 |
Главная |


Основные части, режущие элементы, геометрические параметрыцилиндрического зенкера
|
из
5.00
|
Отличительными особенностями процесса резания при зенкеровании по сравнению со сверлением (рис. 2.21,а) являются: большее число одновременно работающих зубьев (z = 3…4), обеспечивающее лучшее направление инструмента в отверстии;
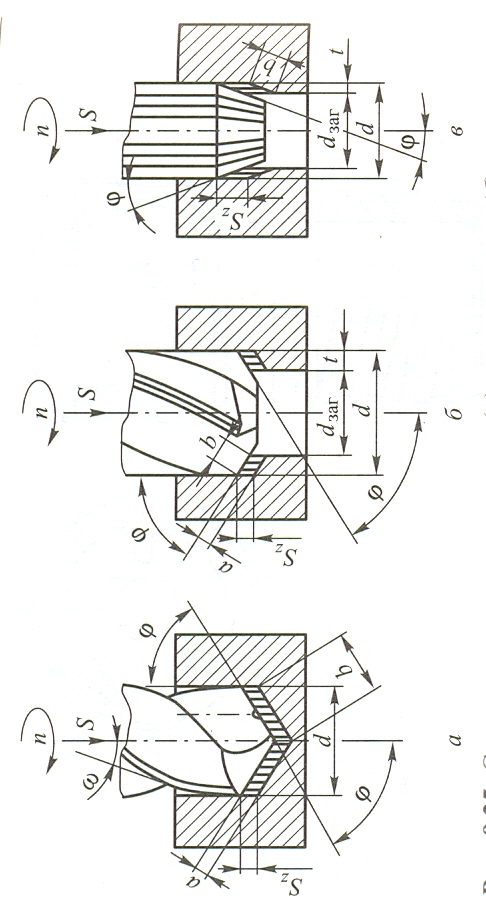
Рис. 2.21. Схемы поцессов сверления (а), зенкерования (б),
и развертывания (в).
Меньшие углы в плане (ф = 45 … 60º), что обусловливает снятие более тонкого срезаемого слоя и при прочих равных условиях, уменьшение нагрузки на единицу длины режущей кромки (рис. 2.22,б)
Меньшие припуски (ф = 0,5 …5мм на сторону) и как следствие меньшая сила резания;
Большая жесткость корпуса инструмента.
Эти особенности обеспечивают получение после зенкерования более точной и менее шероховатой поверхности отверстия, чем при сверлении.
На рисунке 2.22 показаны основные конструктивные и геометрические параметры наиболее распространенного трезубого зенкера.
Режущая (заборная) часть зенкера выполняет основную работу резания. На режущей части, примыкающей к рабочему торцу зенкера, располагаются режущие кромки 1 – 2 (см. рис.2.22, б) всех его режущих зубьев.
Передними поверхностями зубьев зенкеров являются винтовые поверхности канавок, задними – наклонные торцовые поверхности. Последние могут быть заточены по плоскостям или затылованы, как винтовые поверхности.
Каждый зуб зенкера имеет по одному главному и одному вспомогательному лезвию. Главные режущие кромки 1 – 2 главных лезвий на зубьях зенкера образованы пересечением винтовых канавок и задних поверхностей зубьев. Благодаря соответствующему профилю поперечного сечения винтовых канавок обеспечивается прямолинейность главных режущих кромок. Вспомогательными режущими кромками являются винтовые ребра канавок, вдоль которых располагаются ленточки шириной f. Вспомогательные режущие кромки 1 – 3 и расположенные вдоль них вспомогательные лезвия являются направляющей частью зенкера и участвуют в формировании цилиндрической поверхности зенкеруемого отверстия.
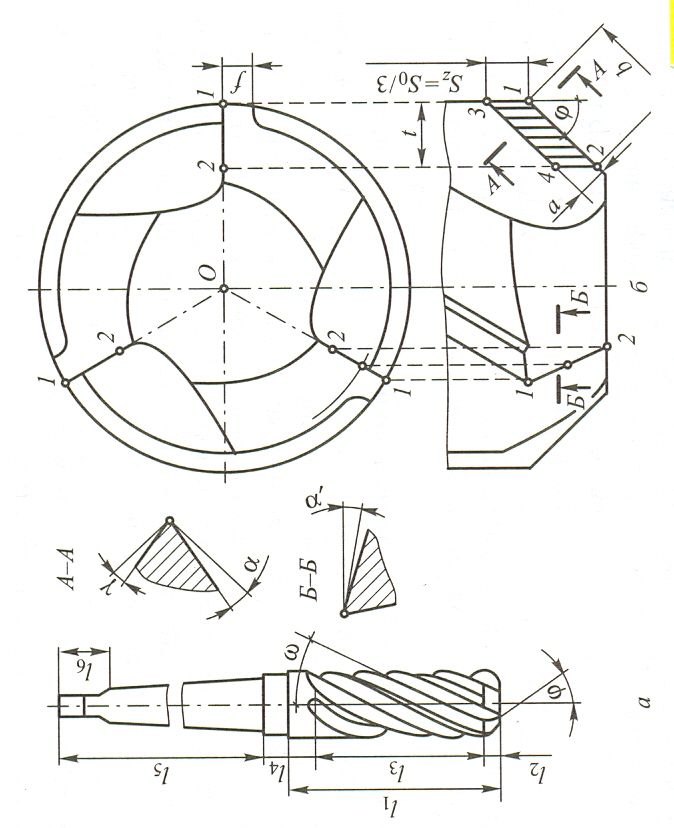
Рис.2.22. Конструктивные (а) и геометрические (б) параметры цилиндрического зенкера.
l1- рабочая часть, l2 режущая часть, l3 направляющая часть, l4 шейка,l5 хвостовик, l6лапка..
Направляющая часть обеспечивает положение зенкера в отверстии благодаря имеющимся ленточкам, придает ему окончательные размеры и требуемую шероховатость обработанной поверхности в результате работы ленточек на длине подачи на зуб (Sz = S0z) в качестве вспомогательной режущей кромки. Ширина ленточки f колеблется в зависимости от диаметра зенкера в пределах 0,8…2мм (чаще f = 1,2…1,3мм).
Уменьшение ширины ленточки вызывает увеличение разбивания отверстия и повышенное изнашивание уголков, чрезмерное повышение интенсивности налипания стружки и как следствие ухудшение шероховатости обработанной поверхности и увеличение износа ленточки. Для повышения стойкости зенкеров, как и при сверлении, в отдельных случаях можно производить подточку ленточки на длине 1,5…2 мм от конца режущей части зенкера. Для снижения трения и налипания металла у зенкера делается обратный конус (1…2º).
При обработке обычных конструкционных сталей и чугунов наибольшее применение получили зенкеры, оснащенные твердым сплавом; быстрорежущие стали используют в основном только для изготовления зенкеров небольших размеров.
Геометрические параметры режущей части зенкера (см. рис.2.22, б) выбирают в зависимости от вида обрабатываемого материала и назначения обработки; определяются они, прежде всего углами заточки главных режущих кромок 1 -2.
Угол в плане φ режущей кромки образуется проекцией главной режущей кромки на осевую плоскость и направлением подачи. Угол φ зенкеров при обработке сталей и чугунов составляет 30…60º. Применение углов в плане ниже указанных значений ведет к возникновению вибраций, выше – к повышенному изнашиванию рабочих поверхностей вследствие увеличения толщины срезаемого слоя.
Передний угол γ измеряется в главной секущей плоскости А – А. Для произвольно взятой точки на режущей кромке зенкера это угол между проекциями на главную секущую плоскость передней поверхности и плоскости, касательной к передней поверхности в этой точке. Значения передних углов при обработке сталей невысокой, средней и высокой твердости рекомендуется выбирать в диапазоне 15…20, 5…12 и 0…5º соответственно, при обработке чугуна – в интервале 5…8º, а алюминия и латуни – 25…30º
Угол наклона винтовой канавки φ у зенкеров составляет в среднем 10…20º, но уменьшается до 0º для зенкеров с режущими пластинками из твердого сплава при обработке твердых и хрупких материалов или увеличивается до 25…30º - при обработке вязких и пластичных материалов.
Задний угол α является переменным и составляет на периферии 6…10º у зенкеров из быстрорежущих сталей и 10…15º у зенкеров с твердосплавными пластинками. К центру эти значения увеличиваются на несколько градусов. У твердосплавных зенкеров заднюю и переднюю, поверхности доводят по ширине до 1,5…2мм. Во всех случаях задний угол делают большим на режущей части, меньшим - на калибрующей части.
Литература [2. стр. 170-184]
Развертки
|
из
5.00
|
Обсуждение в статье: Основные части, режущие элементы, геометрические параметрыцилиндрического зенкера |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы