 |
Главная |


Расчет размеров заготовки
|
из
5.00
|
Выбор способа получения заготовки непосредственно зависит от конструкции и материала детали, её размеров, требований к точности, объёма производства и других факторов, которые подробно изложены [1].
При выборе технологических способов получения заготовок необходимо использовать [1]:
· заготовки из проката (стр. 30…35; 37…42);
· заготовки отливки (стр. 30…35; 43…47);
· кованые и штампованные заготовки (стр. 30…35; 47…61);
Способ получения заготовки можно выбрать, руководствуясь также следующими рекомендациями:
- валы при разнице диаметров ступеней примерно до 10 мм целесообразно изготовлять из проката - круглой горячекатаной стали. При большей разнице заготовку следует выполнять ковкой в подкладных открытых штампах или горячей объемной штамповкой в закрепленных открытых штампах;
- заготовку чугунных втулок, фланцев, шестерен и других деталей, имеющих форму тел вращения с осевым отверстием, получают литьем;
- отверстия в чугунных деталей «проливают», если его диаметр детали 30 мм и более;
- стальные детали диаметром до 60…70 мм изготавливают из горячекатаных прутков или заготовок, отрезанных от горячекатаного прутка, разрезку прутка на заготовки применяют, когда необходимый наружный диаметр прутка больше, чем отверстие в шпинделе токарного или револьверного станка;
- заготовки для деталей диаметром большем 60…70 мм, целесообразно получать ковкой, горячей объемной штамповкой с прошивкой отверстия диаметром 30 мм и более. В качестве заготовок также используются цельнотянутые трубы;
- заготовки для чугунных рычагов, вилок, кронштейнов, корпусных деталей получают литьем;
- заготовки для стальных рычагов, вилок, кронштейнов, корпусных деталей, получают литьем или обычно свободной ковкой и штамповкой.
Пример 3. расчет размеров заготовки.
Рабочий чертеж детали (рис.5) заимствован [4].
рис. 5. Вал
Деталь «Вал» изготовлена из стали 40Х ГОСТ 4543-71. Габаритные размеры Ø 48 х 202 мм.
Технологический анализ чертежа (качественная оценка) детали (рис.5) показывает, что конструкция технологична, так как:
– изделие можно изготовить из сортового проката (круг);
– материал хорошо обрабатывается резанием;
– конфигурация детали позволяет проводить обработку на серийно выпускаемых станках токарной, фрезерной и шлифовальных групп;
– точность и шероховатость большинства поверхностей обеспечивается на станках Н(нормальной) точности.
Выбор диаметра заготовки и расчет размеров заготовки. При разнице диаметров ступеней вала до 10 мм (Ø48, Ø40, Ø30, Ø26) в соответствии с рекомендациями для детали «Вал» в качестве заготовки выбираем сортовой прокат (круг). Выбор диаметр заготовки для деталей, изготавливаемых из круглого сортового проката, регламентирован ГОСТ 2590–88. В соответствии с ГОСТ 2590–88 или данным [1, табл.18] при номинальном диаметре вала Ø 48 мм и отношение длины детали к ее диаметру, L/D (202/48=4,8) больше 4, но меньше 8 (4≤L/D≤8) диаметр заготовки из сортового проката рекомендован 52 мм. В соответствии с табл. 50 [1, стр.145] припуск по длине на разрезание проката равен 2,5 мм; припуск на чистовую токарную обработку торцевых поверхностей при диаметре вала 30 мм – 0,45 мм. Длина заготовки (202 + 2,5 · 2+ 0,45 · 2 = 208) мм.
Таким образом, размеры заготовки «Вал» Ø52 х 208 мм.
Выбрав метод получения заготовки, необходимо нанести контур заготовки сплошными тонкими линиями на чертеж детали. В записке необходимо дать краткие сведения о заготовке и описание технологического способа её получения с указанием размеров и допусками на размеры (рис.6).
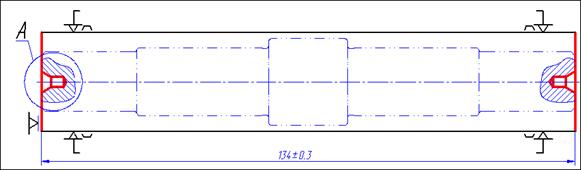

Рис.6. Операционный эскиз фрезерно-центровальной операции (пунктирной линией нанесен контур детали)
Технологические базы
Выбор технологических баз решается одновременно с выбором метода получения заготовки. Первые операции – создание чистовых баз для чего в заготовке предусматриваются черновые поверхности.
Выбор схемы базирования зависит от конструкторских и технологических требований. Выбранная схема в значительной степени предопределяет последовательность обработки, конструкцию приспособления, достижение заданной точности, производительность.
При выборе технологических баз необходимо использовать [1]:
· валов (стр. 61…67; 79…81);
· втулок и цилиндров (стр. 61…67; 86…87);
· дисков и барабанов (стр. 61…67; 89…91);
· зубчатых колес (стр. 61…67; 92…104);
· рычагов (стр. 107…108);
· корпусных деталей (стр. 61…67).
|
из
5.00
|
Обсуждение в статье: Расчет размеров заготовки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы