 |
Главная |


Механическая обработка
|
из
5.00
|
Рис. 8. Схема маршрута технологического процесса обработки
Ø Детали из среднеуглеродистых сталей(содержание0,3 %<С<0,6 %)
Детали с умеренным режимом нагружения перед механической обработкой могут подвергаться только нормализации (см. рис.9).
Схема маршрута технологического процесса изготовления деталей с неблагоприятным режимом нагрузки и работы приведена на рис. 9
 Заготовка
Заготовка
Механическая обработка (черновая)
 |
 Закалка (объемная) + высокий отпуск (для деталей Ø 10…15 мм)
Закалка (объемная) + высокий отпуск (для деталей Ø 10…15 мм)
Механическая обработка (чистовая)
 |
Закалка поверхностная +низкий отпуск (при необходимости)
 |
 Восстановление технологических баз (при необходимости)
Восстановление технологических баз (при необходимости)
Механическая обработка (отделочная)
Рис. 9. Схема маршрут обработки (для деталей с неблагоприятным режимом нагрузки)
Ø Детали из цементуемых сталей - низкоуглеродистых (сталь 10, 15, 20,) и низкоуглеродистых легированных (20Х, 20Л, 35ГЛ, 15ФХ, 18ХНВА, 18ХГТ,…)подвергаются нормализации и ХТО (цементации).
Схема маршрута технологического процесса изготовления деталей с глубиной упрочненной поверхности до 2 мм приведена на рис. 10
Заготовка (Сталь 20)
¯
Нормализация (HRCэ 15)
¯
Механическая обработка (черновая, …, чистовая)
¯
Защита поверхностей от ХТО (при необходимости)
¯
ХТО (Цементация)
¯
Закалка + низкий отпуск (HRCэ60)
¯
Удаление защитных покрытий (при необходимости)
¯
Восстановление базовых поверхностей
¯
Механическая обработка (отделочная)
Рис. 10. Схема маршрута технологического процесса обработки деталей с глубиной упрочняемого слоя до 2,0 мм
Ø Схема маршрута технологического процесса изготовления деталей из среднеуглеродистых сталей, легированных нитридообразующими элементами(Al, Cr, Mo); (38Х2МЮА, 40ХН2МА ,45ХН2МФ, …) с глубиной упрочненного слоя 0,3…0,4 мм приведена на рис. 11
Заготовка
¯
Нормализация
¯
Механическая обработка (черновая)
¯
Закалка + высокий отпуск
¯
Восстановление базовых поверхностей
¯
Механическая обработка (чистовая)
¯
ХТО (Азотирование)
¯
Механическая обработка (отделочная)
Рис. 11. Схема маршрута технологического процесса обработки деталей с глубиной слоя упрочнения до 0,3…0,4 мм
Пример 4.
Маршрут технологического процесса изготовления детали - муфта отключения [6].
Муфта отключения гидромеханической трансмиссии колесного тягача (рис. 12) входит в узел повышающей передачи, предназначенной для увеличения числа оборотов, передаваемых от двигателя ведущему валу гидромеханической трансмиссии. Муфта отключения служит для отсоединения двигателя от повышающей передачи в момент его пуска и прогрева, а также при работе тормозов и рулевого управления при буксировке машины.
Конструктивно муфта представляет собой полый цилиндр с центральным шлицевым отверстием и достаточно сложной конфигурацией наружных поверхностей, включая зубчатый венец. Наиболее высокие требования по точности обработки и шероховатости поверхности предъявляются к шлицевому отверстию Ø 55+0,05 и цилиндрической наружной поверхности Ø 82-0,05.
Деталь изготовлена из легированной хромоникелевой стали марки 12ХНЗА ГОСТ 4543-74, твердость НRСЭ 45...48.
Учитывая необходимость плавного входа и выхода муфты из зацепления, в технологическом процессе после формирования зубчатого венца необходимо предусмотреть операцию зубозакругления.
Технологический процесс изготовления муфты для условий серийного производства приведен в табл. 2.
Исходной заготовкой является штамповка с прошитым центральным отверстием, полученная на горизонтально-ковочной машине в горячем состоянии.

| Рис. 12. Муфта отключения гидромеханической передачи |
Таблица 2.
Маршрутный технологический процесс обработки
муфты отключения гидромеханической передачи
| Технологическая операция | Оборудование | Операционный эскиз | |
| П/п | Наименование Содержание | ||
| Заготовительная (штамповка) | ГКМ | ||
| Термическая Отжиг | Печь | ||
| Сверлильная специальная. Подрезать торец начерно и начисто; рассверлить, зенкеровать отверстие; зенковать фаску | Специальный сверлильный полуавтомат | 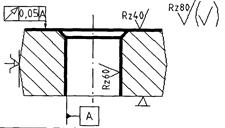
| |
| Вертикально-сверлильная Зенковать фаску | Вертикально-сверлильный | 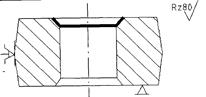
| |
| Протяжная Протянуть шлицевое отверстие | Горизонтально-протяжной полуавтомат | 
| |
| Моечная | Моечная машина | ||
| Слесарная | Слесарный верстак | ||
| Токарная Точить начерно и начисто цилиндрические и торцевые поверхности; канавки; снять фаски | Токарный полуавтомат | 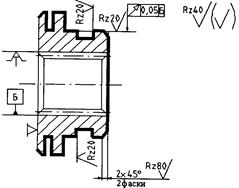
| |
| Контрольная | |||
| Зубофрезерная Фрезеровать зубья | Зубофрезерный полуавтомат | 
| |
| Зубозакругляющая Закруглить зубья | Зубозакругляющий полуавтомат | 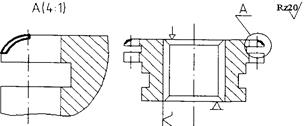
| |
| Слесарная | Слесарный верстак | Снять заусенцы; притупить острые кромки | |
| Моечная | Моечная машина | ||
| Контрольная | Контрольный стол | Контроль параметров зубчатого венца (точность, шероховатость) | |
| Химико-термическая Цементация. Закалка | Термический цех | ||
| Круглошлифовальная Шлифовать поверхность 1 | Круглошлифовальный станок | 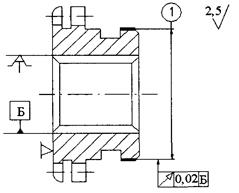
| |
| Зубоприрабатывающая | Стенд специальный | ||
| Моечная | Моечная машина | ||
| Контрольная | Контрольный стол | См.рис. 13 Контроль размеров; технических требований; шероховатости поверхности |
2.4.3. Операционный технологический процесс
Основным элементом любого процесса является технологическая операция– главный элемент проектирования и планирования производства.
При проектировании технологической операции рассматривается комплекс вопросов:
– формирование структуры операции, определение последовательности и содержания переходов;
– выбор оборудования и средств технологического оснащения (при необходимости – их проектирование). Решающим фактором при выборе металлорежущего станка и средства технологического оснащения являются габаритные размеры и точность детали.
– расчет припусков на обработку поверхностей; определение операционных технологических размеров;
– определение режимов обработки;
– нормирование технологической операции (расчет нормы времени);
– разработка технологической документации (карты эскизов, операционные карты и др.).
Рекомендации по структуре технологических операций, выбору оборудования и средств технологического оснащения, режимов резания приведены [1]:
· последовательность разработки маршрута обработки (стр. 109…111).
· технологическое оборудование (металлорежущие станки) (стр. 73…74);
· технологическая оснастка и приспособления (стр. 73…74);
- токарных и шлифовальных работ (стр. 74…75);
- фрезерных и сверлильных работ (стр. 75…76);
· режущий инструмент (стр. 77);
· вспомогательный инструмент (стр. 77…78);
· средства технического контроля (стр. 78);
· режимы резания (стр. 155…184; 229…237).
Пример. Структура технологической операции представлена на рис.14 и табл. 3.
Операция - токарная.

| Рис. 14. Технологическая операция, выполняемая за два установа |
Таблица3
Структура технологической операции
| Пере ход | Содержание перехода (действий рабочего) | Наименование перехода | ||||
| Сокращенная запись | Полная запись | |||||
| Установить заготовку | Установить заготовку | Вспомогательный переход | ||||
| Подрезать торец 4 | Подрезать торец | Технологический переход | ||||
| Точить поверхность 2 с образованием торца 1 | Точить Ø80 х 40 | Технологический переход | ||||
| Точить фаску 3 | Точить фаску 3х45о | Технологический переход | ||||
| Сверлить отверстие 6 | Сверлить отверстие Ø30 на проход | Технологический переход | ||||
| Точить фаску 5 | Зенковать фаску 2х45о | Технологический переход | ||||
| Раскрепить и снять заготовку, повернуть изделие на 180 град. относительно оси и установить в патрон | Раскрепить и снять заготовку, повернуть изделие на 180 град. относительно оси и установить в патрон | Вспомогательный переход | ||||
| Подрезать торец 9 | Подрезать торец, выдерживая размер 57 мм | Технологический переход | ||||
| Точить поверхность 7 | Точить Ø85 на проход | Технологический переход | ||||
| Точить фаску 8 | Точить фаску 3х45о | Технологический переход | ||||
| Контроль размеров изделия | Вспомогательный переход | |||||
| Раскрепить и снять деталь, уложить в тару | Вспомогательный переход | |||||
Нормирование технологической операции подробно приведено [1]:
- основное технологическое время (стр. 157…184);
- вспомогательное время (стр. 157…203);
При расчете нормы времени рекомендуется придерживаться следующей последовательности:
· назначают режимы обработки поверхности – t, S, Vp (nшп);
· определяют расчетную длину обработки (L) и основное (технологическое) время обработки То;
· по нормативам устанавливают:
– вспомогательное время операции Тв;
– время на организационное и техническое обслуживание рабочего места Тоб ; время нормируемых перерывов и личные надобности Тл.н .;
· определяют штучное время Тшт;
· устанавливают Тп.з на партию деталей.
Пример определения нормы времени на технологическую операцию представлен подробно [1, стр. 199…203].
|
из
5.00
|
Обсуждение в статье: Механическая обработка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы