 |
Главная |


ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
|
из
5.00
|
Таблица 3 - Исходные данные.
| № вар. | D1 мм | D2 мм | D3 мм | L1 мм | L2 мм | L3 мм | Режимы резания. S, мм/об., V, м/мин. | ||||||||||
| S1 | v1 | S2 | v2 | S3 | v3 | S4 | v4 | S5 | v5 | ||||||||
| 0,3 | 0,25 | 0,09 | 0,05 | 0,6 | |||||||||||||
| 0,5 | 0,3 | 0,1 | 0,08 | 0,1 | |||||||||||||
| 0,3 | 0,1 | 0,05 | 0,06 | 0,3 | |||||||||||||
| 0,25 | 0,4 | 0,12 | 0,07 | 0,1 | |||||||||||||
| 0,2 | 0,15 | 0,24 | 0,05 | 0,2 | |||||||||||||
| 0,4 | 0,35 | 0,17 | 0,02 | 0,2 | |||||||||||||
| 0,65 | 0,4 | 0,06 | 0,11 | 0,3 | |||||||||||||
| 0,3 | 0,21 | 0,09 | 0,13 | 0,2 | |||||||||||||
| 0,35 | 0,42 | 0,11 | 0,04 | 0,1 | |||||||||||||
| 0,28 | 0,5 | 0,13 | 0,09 | 0,3 | |||||||||||||
| 0,6 | 0,2 | 0,1 | 0,05 | 0,4 | |||||||||||||
| 0,42 | 0,33 | 0,15 | 0,04 | 0,25 | |||||||||||||
| 0,4 | 0,4 | 0,16 | 0,03 | 0,9 | |||||||||||||
| 0,53 | 0,36 | 0,08 | 0,1 | 0,2 | |||||||||||||
| 0,55 | 0,22 | 0,1 | 0,09 | 0,08 | |||||||||||||

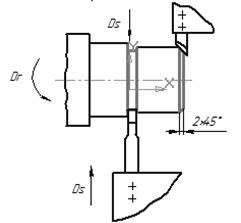
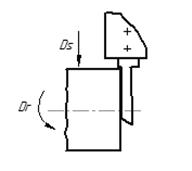
Рисунок 2 – Эскиз обрабатываемых поверхностей заготовки.
Пример расчёта наладки токарно-револьверного станка 1Е140 на обработку детали.
Исходные данные:
 Точение D1: S2=0,3 мм/об
Точение D1: S2=0,3 мм/об
v 2=25 м/мин.
Точение D2: S3=0,22мм/об
v3=30 м/мин.
Точение фаски: S4=0,1 мм/об
v4=31 м/мин.
Точение канавки: S4=0,1 мм/об
v 4=19 м/мин.
Отрезка : S5=0,08 мм/об
v5=27 м/мин.
Расчёт.
1. Разработка плана операции.
Переход 01 – подать пруток до упора и закрепить.
 |
Повернуть револьверную головку.
Переход 02 – точить поверхность Æ31 на длину 43 мм.
 |
Повернуть револьверную головку.
Переход 03 – точить поверхность Æ28 на длину 23 мм.
 |
Повернуть револьверную головку.
Подвести резцы.
Переход 04 – точить фаску 2х450 задним поперечным суппортом и канавку в=4 мм до Æ25 передним поперечным суппортом.
 |
Пауза.
Отвести резцы.
Подвести резец.
Переход 05 – отрезать заготовку в размер 40мм. Вертикальным поперечным суппортом.
 |
Пауза.
Отвести резец.
Определение частот вращений шпинделя.
Переход 02 – точить поверхность Æ31 на длину 43 мм.


По паспорту nд=250 мин -1


Переход 03 – точить поверхность Æ28 на длину 23 мм.

По паспорту nд=320 мин -1


Переход 04 – точить фаску 2х450 и канавку в=4 мм до Æ25.
Фаска:

По паспорту nд=250 мин -1
Канавка:

Принимается наименьшее и корректируется по паспорту станка
nд=220 мин -1


Переход 05 – отрезать заготовку в размер 40мм.

По паспорту nд=250 мин -1

Определение сменных колёс в коробке скоростей станка и сменных шкивов.
За основную частоту вращения шпинделя принимается та, при которой осуществляется наибольшее количество переходов (лучше одну из максимальной). Это так называемая приведённая частота вращения шпинделя.
В данном технологическом процессе лимитирующим переходом, т.е. переходом, определяющим выбор диапазона частот вращения шпинделя автомата является переход 03 – точение поверхности до Æ28 на длине 23 мм.
nприв.= nmax = 320 мин-1
такой диапазон обеспечивается сменными шкивами:
c = 35 мм.
d = 31 мм.
и сменными колёсами:
a = 23
b = 57 / 1. т.7, с.60/
Определение коэффициента приведения.
Т.к. различные переходы осуществляются на разных частотах вращения, то число оборотов вала шпинделя не пропорционально затратам времени на выполнение этих переходов.
Для расчёта наладки определяются приведённые частоты вращения вала шпинделя, пропорциональные затратам времени.
Для других переходов приведённое число оборотов определяют, умножив действительное число на коэффициент приведения.
Коэффициент приведения:




|
из
5.00
|
Обсуждение в статье: ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы