 |
Главная |


Сплавы цветных металлов 3 страница
|
из
5.00
|
В зависимости от полноты использования указанных принципов и связи их с разрабатываемой и внедряемой унифицированной технологией групповое производство может быть реализовано в различных организационных формах.
Уровень специализации машиностроительных объединений и предприятий и их подразделений определяется сочетанием двух основных факторов: объемом производства и трудоемкостью продукции, которые во многом определяют и организационно-производственную структуру предприятия. Можно выделить три типа машиностроительных объединений и предприятий, специализирующихся на выпуске готовых изделий:
– предприятия с полным технологическим циклом, располагающие всей совокупностью заготовительных, обрабатывающих и сборочных цехов;
– предприятия механосборочного производства, получающие необходимые заготовки в порядке кооперирования с других заводов;
– предприятия сборочного типа, выпускающие готовые изделия из деталей, изготовленных на других предприятиях.
В зависимости от характера выполняемой работы определяется структура группового производства и выбор принципов организации работы отдельных производственных подразделений.
Как уже отмечалось, организация и развитие группового производства основаны на унификации. Основными направлениями технологической унификации являются типизация и метод групповой обработки деталей.
Основой технологической унификации служит классификация деталей и их поверхностей по конструктивно-технологическим признакам на базе общности оборудования, наладки и инструментальной оснастки.
В настоящее время существует несколько систем классификации и кодирования деталей (ЕСКД, технологический классификатор деталей, техархив, группроект, ТИС-81). В результате классификации деталям обычно присваивают определенный классификационный код, что ускоряет их поиск по заданным признакам. Классификация необходима для механизированного и автоматизированного решения задач технологического проектирования.
После классификации и группирования деталей приступают к разработке группового ТП, который позволяет обрабатывать любую деталь данной группы без значительных отклонений от общей технологической схемы.
Технологическая унификация делится на пять уровней.
На первом (низшем) уровне унифицируются ходы, одна из групп которых связана с изменением формы детали в процессе обработки, а другая – со вспомогательными перемещениями. Понятие «ход» – это элемент синтеза управляющих программ и автоматической системы проектирования ТП.
Второй уровень – переход – является элементом при проектировании ТП на универсальных станках. К объему типизации относятся вид и характер обработки конкретной элементарной поверхности, а также вид режущего инструмента.
Третий уровень – элементарная схема обработки. Здесь упорядочиваются планы обработки элементарных поверхностей, комплексных конструктивных элементов, имеющих однозначную связь между образующими их поверхностями (например, отверстие с цековкой).
Четвертый уровень – операция. Отличительной особенностью этого уровня является связь со структурными свойствами деталей. Объекты типизации – вид и характер обработки некоторой группы деталей, технологическое оборудование и вид оснастки.
Пятый уровень – маршрут обработки детали. В этом случае унифици-руется последовательность операций, которая справедлива для множества деталей, принадлежащих к одной классификационной совокупности.
Используя системы кодирования и классификации деталей, можно выявить их общие признаки и свести детали в определенные конструктивно-технологические группы.
Группой называется совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки и ТП (операционного). При создании группы учитывают габаритные размеры деталей, их геометрическую форму, общность подлежащих обработке поверхностей, их точность и шероховатость, однородность заготовок, серийность выпуска, экономичность процесса.
Практика показала, что объединение деталей по конструктивно-технологическим признакам не обеспечивает полного использования возможностей группового метода, внимание следует уделять и организационно-плановым вопросам. При групповом производстве группа деталей характеризуется конструкторским, технологическим (общность технологии), инструментальным (общность оснащения) и организационно-плановым единством.
В групповом методе допускается использовать несколько способов группирования деталей: по видам обработки, общности технологического маршрута, операциям. Группирование деталей для построения общности групповых процессов рекомендуется выполнять по общности маршрутных деталеопераций.
Создание унифицированных (групповых) процессов изготовления деталей может базироваться на различных методах их группирования: по конструктивно-технологическому сходству деталей, по элементарным поверхностям деталей (что позволяет установить варианты обработки этих поверхностей, а из комбинации элементарных процессов получить ТП обработки любой детали); по преобладающим видам обработки деталей (типам оборудования), единству технологического оснащения и общности наладки станка.
Групповым ТП называется совокупность групповых технологических операций, обеспечивающих обработку различных деталей группы (или нескольких групп) по общему технологическому маршруту.
При групповом технологическом маршруте некоторые детали или их группы могут пропускать отдельные операции или переходы. Такие процессы являются основой для создания участков с замкнутым циклом производства, специализированных участков и групповых поточных линий. При образовании групп деталей с общим ТП следует учитывать объем выпуска отдельных деталей.
При разработке техпроцессов следует исходить из следующих основных положений:
1) принятая последовательность обработки детали при групповом маршруте (операций или переходов) должна обеспечивать обработку любой детали группы в соответствии с чертежом и техническими требованиями;
2) технологическая оснастка должна быть групповой или универсально-переналаживаемой;
3) оборудование должно обеспечивать высокопроизводительную обработку при минимальных затратах на его переналадку;
4) технологическая документация должна быть простой по форме, исчерпывающей по содержанию и удобной для пользования на рабочих местах.
Известно, что для повышения эффективности использования специализированного оборудования необходимо провести унификацию конструкторских и технологических решений. Унификация конструкторских решений заключается в унификации и стандартизации изделий, деталей и поверхности деталей. За счет унификации конструкторских решений в первую очередь искусственно повышается партионность деталей, а также уменьшается многообразие технологических решений, используемых для изготовления изделий. Унификация технологических решений заключается в разработке типовых и групповых ТП, унификации элементов ТП (инструмента, методов обработки, схем базирования и т. д.). Унификация технологических решений компенсирует отсутствие данных о выпускаемых изделиях при проектировании производственных систем. Для повышения эффективности унификации технологических решений она должна строиться на унификации конструкторских решений и прогнозе развития унифицированных элементов изделия и ТП. Это позволяет увеличить жизненный цикл оптимальной эксплуатации специализированной производственной системы, в том числе ГПС.
6. ВЫБОР ИСХОДНОЙ ЗАГОТОВКИ И ОБОСНОВАНИЕ
МЕТОДОВ ЕЕ ИЗГОТОВЛЕНИЯ
6.1. Классификация и принципы маркировка чугуна и металлических сплавов.Общие сведения о материалах заготовок и их маркировке
Чугун
Исходный материал, из которого в процессе дальнейшей обработки получают деталь, называют заготовкой. Материалом заготовок может быть чугун, сталь, цветные металлы и сплавы.
Чугунами называют высокоуглеродистые сплавы с содержанием углерода свыше 2,03 %. Несмотря на значительный объем применения сталей, расширения области использования цветных сплавов, порошков и неметаллических материалов, чугуны широко применяют во многих отраслях промышленности. Относительно невысокий уровень механических свойств компенсируется низкой стоимостью, высокими литейными свойствами, хорошей обрабатываемостью. Механические и технологические свойства чугунов определяются их структурными характеристиками, упрочняющая термическая обработка для обычных чугунов практически не применяется. Требования к составу чугунов менее строгие по сравнению со сталью, поэтому в основу классификации и маркировки чугунов во всех стандартах положены структурные характеристики и гарантированный уровень механических свойств.
В странах СНГ и Украине действует система маркировки чугунов, основанная на классификации чугунов по форме графита. По этой классификации чугуны разделяют на:
· чугуны с пластинчатым графитом – серые чугуны;
· чугуны с шаровидным графитом – высокопрочные чугуны;
· чугуны с хлопьевидным графитом – ковкие чугуны.
Маркировка серого чугуна определена ГОСТ 1412–85 «Чугун с пластинчатым графитом для отливок. Марки». Согласно стандарта, такой чугун маркируется буквами «СЧ» и двумя цифрами, которые показывают минимально допустимое временное сопротивление чугуна в кгс/мм2 (0,1*Н/мм2). Например,
обозначение чугуна СЧ 30 означает, что он относится к серым чугунам с пластинчатым графитом и его σВ = 300 Н/мм2 (30 кгс/мм2). Всего стандартом предусмотрен следующий ряд марок чугунов – от СЧ 10 до СЧ 35.
Высокопрочный чугун маркируют в соответствии с ГОСТ 7293–85 «Чугун с шаровидным графитом для отливок. Марки». Марку высокопрочного чугуна обозначают буквами «ВЧ» и двумя цифрами, которые показывают его минимальное временное сопротивление в кгс/мм2. Например, маркировка ВЧ 50 означает, что этот чугун является высокопрочным и его σВ = 500 Н/мм2 (50 кгс/мм2).
Марки ковкого чугуна определены в ГОСТ 1215–79 «Отливки из ковкого чугуна. Общие технические условия». Он обозначается буквами «КЧ» и двумя группами цифр, которые определяют минимальное временное сопротивление в кгс/мм2 и относительное удлинение при растяжении в процентах – КЧ σВ –b. Например, КЧ 37–12 означает, что эта марка ковкого чугуна с σВ = 370 Н/мм2 (37 кгс/мм2) и относительным удлинением b = 12 %.
Сталь
Сталью называется сплав железа с углеродом (до 2 %), поддающийся ковке. По химическому составу сталь делится на углеродистую и легированную. Углеродистая сталь, в свою очередь подразделяется на углеродистую обыкновенного качества и углеродистую качественную. К легированным сталям относятся: низколегированная с общим содержанием легирующих элементов менее 3 %, среднелегированная с общим содержанием легирующих элементов
3–5,5 %, высоколегированная с общим содержанием легирующих элементов свыше 5,5 %.
В соответствии с легирующими компонентами стали имеют названия – углеродистые, хромистые, никелевые, хромоникелевые и т. д. Соответственно в условных обозначениях марок стали указывается наличие тех или иных элементов буквами русского алфавита.
По методам придания формы сталь подразделяется на литейную и прошедшую обработку пластическим деформированием: прокатку, волочение, прессование, ковку, штамповку. Литая сталь имеет несколько пониженные механические свойства по сравнению с катаной и кованой сталью при одинаковом химическом составе. Преимущество литья по сравнению с другими методами формообразования – возможность экономичным путем получать заготовки сложной формы.
Катануя сталь –прокат – получают деформированием металла вращающимися валками для изменения формы и размеров поперечного сечения и увеличения длины предварительно нагретых или холодных заготовок имеет разнообразную форму и размеры. Прокатом называют полуфабрикатные металлические изделия, характеризуемые большим отношением длины к толщине или поперечному сечению. Через прокатные цехи металлургического предприятия проходит более 85 % стали, выплавляемой в сталеплавильных цехах. Готовый прокат применяют для изготовления деталей резанием, либо в качестве заготовок для последующей ковки, штамповки, сварки. Совокупность различных профилей проката разных размеров называется сортаментом.
По видам обработки металла давлением при поставке готовых профилей различают сталь:
· горячекатаная;
· кованая;
· калиброванная сталь изготавливается холодной прокаткой или волочением из горячекатаного проката;
· серебрянка (круглая со специальной отделкой поверхности).
По назначению изготовляют прокат:
· для горячей обработки давлением и холодного волочения (подкат);
· для холодной механической обработки.
Прокатную продукцию в зависимости от формы поперечного сечения условно можно разделить на:
1) листовой прокат;
2) сортовой прокат;
3) трубы;
4) специальные профили, которые включают заготовки для машиностроения, гнутые профили, шары и пр.
1) Листовой прокат по толщине, как правило, подразделяют на толстолистовой (толщиной 4 мм и более) и тонколистовой (толщиной менее 4 мм). Необходимо отметить, что тонколистовой прокат является одним из наиболее экономичных видов металлопродукции. Поэтому повышение доли этого вида продукции в общем, сортаменте проката до 50–60 % и в производстве холоднокатаных изделий до 25–30 % объективно можно отнести к одному из перспективных направлений развития черной металлургии.
Листы из горячекатаной стали (ГОСТ 19903–74) изготавливают толщиной от 0,5 до 160 мм. Листы толщиной до 4 мм (тонколистовые) имеют ширину от 500 до 1600 мм и длину от 710 до 6000 мм (всего 210 типоразмеров). Ширина стальных листов толщиной до 12 мм, изготовляемых в рулонах, изменяется от 500до 1700 мм; при толщине листа до 10 мм – от 500 до 1100 мм.
Листы из холоднокатаной стали (ГОСТ 19904–90) изготавливают толщиной от 0,35 до 5,0 мм. В зависимости от толщины листа они имеют ширину от 500 до 2300 мм и длину от 1000 до 6000 мм (всего 372 типоразмера). Ширина стальных листов, поставляемых в рулонах, составляет от 500 до 2300 мм.
Кроме листов и рулонов, сталь выпускают в виде горячекатаной и холоднокатаной ленты. Лента горячекатаная (ГОСТ 6009–74) имеет толщину от 1,2 до 5 мм, ширину от 20 до 220 мм изготавливается из низкоуглеродистой конструкционной стали разных марок по ГОСТ 1050–88, ГОСТ 9045–80 и др. Лента холоднокатаная из углеродистой стали для холодной штамповки (ГОСТ 19851–74) имеет толщину от 0,5 до 3,2 мм и ширину от 100 до 200 мм. Листы из холоднокатаной стали имеют большую точность по толщине и лучшую поверхность, чем из горячекатаной.
В большинстве случаев состав стали и маркировка определены в одном стандарте, требования к продукции – в другом. Изделия из одной и той же марки стали могут изготавливаться по различным стандартам и, соответственно, иметь различный уровень свойств. В стандартах оговорены дополнительные характеристики, например, категории свойств, требования к геометрии проката и т.д., которым должен соответствовать данный прокат. Поэтому металлургические и металлопрокатные заводы обязательно указывают, по какому или каким стандартам производится их металлопродукция.
В таблице 2 приведены некоторые стандарты на состав и свойства листовой стали.
Таблица 2.
Некоторые стандарты на листовую сталь
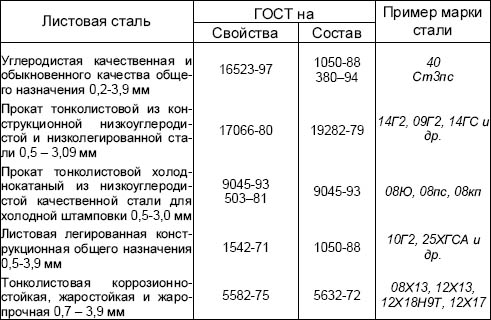
Примечание. Маркировку сталей см. ниже.
2) Сортовой прокат в зависимости от формы поперечного сечения делится на простые и фасонные профили. По методу производства подразделяется на горячекатаный (меньшей точности) и калиброванный (холоднотянутый и холоднокатаный более высокой точности).
Простые профили имеют форму круга, квадрата и прямоугольника (полоса с небольшим отношением ширины к высоте). Катанка – горячекатаная проволока обычно круглого сечения диаметром от 5 до 10 мм.
Сортовая калиброванная сталь благодаря дополнительной обработке имеет более точные размеры по сечению. Для особо точных видов калиброванного проката применяется шлифование, полирование и другие виды обработки, повышающие точность размеров и уменьшающие шероховатость поверхности. Данные о сортаменте, размерах и точности круглой, квадратной и шестигранной стали приведены в ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
Серебрянка – круглая сталь диаметром 0,2 – 50,0 мм (ГОСТ 14955-77) высокой точности и улучшенной отделки поверхности (пруток имеет светлую поверхность, полученную шлифованием или полированием). Применяется без механической обработки поверхности.
Фасонные профили характеризуются более сложной формой и подразделяют на профили общего и специального назначения.
К фасонным профилям общего назначения относят шестигранные профили, угловые (равнобокие и неравнобокие), швеллеры, двутавровые балки и др.
К фасонным профилям специального назначения относят прокат сложного поперечного сечения, применяемый в сельскохозяйственном машиностроении, судостроении, угольной, нефтяной и горнорудной промышленности. В целом весь сортовой прокат условно разделен на четыре группы: крупносортный, среднесортный, мелкосортный и катанку.
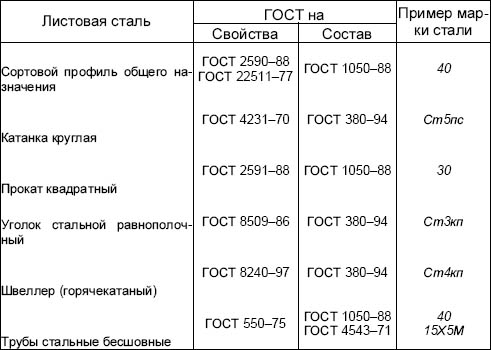
В таблице 3 приведены примеры некоторых стандартов на сортовой прокат.
Таблица 3.
Некоторые стандарты на сортовой прокат
3) Трубы делят на две группы: бесшовные и сварные. Удельный вес труб в общем выпуске проката в настоящее время имеет тенденцию к увеличению. Особенно быстрыми темпами растет производство сварных и холоднокатаных труб. Наряду с этим прокатывают и фасонные трубы. Выпускают тонкостенные, особо тонкостенные, прецизионные, капиллярные и другие трубы из сталей углеродистых, низколегированных, среднелегированных и высоколегированных.
4) Сортамент специальных профилей весьма разнообразен. Процесс профилирования листового проката обеспечивает производство гнутых профилей (на станах), которые полностью сокращают или полностью исключают операции сварки, соединения болтами или заклепками.
Гнутые профили, изготавливаемые из листа или ленты толщиной от 0,2 до 20 мм, широко применяются в различных отраслях промышленности. В сравнении с горячекатаными гнутые профили имеют ряд преимуществ: обеспечение большей точности, наличие меньшей толщины, возможность быть изготовленными закрытой формы, что невозможно получить прокаткой.
В различных отраслях машиностроения и приборостроения широко применяют периодические прокатные профили, которые обеспечивают значительную экономию металла (20 – 30 %), снижают трудоемкость изготовления из них деталей и повышают производительность ковочных машин.
Классификация и принципы маркировка стали. Учитывая огромное
разнообразие металлических материалов и различный уровень физико–механических свойств сплавов, выбор оптимального материала для изготовления металлопродукции требует знаний системы маркировки сталей и сплавов. К сожалению, в настоящее время единая международная система маркировки металлических сплавов отсутствует.
Для маркировки сталей и сплавов в общем случае используют различные системы классификационных признаков. Можно выделить два основных принципа маркировки – по химическому составу (буквенно–цифровая), и по назначению с указанием гарантированного уровня основных свойств. Они исторически отражают различные подходы к производству и потреблению металлопродукции. Первая система характерна для стран СНГ и Украины, в которых производитель обычно гарантировал определенный состав материала, а режим упрочняющей обработки, для которой важно знать содержание основных элементов, выполнял потребитель. В других странах производитель гарантировал определенный уровень основных свойств, например, прочностных, и потребителю было важно знать предполагаемое назначение материала, основные свойства и некоторые другие особенности металлопродукции данной технологии производства.
Обобщенная схема классификации конструкционных сталей по химическому составу приведена на рисунке 3.
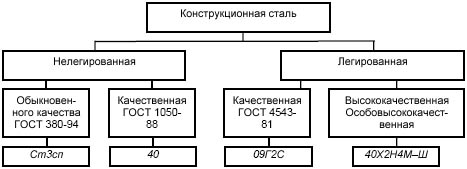
Рисунок 3 – Схема классификации и примеры маркировки
конструкционных сталей по химическому составу
Конструкционные углеродистые стали обыкновенного качества. По химическому составу – это углеродистые стали, содержащие до 0,62 % углерода. Такие стали могут выплавляться в любом из известных промышленных типов сталеплавильных агрегатов (мартеновская печь, кислородный конвертер и электродуговая печь) и поставляются по ДСТУ 2651–94 (ГОСТ 380–94). Стандартами допускается, что они могут иметь повышенное содержание серы и фосфора (в некоторых сталях до 0,055 % и даже 0,060 % для серы и до 0,050 % и даже 0,070 % для фосфора), а химическая неоднородность может быть весьма существенной, что допускает использование разливки по устаревшей технологии – в слитки с последующей прокаткой на обжимных станах.
По стандарту стали обыкновенного качества обозначаются буквами Ст и цифрой, обозначающей условный номер: Ст0…Ст6. Стали с более высоким номером в марке содержат больше углерода и имеют повышенные прочностные свойства, но меньшую вязкость и пластичность.
У маркировки стали, кроме Ст0, обязательно указывают способ раскисления: «кп» – кипящая, «пс» – полуспокойная, «сп» – спокойная.
Стандарт предусматривает выпуск углеродистых сталей с повышенным содержанием марганца (до 1,6 % Mn). Такие стали обозначают, например, Ст5Гпс.
Стали обыкновенного качества широко используют в строительстве, машиностроении и т.д., в тех случаях, когда не требуется соблюдения повышенных требований к качеству изделия и его надежности. Между тем, тенденции мирового потребления стали свидетельствуют о повышении требований к качеству металлопродукции и обусловливают ее приобретение получением соответствующих гарантий и сертификатов качества. Поэтому производство и применение сталей обыкновенного качества неуклонно снижается, особенно сталей с низким гарантированным уровнем свойств марок «кп» и «пс».
Стали качественные (по химическому составу это углеродистые или легированные стали, выплавляемые с соблюдением более строгих требований к исходным материалам, процессам плавки и разливки). Такие стали могут выплавляться в любом из известных промышленных типов сталеплавильных агрегатов (мартеновская печь, кислородный конвертер и электродуговая печь). Вместе с тем, содержание серы и фосфора в качественных сталях регламентируется достаточно жестко: оно не должно превышать значения 0,035 % каждого элемента (в зависимости от марки стали). Колебания в содержании углерода в пределах марки не должны превышать 0,08 %.
Качественные стали имеют широчайший спектр применения: строительство, различные отрасли машиностроения, медицинская техника, автомобилестроение, судостроение и т.п.
По стандарту в начале марки конструкционной качественной стали указывают содержание углерода в сотых долях процента. Если содержание углерода меньше 0,1 %, его обязательно указывают двумя цифрами (сталь 08кп – содержание углерода в среднем 0,08 %). Если содержание углерода больше 1 %, указывают три цифры.
Состав и маркировка качественной углеродистой стали определены ГОСТ 1050–88 «Сталь углеродистая качественная конструкционная». По стандарту выпускают стали марок от 05кп до стали 60, которые содержат, в среднем, соответственно от 0,05 % до 0,60 % С.
Стали высококачественные (по химическому составу это, главным образом, стали, имеющие в своем составе регламентируемое количество легирующих элементов, благоприятно влияющих на свойства). Такие стали выплавляют преимущественно в электродуговых печах. Содержание серы и фосфора в высококачественных сталях еще меньше и не превышает 0,020 – 0,025 % каждого. Стали имеют также повышенную чистоту по неметаллическим включениям. Колебания в содержании углерода в пределах марки должны быть не более 0,07 %, т. е. в более узких пределах, чем для качественных сталей.
Особо высококачественные стали (по химическому составу эти стали соответствуют высококачественным сталям, но имеют меньший допустимый порог по содержанию серы, фосфора, неметаллических включений, примесей цветных металлов, а также содержания водорода, азота и кислорода). Они, как правило, выплавляются в электродуговых и индукционных печах с последующей рафинирующей и вакуумной обработкой стали в ковше или печах. Для получения таких сталей могут использоваться и специальные методы, например, электрошлаковый или вакуумно–дуговой переплав. Все это повышает механические и эксплуатационные свойства материала (ударную вязкость, пластичность и контактную выносливость) и позволяет применять такие стали при более высоком уровне прочности без опасности хрупкого разрушения.
Буквенные обозначения сталей и их расшифровка. Химический состав многих легированных конструкционных сталей определен ГОСТ 4543–71 «Прокат из легированной конструкционной стали. Технические условия». Этот же стандарт определяет основные буквенные символы для обозначения легирующих элементов. Необходимо учитывать, что в настоящее время выпускают стали с добавками элементов, обозначение которых не предусмотрено стандартом. В этом случае элементы в марке стали обычно обозначают по первым буквам названия.
Условные буквенные обозначения основных легирующих элементов приведены ниже.
· А – азот*
· Б – ниобий
· В – вольфрам
· Г – марганец
· Д – медь
· Е – селен
· К – кобальт
· Л – бериллий*
· М – молибден
· Н – никель
· П – фосфор
· Р – бор*
· С – кремний
· Т – титан
· Ф – ванадий
· Х – хром
· Ц – цирконий
· Ч – РЗМ
· Ю – алюминий
· Ш – магний*
* – если буква стоит в середине маркировки, например 16Г2АФ
Если после буквы нет цифры, то содержание легирующего элемента в стали составляет, как правило, около 1,0 – 1,5 %. Исключение сделано для тех элементов, влияние которых проявляется уже при содержании в сотых и десятых долях процента (азот, бор, ниобий, молибден, титан, ванадий, цирконий, алюминий, РЗМ).
Условно по содержанию легирующих элементов стали разделяют на низколегированные (содержание легирующих элементов меньше 2,5 %), легированные (от 2,5 до 10 %) и высоколегированные (более 10 % легирующих элементов при содержании основного элемента – железа – не менее 45 %).
Если легирующего элемента больше 1,5%, то цифра после буквы показывает его содержание в процентах. Например, марка стали 15Х означает сталь, имеющую в среднем 0,15 % С и 1,0 – 1,5 % Сr, сталь 35Г2 – 0,35 % С и 2 % Мn.
Буква «А» в середине указывает на повышенное содержание азота в стали. Указанная выше марка стали – 16Г2АФ содержит 0,14 – 0,20 % C; 1,3 – 1,7 % Mn; до 0,025 % N; 0,08 – 0,14 % V.
Буква «А» в начале маркировки указывает на то, что сталь относится к так называемым автоматным, которые используют для обработки с большими скоростями резания на специальных станках автоматах (ГОСТ 1414–75). Например, сталь А30 – содержит около 0,30 % С и повышенное содержание серы – до 0,15 %. Сталь АС35Г2 для увеличения обрабатываемости содержит повышенное количество свинца (0,15 – 0,30 % Pb).
Буква «А» в конце марки является признаком высококачественной стали. Например, сталь 40ХНМ – качественная, а 40ХНМА – высококачественная.
Особо высококачественную сталь обозначают буквой или несколькими буквами через дефис в конце марки в зависимости от способа производства
(Ш – электрошлаковый переплав, ВД – вакуумно-дуговой переплав, ШВД – электрошлаковый с последующим вакуумно-дуговым, ВИ – вакуумно-индукционная выплавка, ЭЛ – электронно-лучевой переплав, ГР – газокислородное рафинирование и др.) – 40ХНМ–Ш.
Буква «К» в конце маркировки указывает на то, что сталь обладает повышенным уровнем и стабильностью свойств. Эти стали называют котельными и используют для изготовления сосудов, работающих под высоким давлением (ГОСТ 5520–79). Такая сталь является конструкционной и две цифры впереди указывают на содержание углерода в сотых долях процента. Например, сталь 22К содержит в среднем 0,22 % С.
Буквы «пп» в конце маркировки означают «пониженная прокаливаемость» – сталь с регламентируемым содержанием элементов, которую используют при поверхностной обработке токами высокой частоты. Пример – сталь 55пп.
Литейные стали в соответствие с ГОСТ 997–88 обозначаются так же, как и конструкционные, только в конце маркировки указывают букву «Л». Например, сталь 110Г13Л – содержит 1,1 % С, около 13 % Mn, литейная.
Маркировка инструментальных сталей зависит от их типа – углеродистые или легированные.
Если инструментальная сталь углеродистая, то ее обозначают буквой «У» и одной или двумя цифрами, показывающими среднее содержание углерода в десятых процента (ГОСТ 1435–99 «Прутки, полосы и мотки из инструментальной стали. Общие технические условия»). Буква «А» в конце маркировки показывает, что сталь является высококачественной. Например, У10А – углеродистая высококачественная сталь, содержащая в среднем 1,0 % С.
|
из
5.00
|
Обсуждение в статье: Сплавы цветных металлов 3 страница |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы