 |
Главная |


Исследование точности и стабильности технологических процессов обработки
|
из
5.00
|
Выполнить исследование точности и стабильности технологического процесса точения Ø20  детали типа ролик на одношпиндеольном токарно-револьверном автомате.
детали типа ролик на одношпиндеольном токарно-револьверном автомате.
Для выполнения такого исследования взята выборка последовательно обработанных 58 деталей. По результатам измерений наружного диаметра ролика сформирован интервальный ряд. Этот ряд имеет К=9 интервалов с шагом h=0.01 мм. Значения середин интервалов x- от 19.815 до 19.895 мм. Частоты интервалов (числа деталей, попавших в интервал) n следуют в порядке возрастания номера интервала 2,2,5,9,14,13,8,4,1 . Значения середин интервалов х заданы дискретным аргументом от 19.815 с шагом 0.01, а также приведены частоты n, расчет среднего арифметического x, и среднего квадратичного отклонения S.
Выявляем наибольшее и наименьшее значение выборки: хmin, xmax
xmax= 23; хmin =1
Определяем размах варьирования выборки:

N>50 обработку эмпирических данных рекомендуется вести по значениям, сгруппированным в К непересекающихся интервалов.
Определяем приближенное количество интервалов группирования:
К = 1+ 3,3lgN

Определяем величину интервала группирования ∆х:
После этого строим гистограмму частот n и по виду ее делается вывод о предполагаемом теоретическом распределении, хорошо описывающем наблюдаемое, т.е. статистическое.
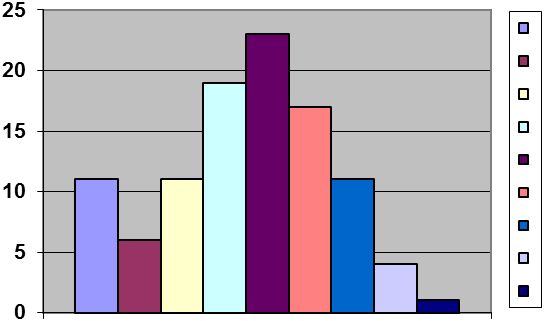
Рисунок 1.1 − Гистограмма частот
Основные этапы исследования следующие:
- формируем интервальный ряд (хi;ni),
где хi;ni соответственно значение размера i-той детали и частость;
- Вычисляем основные характеристики: ха – математическое ожидание (среднее арифметическое) и S – выборное среднеквадратическое отклонение;
 ,
,



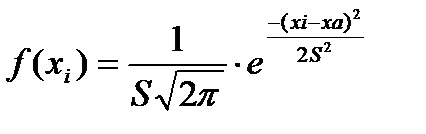
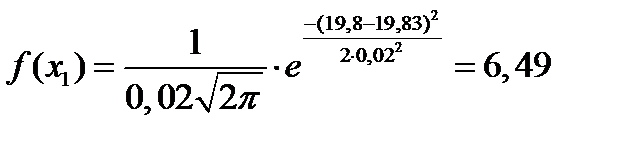
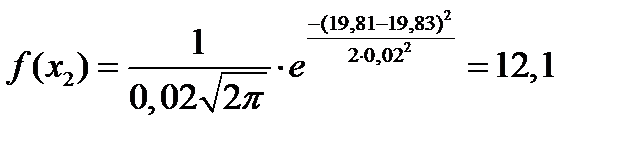
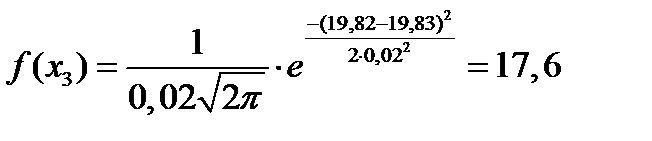
- вычисляем теоретические (выравнивающие) частоты nti в предположении нормального закона распределения
где  - функция плотности распределения случайной величины (размера);
- функция плотности распределения случайной величины (размера);








- сравниваем визуально эмпирические  и теоретические
и теоретические  частоты построением гистограммы частот
частоты построением гистограммы частот  и
и  на одном графике;
на одном графике;
- производим проверку нулевой гипотезы, т.е. гипотезы о соответствии предполагаемого нормального распределения наблюдаемому по критериям Колмогорова и Пирсона
Критерий Колмогорова вычисляем следующим образом:
Расчетное значение критерия Колмогорова  сравниваем с
сравниваем с  , взятым из таблиц квантилей распределения Колмогорова (Приложение 1), где Р – уровень значимости, который рекомендуется в пределах Р = 0,2…0,3. Если < , то нулевая гипотеза принимается.
, взятым из таблиц квантилей распределения Колмогорова (Приложение 1), где Р – уровень значимости, который рекомендуется в пределах Р = 0,2…0,3. Если < , то нулевая гипотеза принимается.
Расчетное значение критерия Пирсона:
 сравниваем с квантилями распределения Пирсона (Приложение 2), которые определяются в зависимости от Р – уровня значимости и числа степеней свободы f = K-3. Если
сравниваем с квантилями распределения Пирсона (Приложение 2), которые определяются в зависимости от Р – уровня значимости и числа степеней свободы f = K-3. Если  <
<  , то нулевая гипотеза принимается.
, то нулевая гипотеза принимается.
После этого проводится сравнение результатов наблюдения с требованиями чертежа. Допуск  на размер по чертежу и достоверный диапазон рассеивания наблюдаемого размера (6×S) сравниваются вычислением коэффициента точности Кm:
на размер по чертежу и достоверный диапазон рассеивания наблюдаемого размера (6×S) сравниваются вычислением коэффициента точности Кm:
Кm>1, то точность процесса не соответствует требованиям чертежа.
После этого оценивается точность настройки технологического процесса сравнением допустимой погрешности настройки  и фактической
и фактической  :
:

 , имеет место брак.
, имеет место брак.
Для принятия решения об изменении технологического процесса с целью повышения точности обработки детали, вычисляется вероятность брака. Для этого находится диапазон размеров, которые выходят за поле допуска и вычисляется вероятность попадания размеров в этот диапазон (ХН…ХВ):
Вывод
В ходе данной лабораторной работы приобретены навыки исследования технологического процесса методом большой выборки. Ожидаемый диапазон размеров вне поля допуска составил 19,83…19,87. Вычисленная вероятность Р попадания в этот диапазон равна 0.16, т.е. ожидаемый брак составил 5,6% от деталей, протачиваемых на автомате, и чтобы отбросить брак нужно уменьшить Еф, за счет уменьшения поля допуска.
Лабораторная работа №2
Исследование точности и стабильности технологических процессов обработки детали методом малой выборки
Цель работы
Приобретение навыков исследования технологического процесса методом малой выборки.
|
из
5.00
|
Обсуждение в статье: Исследование точности и стабильности технологических процессов обработки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы