 |
Главная |


Оборудование рулевой машины. Гидравлическая схема
|
из
5.00
|
КУРСОВОЙ ПРОЕКТ
по дисциплине «Судовые вспомогательные механизмы»
Расчет судового гидравлического рулевого механизма
Выполнил: ст. группы 3217 Фоменко Р. Ю.
Руководитель: Свиридов В. И.
Содержание:
Задание. ...............................................................................................................3
1. Рулевая машина...............................................................................................4
1.1 Назначение и классификация, требования Регистра.................................4
1.2 Ремонт............................................................................................................5
1.3 Оборудование рулевой машины, гидравлическая схема ........................11
1.4 Определение рабочих параметров, построение характеристик
рулевой машины.................................................................................................14
1.5 Указания по эксплуатации рулевой машины............................................23
Список используемой литературы.
Задание
Рулевая машина
Исходные данные для расчетов
| № вар. | Дедвейт судна, DW, т | Мощность ГД Ne, кВт | Длина судна L, м | Осадка судна T, м | Диаметр ГВ D, м | Скорость судна V,уз |
| 147,8 | 9,66 | 5,5 |
Относительное удлинение руля l=2.0
Рулевая машина
Назначение и классификация, требования Регистра
Рулевая машина предназначена для перекладки пера руля с требуемой скоростью на заданный угол от диаметральной плоскости или удерживания его в нужном положении. Рулевые машины подразделяют:
по виду используемой энергии — ручные, паровые, электрические, гидравлические, комбинации этих типов (электроручные, ручные, гидравлические, электрогидравлические);
по конструкции рулевого привода — с приводом штуртросовым, цепным, валиковым, зубчатым (секторным), винтовым, гидравлическим, электрическим;
по типу и конструкции насоса — с насосами переменной или постоянной подачи;
по способу управления — с простой или следящей системой управления (каждому углу поворота задающего органа соответствует угол поворота руля).
Кроме того, существуют другие особенности в устройстве рулевых машин. В соответствии с Правилами Регистра требования к рулевым машинам сводятся к следующему:
мощность главного рулевого привода должна обеспечивать перекладку руля (поворотной насадки) с 35° одного борта до 30° другого борта за 28 с при действии расчетного момента рулевого привода на руль;
мощность вспомогательных приводов — с 15° одного борта до 15° другого борта не более чем за 60 с при скорости переднего хода судна, равной половине максимальной, но не менее 7 уз при полной осадке судна;
двигатели рулевых приводов должны допускать перегрузку по моменту не менее 1,5 расчетного в течение 1 мин;
ручные рулевые приводы должны быть самотормозящимися или иметь стопорные устройства, а также защиту от перегрузки деталей и узлов при возникновении на баллере момента, равного 1,5 соответствующего расчетного крутящего момента;
насосы гидравлических рулевых машин должны иметь защитные устройства против вращения отключенного насоса в обратном направлении;
электрический привод машин должен обеспечивать непрерывную перекладку руля с борта на борт в течение 30 мин для каждого агрегата при максимальной скорости переднего хода; судна и полном погружении пера руля; непрерывную работу в течение 1 ч при наибольшей эксплуатационной скорости перед-; него хода и перекладке руля на угол, обеспечивающий 350 перекладок в час; возможность стоянки электродвигателя под током в течение 1 мин; надлежащую прочность при усилиях, возникающих при максимальной скорости заднего хода судна.
Требованиями Регистра предусматривается также проверка деталей главного и вспомогательного рулевых приводов на прочность, комплектация их запасными частями и т. д.
Ремонт
Ремонт и испытания рулевых машин выполняют под надзором Регистра. Рассмотрим дефекты в составных узлах электрогидравлических рулевых машин.
Привод баллера. Трещины в цилиндрах приводов ликвидируют по технологии, согласованной с Регистром, затем проводят гидравлическое испытание давлением 19 МПа в течение 10 мин.
Ослабление посадки втулки в цилиндре, риски, задиры, коррозионные разрушения на поверхности отверстий под втулку устраняют зачисткой, растачиванием или втулку заменяют. Раковины и коррозионные разрушения на необработанных поверхностях при глубине разрушений до 10% номинальной толщины стенки устраняют зачисткой, при глубине более 10% — заваркой.
В плунжере цилиндра привода риски, задиры, забоины, коррозионные разрушения на рабочих поверхностях, овальность и конусообразность более 0,1 мм зачищают, обтачивают, шлифуют или заменяют втулку. Рабочие поверхности обрабатывают при собранных попарно плунжерах. Допустимые овальность и кону- сообразность при обтачивании или шлифовании не более 0,06 мм. При наличии трещины плунжер подлежит замене. Ослабление посадки втулки в головке плунжера устраняют зачисткой, растачиванием или втулку заменяют (поверхность под втулку растачивают при собранных попарно плунжерах).
В ползуне деформацию, коррозионное разрушение поверхности, сопрягаемой с плунжером и накладкой, зачищают либо фрезеруют. Непараллельность плоскостей после ремонта не должна превышать 0,05 мм по длине детали. При обнаружении трещин ползун заменяют.
В румпеле и шарнире риски, задиры, коррозионные разрушения на поверхности шеек, овальность и конусообразность (шеек румпеля более 0,2 мм и шеек шарнира более 0,1 мм) устраняют зачисткой (при глубине отдельных рисок и задиров не более 0,3 мм), шлифованием или втулку заменяют. При наличии трещины в румпеле его заменяют. Износ шейки устраняют наплавкой либо осталиванием (по технологии, согласованной с Регистром СССР) с последующей обработкой. Толщина слоя покрытия при осталивании должна быть не более 3 мм, а биение шеек — 0,06 мм. Ослабление посадки румпеля на баллере устраняют зачисткой или растачиванием, наплавкой и обтачиванием баллера, наплавкой и растачиванием румпеля.
К отремонтированному приводу баллера в соответствии с техническими условиями на ремонт предъявляют требования: цилиндры должны быть собраны с направляющими балками при предварительно заведенных в цилиндры плунжерах; щуп толщиной 0,05 мм в разъемах соединений плунжеров, цилиндров с направляющими балками и цилиндров с траверсой проходить не должен; смещение по вертикали осей противолежащих цилиндров не должно превышать 0,1 мм; предельный угол поворота румпеля при плунжерах, упирающихся в днища цилиндров, должен быть около 38°.
Собранный привод испытывают гидравлическим давлением 17 МПа в течение 10 мин. В качестве рабочей жидкости для испытания используют фильтрованное турбинное масло при температуре
20—40° С.
Насос переменной подачи. Корпус насоса с трещиной заменяют или ремонтируют по технологии, согласованной с Регистром СССР. После ремонта корпус испытывают наливом в него керосина.
Риски, задиры, коррозионные разрушения на горизонтальных направляющих поверхностях передней и задней крышек зачищают, шабрят или шлифуют, накладки заменяют (точность шабрения — не менее 8 пятен на квадрат размером 25x25). Непараллельность направляющих поверхностей между собой должна быть не более 0,03 мм на длине 250 мм и не более 0,02 мм на ширине 44 мм. Ослабление посадки подшипника устраняют растачиванием и запрессовкой втулки, окончательно растачивают ее после запрессовки.
Крышки с трещинами заменяют или ремонтируют по технологии, согласованной с Регистром СССР. Нарушение герметичности задней крышки в ее конусном. соединении с цапфой устраняют притиркой по конусу цапфы. Кольцевое прилегание поверхностей конусов по обеим сторонам каналов и вдоль всего периметра шпоночного лаза должно быть сплошное, а притертые поверхности должны быть равномерно матовыми, без рисок и задиров. Конусное соединение крышки с цапфой при обжатом соединении испытывают гидравлическим давлением 17 МПа фильтрованным турбинным маслом.
Трещины в бугеле устраняют по технологии, согласованной с Регистром, или бугель заменяют. При ослаблении посадки применяют осталивание с последующей обработкой, растачиванием и запрессовкой втулки. Посадочные поверхности под подшипники обрабатывают после запрессовки втулки при собранном бугеле; изношенные накладки заменяют.
Крышку барабана с трещиной заменяют или ремонтируют по: установленной технологии; при наличии трещин или износа рабо-і чей поверхности обода барабана он подлежит замене. При ослаблении посадки подшипник осталивают или хромируют с последующим шлифованием. Наработки, риски, задиры на рабочей поверхности обода барабана зачищают, шлифуют либо поверхность растачивают. Овальность и конусообразность рабочей поверхности допускаются не более 0,05 мм.
У ротора насоса риски, натиры, износ поверхностей цилиндров устраняют растачиванием цилиндров с последующей притиркой или заменяют поршень. Овальность и конусообразность цилиндров допускаются не более 0,015 мм. Аналогичные дефекты на поверхности, сопрягаемой с цапфой, зачищают, а при износе этой поверхности — растачивают и запрессовывают втулку. В случае ослабления посадки подшипников втулку растачивают и запрессовывают с последующей обработкой; окончательно растачивают ее после запрессовки и стопорения.
Поршни и ползуны с трещинами подлежат замене. При выкрашивании или износе баббитовой заливки ползуны перезаливают и обрабатывают, затем проводят ультразвуковую дефектоскопию. Ползун должен быть пришабрен по ободу барабана. Риски, задиры на поверхности баббитовой заливки устраняют шабрением.
Риски и натиры на цапфе устраняют зачисткой или шлифованием, а износ рабочей поверхности — осталиванием с последующей обработкой. Ослабление посадки подшипников устраняют осталиванием или хромированием, затем шлифуют.
При наличии трещин и скручивания соединительный вал заменяют. Ослабление посадки ступицы подшипников и полумуфты устраняют осталиванием (при толщине покрытия не более 3 мм) или хромированием (при толщине покрытия не более 0,3 мм) с последующим шлифованием. Смятие шпоночных пазов на торце вала исправляют калиброванием.
Наработки и риски на зубьях венца шестерни зачищают и опиливают. Зацепление зубьев шестерен проверяют на краску: пятно контакта должно быть по высоте зуба не менее 60%, а по длине — не менее 50%; боковой зазор в зацеплении не должен быть более 0,8 мм. Шестерню с трещинами, поломанными зубьями, ослабленной посадкой ступицы заменяют.
К отремонтированному насосу предъявляют требования: все крепежные детали движущихся частей или находящиеся в недоступных для наблюдения местах должны быть надежно застопорены;
необходим максимальный эксцентриситет ротора в обе стороны от среднего положения, его среднее положение должно быть зафиксировано регулированием установочной длины пружины;
стрелка указателя эксцентриситета ротора должна находиться в нулевом положении при эксцентриситете, равном нулю;
приводные шестеренные насосы должны быть прицентрова- ны к насосу с обеспечением контакта в зацеплении привода не менее 60% по высоте зуба и 50% — по длине;
при центровке насоса и электродвигателя следует выдерживать необходимые допуски;
собранный насос должен быть проверен на легкость вращения путем проворачивания вручную за муфту.
При ослаблении посадки полумуфты на соединительном валу необходимы зачистка либо растачивание отверстия, осталивание либо хромирование шейки соединительного вала с последующим шлифованием; в случае ослабления посадки полумуфты на валу электродвигателя она подлежит замене.
Гидроусилитель. Риски, задиры на рабочей поверхностицилиндра устраняют зачисткой, износ — растачиванием или заменяют кольца. После растачивания цилиндр испытывают гидравлическим давлением 1,6 МПа в течение 10 мин.
Плунжер с трещиной заменяют. При износе направляющие плунжера обтачивают или заменяют втулки (биение поверхности направляющих относительно рабочей поверхности плунжера должно быть не более 0,02 мм).
Биение втулки золотника гидроусилителя относительно штока золотника в сборе должно быть не более 0,02 мм. В собранном гидроусилителе золотник должен плавно перемещаться при небольшом усилии на шток. Гидроусилитель в сборе испытывают давлением 1,25 МПа в течение 5 мин.
Разборка рулевых машин. При ремонте машину разбирают в объеме, достаточном для устранения повреждений. При разборке следует: слить масло из цилиндров привода, насосов, резервных цистерн, баков, трубопроводов; снять контрольно-измерительные приборы; разобрать трубопроводы; снять насосные агрегаты; разъединить болтовые соединения плунжеров привода; отдать нажимные фланцы сальников цилиндров и сдвинуть плунжеры в направлении дна цилиндров, после чего снять румпель вместе с шарнирами; для выемки плунжеров привода снять направляющие балки и вынуть болты крепления цилиндров к фундаменту.
Разборку (сборку) насосов переменной подачи необходимо выполнять под руководством высококвалифицированных специалистов в последовательности, приведенной в п. 9.
Сборку отдельных узлов машины, а также ее общую сборку осуществляют в порядке, обратном разборке. После монтажа машины заполняют маслом насосы переменной подачи и пополнительные баки, цилиндры привода к баллеру и трубопроводы, резервные цистерны согласно инструкции завода-изготовителя.
Оборудование рулевой машины. Гидравлическая схема
В качестве прототипа принимается ГРМ с плунжерным рулевым приводом.
Число пар цилиндров рулевого привода (Кц), тип насосов и гидравлическая схема принимается в зависимости от величины крутящего момента на баллере (Мкр). При величине Мкр < 100кНм, Кц=1, при величине Мкр > 100кНм, Кц=2. Для машины с величиной Мкр < 40кНм принимается насос постоянной подачи и гидравлическая схема, изображенная на стр.212, рис.141 [2]. Для машины с величиной Мкр > 40кНм принимается насос с регулируемой подачей и гидравлическая схем, изображенная на стр.214, рис.142 [2]. На современных судах широкое применение получили гидравлические рулевые машины. Эти машины по массе, габаритам, высокой точности судовождения определили все известные конструкции рулевых машин. Рассчитываемая РМ машина изготовлена с четырех-плунжерным приводом, т.к. Мкр > 100кНм. Такие гидравлические машины обслуживаются при давлении рабочей жидкости не выше 25 МПа.
ГРМ состоит из следующих основных узлов:
§ гидравлического рулевого привода – силового устройства,
поворачивающего баллер руля;
§ насосного агрегата (насос-двигатель), предназначенного для питания
§ ГРМ рабочей жидкостью;
§ системы управления насосами переменной подачи;
§ системы трубопроводов питания;
§ предохранительных клапанов;
§ компенсаторов динамических нагрузок;
§ ограничителей мощности и прочих элементов.
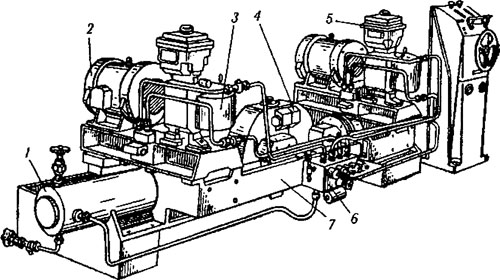
Основными элементами гидравлической схемы изображенной на чертеже, являются: плунжерный привод с цилиндрами Ц1-Ц4, главные насосы 3 регулируемой подачи с электродвигателем 4, следящие гидроусилители (1,2), блок клапанов 7, вспомогательные насосы постоянной подачи, аварийный насос регулируемой подачи 31, пополнительные боки 23, 34 и резервуарная цистерна 36, а так же различная предохранительная и регулирующая, и запорная гидравлическая аппаратура.
Гидравлическими узлами схемы являются: силовой контур (обозначен жирными линиями), состоящий из плунжерного привода, главных насосов 3 и блоков клапанов 6 и 7; контуры управления главными насосами, состоящие из вспомогательных насосов 5, приводимых в действие электродвигателями главных насосов, золотников 1 и цилиндров 2; система подпитки силового контура от насоса 25 и контур аварийного насоса 31. В основном режиме, гидравлическая схема работает следующим образом.
Сигнал на перекладку руля поступает от электрической системы управления на правый (или левый) исполнительный механизм ИМ, выходной валик которого соединен с золотником 1. При перемещении золотника из нулевого положения, например вправо, рабочая жидкость сливается из правой полости цилиндра гидроусилителя в пополнительный бак 23, а дифференциальный поршень цилиндра 2 под давлением 0,8-1,5 МПа (регулируется редукционным клапаном 24) в левой полости цилиндра перемещается вправо до перекрытия рабочих клапанов золотника (т.е. на расстояние хода золотника), задавая эксцентриситет правого главного насоса 3.
Рабочая жидкость силового контура от насоса 3 через клапаны 8, 13 и 15 подается в цилиндры Ц1 и Ц4, руль при этом перекладывается по часовой стрелке. Поворот руля происходит до тех пор, пока обратные связи Сn и Ca не возвратят золотник 1 в среднее положение. Это же положение займут вместе с золотником поршень 2 и регулируемый орган насоса 3. Для возвращения руля в нулевое положение новый электрический сигнал того же значения, но противоположный по знаку. При этом золотник перемещается влево, и рабочая жидкость контура управления поступает в правую полость цилиндра.
Дифференциальный поршень перемещается влево, создавая эксцентриситет насоса 3 через клапаны 9, 14, 16 в цилиндры Ц3 и Ц2, поворачивая руль против часовой стрелки. Клапана 17 –20 являются байпасными и при нормальной работе ГРМ должны быть закрыты, а клапаны 8 – 11 всегда открыты. При работе одним главным насосом второй, во избежание вращения в режиме гидродвигателя, отсекают от силового контура гидрозамком или затормаживают храповиком, размещенным на валу соединения с электродвигателем 4. На схеме показан гидрозамок 32 аварийного насоса. Для компенсации внешних утечек из силового контура имеется система подпитки, состоящая из вспомогательного насоса 25, фильтра 26 и гидравлической магистрали с клапанами: предохранительными 27, редукционным (0,2 – 0,3 МПа) 28, запорными 29 и обратным 30. В соответствии с требованием Регистра и международной конвенции по охране жизни на море “СОЛАС” – рулевая машина должна обеспечивать: перекладку полностью погруженного руля на полном ходу судна с борта 35[ДИ1] ° на борт 30° за 28 секунд, и поворота из диаметральной плоскости на левый и правый борт на 35°. На нефтеналивных, газовозах, химовозах валовой вместимостью более
100 тонн РМ должна быть сдвоена. На остальных судах рулевая машина может иметь одну пару цилиндров. На пассажирских судах РМ должна: каждый из приводов в отдельности должен отвечать по части времени и угла поворота руля. Если помещение РМ расположено полностью или частично ниже самой высшей грузовой ватерлинии, на судне ставится аварийный рулевой привод, который должен обеспечивать перекладку руля при скорости судна на передний ход около 4-х узлов.
|
из
5.00
|
Обсуждение в статье: Оборудование рулевой машины. Гидравлическая схема |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы