 |
Главная |


Понятие о процессе резания
|
из
5.00
|
Работа резца. Резание металлов осуществляется инструментами, имеющими, как правило, форму клина. Это объясняется способностью клина создавать выигрыш в силе, необходимой для проникновения инструмента в обрабатываемый материал. Причем этот выигрыш возрастает по мере уменьшения угла заострения клина β (рис 5, а) .
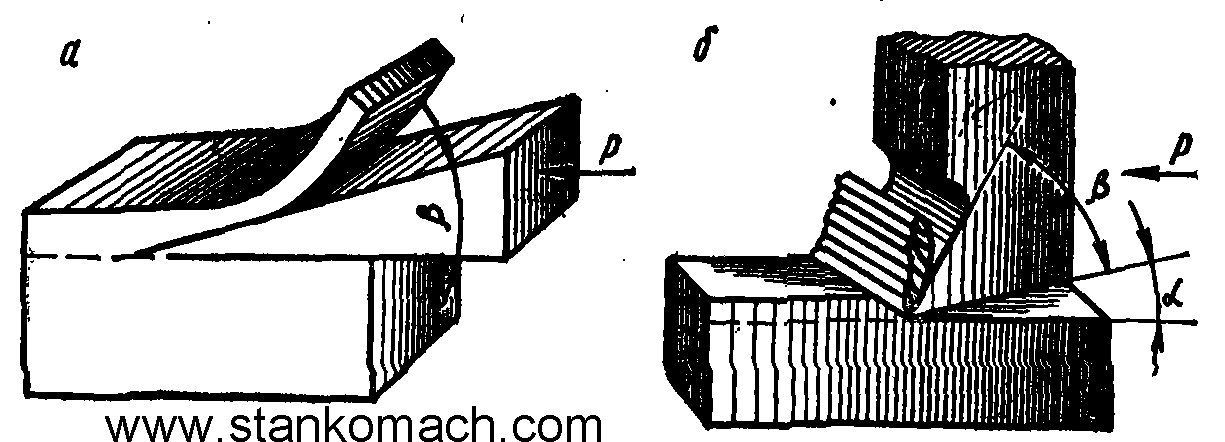
Рис 5. Схемы действий клина (а) и резца (б)
Однако режущая кромка более острого клина менее прочна. Учитывая это, для обработки более твердых материалов необходимо применять клин с несколько большим углом I , а для относительно мягких - клин с меньшим углом заострения.
При резании приходится преодолевать не только силы сцепления частиц металла, но также силы внешнего трения, возникающие в местах контакта клина с обрабатываемым материалом. Силы трения можно уменьшить за счет расположения одной из поверхностей резца под некоторым углом а к обработанной поверхности детали (рис5, б), что учитывается при создании его геометрической формы.
Работу резца при резании можно представить в виде следующего процесса. Внедряясь в обрабатываемый материал, резец сжимает срезаемый слой. При этом небольшой участок этого слоя, наиболее близко расположенный к резцу, деформируется. По мере сдавливания частицы деформируемого участка относительно сдвигаются до тех пор, пока внешняя сила Р не превзойдет силы их сцепления и не наступит скалывания элемента стружки, после чего повторяется аналогичный процесс.
Таким образом, образование металлической стружки можно представить в виде процесса последовательного скалывания ее элементов.
Виды стружки. В зависимости от условий резания металлическая стружка может приобретать различные виды: сливной, скалывания, надлома (рис 6).
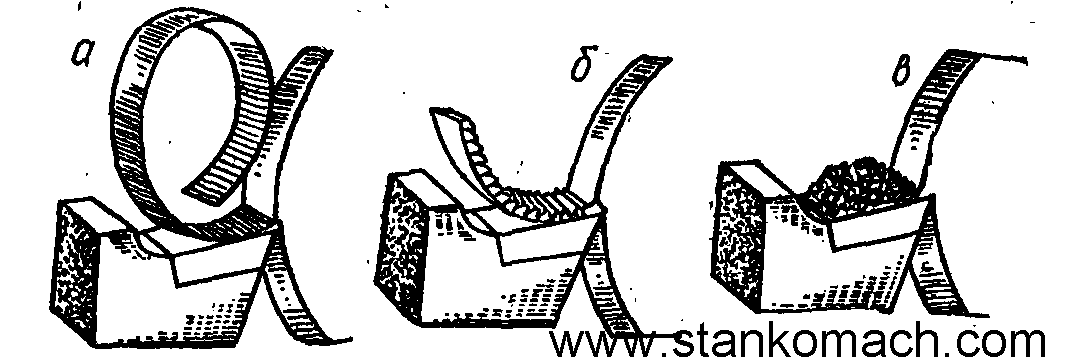
Рис 6. Виды стружки
а - сливная; б -скалывания; в – надлома
Сливная стружка образуется при резании с большой скоростью относительно мягких пластичных металлов. Элементы такой стружки не успевают полностью отделиться и сходят в виде прямой или завитой в спираль ленты с гладкой выпуклой и слегка ступенчатой вогнутой сторонами.
При резании с малой скоростью твердых пластичных металлов элементы стружки успевают почти полностью отделиться, но достаточно прочно связаны между собой. Стружка, изгибаясь, ломается на участки небольшой длины. Такую стружку называют стружкой скалывания, вогнутая сторона ее имеет ступенчатую форму с четко различимыми границами элементов. Иногда стружка скалывания отделяется элементами. В таком случае ее называют элементной.
При резании хрупких металлов (чугуны, твердая бронза) стружка сходит в виде не связанных друг с другом элементов произвольной формы. Такая стружка носит название стружки надлома.
Физические явления при резании. Резание металла представляет собой сложный физический процесс, сопровождающийся выделением теплоты, возникновением сил сопротивления резанию и внешним трением.
Теплота выделяется вследствие превращения механической работы, затрачиваемой нарезание, в тепловую энергию. Значительная часть теплоты уносится стружкой, часть ее поглощается заготовкой и резцом. Тем не менее в зоне резания возникает высокая температура, которая наряду с трением способствует износу резца. Кроме того, обрабатываемый материал оказывает сопротивление резанию, прогибая резец, заготовку и части станка, в результате чего ухудшается точность обработки.
Следовательно, для создания благоприятных условий работы токарю необходимо хорошо знать закономерности физических явлений при резании и стремиться к ослаблению их отрицательного действия. Эти вопросы подробно излагаются в главе XV.
Контрольные вопросы:
Чем отличается форма режущей части резца от простого клина?
В чем заключается сущность процесса резания?
Назовите виды стружек и объясните, при каких условиях они образуются.
Укажите физические явления, сопровождающие процесс резания, и их действие на резец и качество обработки.
Токарные резцы
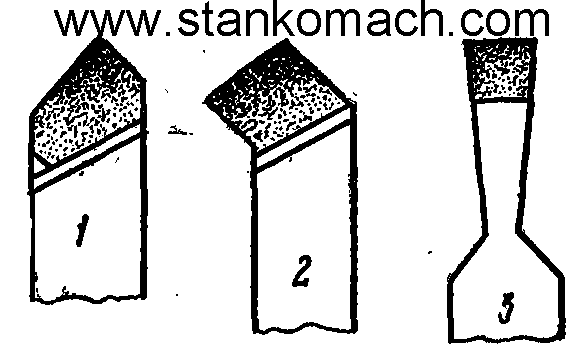
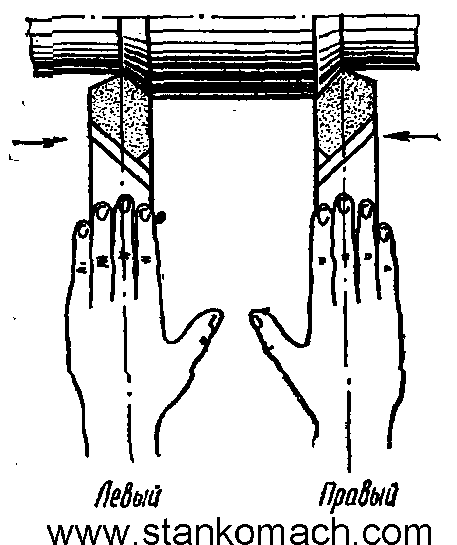
Разновидности резцов. Наиболее часто употребляемые при токарных работах стержневые резцы (см. рис 9) состоят из головки, принимающей непосредственное участие в резании, и стержня прямоугольного сечения, с помощью которого резец закрепляется в резцедержателе суппорта. По форме головки такие резцы делятся на прямые, отогнутые и оттянутые (рис 7); по направлению подачи - на правые и левые (рис 8);по назначению - на проходные, подрезные, отрезные и др.
| 
|
| Рис 7. Разновидности резцов по форме головки: 1-прямой; 2–отогнутый; 3-оттянутый | Рис 8. Разновидности резцов по направлению подачи |
Элементы резца. У резца различают переднюю и задние поверхности, режущие кромки, вершины (рис 9). По передней поверхности сходит стружка, задние обращены к обрабатываемой детали.
При пересечении передней и задних поверхностей образуются режущие кромки, которые в зависимости от степени участия в процессе резания бывают главными и вспомогательными. Режущая кромка, осуществляющая основную работу резания, называется главной. Остальные кромки, зачищающие поверхности детали, называются вспомогательными.
Резцы имеют обычно только одну переднюю поверхность и одну главную режущую кромку. Соответственно режущим кромкам определяются названия задних поверхностей:образующая главную режущую кромку называется главной, а образующие вспомогательные режущие кромки - вспомогательными.
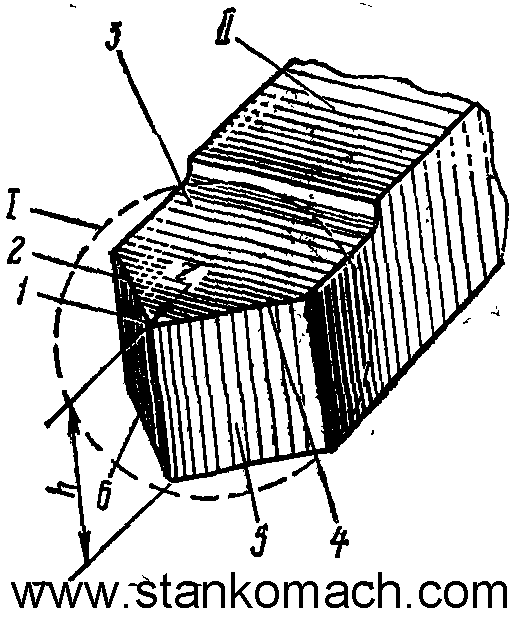
Рис 9. Стержневой резец:
I-головка; II- стержень;
1-вершина; 2- вспомогательная режущая кромка; 3-передняя поверхность;
4-главная режущая кромка; 5-главная задняя поверхность; 6-вспомогательная задняя поверхность
Вершиной называется точка пересечения режущих кромок. Острая вершина непрочна, поэтому ее округляют некоторым радиусом r.
Расстояние h от вершины до основания резца (опорной поверхности) называется высотой резца.
Материалы резцов. Для изготовления резцов применяются специальные инструментальные материалы, обладающие высокими режущими свойствами. К ним относятся быстрорежущие стали и твердые сплавы.
Быстрорежущие стали после термообработки способны сохранять режущие свойства при температуре до 600 °С. Из них наиболее часто употребляется сталь марки Р6М5, у которой цифры обозначают средний процент содержания легирующего компонента (после буквы Р - вольфрама, после М - молибдена).
Твердые сплавы в виде небольших пластинок припаиваются или механически крепятся к стержням резцов, выдерживают температуру нагрева до 1000°С, имеют высокую твердость, не нуждаются в термообработке и допускают скорости резания в 4-5 раз выше быстрорежущих сталей. Наряду с этим твердые сплавы обладают повышенной хрупкостью и склонны к образованию трещин при резких изменениях температуры, что следует учитывать при их эксплуатации.
Наиболее часто при обработке чугуна и цветных металлов применяются вольфрамовые сплавы марки ВК8, а при обработке сталей - титановольфрамовые Т15К6. Их состав (кроме карбида вольфрама) обозначен буквами и цифрами, например: сплав Т15К6 состоит из 15% карбида титана, 6% кобальта (связки) и 79% карбида вольфрама.
Контрольные вопросы:
Укажите разновидности стержневых резцов.
Из каких элементов состоит головка токарного резца? Приведите их определение.
Укажите характеристику и марки инструментальных материалов,
|
из
5.00
|
Обсуждение в статье: Понятие о процессе резания |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы