая схема робота портального типа обеспечивает программируемое перемещение сварочной головки 1 по трем взаимно перпендикулярным направлениям х—х, у—у, z—z и установочное вращение и наклон ее относительно вертикальной оси. Манипулятор 2, на столике которого закрепляется деталь, позволяет устанавливать ее или вращать по программе относительно осей а—а и b—b.

Надо иметь и виду, что робот может обеспечить стабильно высокое качество выполнения соединений только при отсутствии существенных отклонений размеров и формы свариваемых элементов. Поскольку такие отклонения все же неизбежны, то наличие жесткой программы является существенным недостатком роботов первого поколения. Предполагается, что роботы второго поколения будут оборудованы системами обратной связи, с помощью которых рабочая программа будет автоматически корректироваться при изменении положения изделия или его отдельных элементов. Кроме того, широкому внедрению роботов в сварочное производство будет способствовать решение ряда специфических сварочных задач. Однако создание роботов второго поколения вряд ли вытеснит роботов первого поколения, более дешевых и простых.
Возможности использования промышленных роботов в сварочном производстве не исчерпываются операциями контактной и дуговой сварки. Не менее важно использовать их для загрузки и разгрузки автоматически действующих установок, а также при сборке. В этом случае на «руке» робота устанавливают захватное устройство. С помощью этого устройства робот захватывает детали из положения, заданного при базировании, исключая смещение их в процессе транспортирования, ориентирует и подает детали на сборку, освобождая их после установки в требуемое положение.
19.Особенности объекта регулирования при дуговой сварке плавящимся электродом.
|
из
5.00
|
Обсуждение в статье: Программное управление процессами контактной сварки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы