 |
Главная |


Режимы ниточных соединений
|
из
5.00
|
Таблица 6 – Характеристика ниточных соединений
| Наименование соединения | Схема соединения | Характеристика соединения | Номер игл | Тип или номер ниток | |||
| шва | строчки | ||||||
| название | параметры, мм | название | параметры | ||||
| Шов спинки |  2.02.03/301.301
2.02.03/301.301
| Настрочной с открытыми срезами | Ш1= 7 | 1. стачивающая строчка двухниточного цепного стежка; 2. Стачивающая строчка двухниточного челночного стежка | n1=3,5ст./см n2=3,5ст./см b2= 5мм n2=3,0ст./см | 80–90 75–80 90–100 | 35 ЛЛ 36 ЛХ 24 ЛТ 45 ЛЛ 44 ЛХ |
| Рельефные швы переда |
2.02.03/301.301
| Настрочной с открытыми срезами | Ш1= 7 | 1. стачивающая строчка двухниточного цепного стежка; 2. Стачивающая строчка двухниточного челночного стежка | n1=3,5ст./см n2=3,5ст./см b2= 5мм n2=3,0ст./см | 80–90 75–80 90–100 | 35 ЛЛ 36 ЛХ 24 ЛТ 45 ЛЛ 44 ЛХ |
| Втачивание рукава в пройму |  1.01.01/301
1.01.01/301
| Стачной, выполненный одной строчкой, без обметывания срезов | Ш1=10 | Стачивающая строчка двухниточного челночного стежка | n1=3,0ст./см | 80–90 | 35 ЛЛ 36 ЛХ |
| Обтачивание воротника и борта | 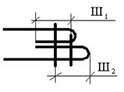 1.09.01/301.301
1.09.01/301.301
| Обтачной в «кант», без обметывания срезов | Ш1= 10 Ш2= 7 | 1. Стачивающая строчка двухниточного цепного стежка 2. Стачивающая строчка двухниточного челночного стежка | n1=3,5ст./см n2=3,0ст./см | 80–90 90–100 | 35 ЛЛ 36 ЛХ 45 ЛЛ 44 ЛХ |
| Стачивание боковых швов, центрального шва спинки, нижнего и верхнего шва подкладки рукава | 1.01.02/301.505 | Стачной в заутюжку | Ш1=10 | 1. Стачивающая строчка двухниточного челночного стежка 2. Обметочная строчка трехниточного цепного стежка | n1=3,0ст./см n2=3,5ст./см b2= 5мм | 80–90 75–80 | 25 ЛЛ 25 ЛХ 24 ЛТ |
| Обработка низа изделия с притачной подкладкой. |  1.09.01/301
1.09.01/301
| Ш1=20 | Стачивающая строчка двухниточного челночного стежка | n1=3,0ст./см | 80–90 | 25 ЛЛ 25 ЛХ |
Режимы клеевых соединений
Таблица 7 – Параметры образования клеевых соединений деталей изделия
| Наименование и артикул клеевого материала | Параметры процесса | |||
| Температура подушки пресса, оС | Удельное давление, МПа | Время выдержки, с | Увлажнение, % | |
| «Куфнер» V991B57 | 130-150 | 0.03-0.05 | 12-15 | 15-20 |
| Клеевая кромка G-110ht | 0.03-0.05 | 10-15 | 10-15 | |
| Hansel 4565/4 ZM4 | 0.03-0.05 | 10-15 | 10-15 | |
| Бортовая | 120-130 | 0,03-0,05 | 15-25 |
Режимы влажно-тепловой обработки
Таблица 8 – Характеристика режимов операций влажно-тепловой обработки при изготовлении Женского пальто
| Виды операций ВТО и наименование материала | Технологические параметры выполнения | Оборудование (класс, марка, завод-изготовитель, фирма, тип подушки) | |||||||
| температура, ºС | усилие прессования, кПа (масса утюга, кг) | время обработки, с | увлажнение к массе материала, % | ||||||
| утюг | пресс | утюг | пресс | утюг | пресс | утюг | пресс | ||
| Разутюжить, заутюжить припуски швов на деталях из основного материала | 100-150 | 130-150 | 10-20 | 70-60 | 10-15 | 15-20 | 15-20 | 101-0081 фирма «Макпи» | |
| Приутюжить борт, воротник | 100-150 | 130-150 | 10-20 | 70-60 | 10-15 | 15-20 | 15-20 | 101-0081 фирма «Макпи» | |
| Приутюжить подкладку | 130-140 | 140-150 | 10-20 | 15-20 | 15-20 | 101-0081 фирма «Макпи» | |||
| Отпарить изделие | 100-150 | 10-20 | 40-60 | 15-20 | 15-30 | Стол 101+7705 |
|
из
5.00
|
Обсуждение в статье: Режимы ниточных соединений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |
Популярное:
Как выбрать специалиста по управлению гостиницей: Понятно, что управление гостиницей невозможно без специальных знаний. Соответственно, важна квалификация...
Почему люди поддаются рекламе?: Только не надо искать ответы в качестве или количестве рекламы...
Как построить свою речь (словесное оформление):
При подготовке публичного выступления перед оратором возникает вопрос, как лучше словесно оформить свою...
Как вы ведете себя при стрессе?: Вы можете самостоятельно управлять стрессом! Каждый из нас имеет право и возможность уменьшить его воздействие на нас...

©2015-2024 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. (2386)
Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы