 |
Главная |


Классификация разверток.
|
из
5.00
|
Основные части, режущие элементы, геометрические параметры развертки.
Развертки – это осевые многолезвийные инструменты, которые используются для чистовой и получистовой обработки отверстий 6…8 квалитетов точности и шероховатости Ra=1,6…1,25
По конструктивно – целевым признакам развертки делятся на следующие типы: машинные и ручные; цельные и сборные; цилиндрические и конические; стальные и твердосплавные; для обработки конструкционных сталей, легких сплавов, труднообрабатываемых материалов.
Развертывание– это технологический способ обработки резанием уже имеющихся отверстий с целью улучшения их точности и качества (до 7-го квалитета прочности и Ra = 0,32 мкм). Отличительными особенностями процесса резания при развертывании, обеспечивающими получение высоких квалитетов точности и шероховатости обработанных поверхностей, являются:
- малый угол в плане φ инструмента, а следовательно небольшие нагрузки на единицу длины режущей кромки (см. рис.2.21, в);
- большое количество режущих кромок инструмента (от 6 до 12), одновременно участвующих в работе;
- малые припуски на обработку (при черновом развертывании 0,15…0,25 мм на сторону, при чистовом – 0,05…0,15 мм);
- крайне малая толщина среза, вследствие чего большое значение в процессе резания при развертывании имеют радиус закругления режущей кромки и процессы трения по задней поверхности;
- надежное направление инструмента и калибровка отверстия в процессе обработки, обеспечиваемые цилиндрической частью развертки;
- высокая жесткость корпуса инструмента.
Основные конструктивные и геометрические элементы цилиндрической развертки показаны на рис. 2.23. Рабочая часть развертки состоит из режущей l1, калибрующей l2 частей и обратного конуса l3. Цилиндрическая часть служит для направления развертки по обработанному отверстию, обратный конус – для снижения трения инструмента и интенсивности налипания на него обрабатываемого металла.

Рис.2.23. Основные конструктивные и геометрические параметры цилиндрической развертки.
Развертки подразделяют: на ручные и машинные, на цилиндрические, конические и ступенчатые, на цельные и с пластинками, которые либо припаивают к корпусу, либо крепят к нему механически.
При выборе диаметра калибрующей части необходимо учитывать разбивку отверстия при его обработке развертками из инструментальных сталей и усадку при обработке развертками, оснащенными твердыми сплавами, а также допуск на износ развертки и ее изготовление.
Литература [2. стр. 185-197]
Расточные инструменты
Расточные инструменты используются для увеличения диаметра отверстий и обеспечивают точность по 5…6 квалитету и шероховатостьRa=0,8 – 1,6. Существуют следующие типы расточных инструментов: стержневые резцы; двухсторонние пластинчатые резцы – блоки; расточные головки для обработки отверстий.
На рисунке 2.24 видно, что схема последовательного снятия припуска расточным резцом зеркально повторяет аналогичную схему при обработке наружной поверхности проходным токарным резцом. Поперечное сечение срезаемого слоя в обоих случаях формируется в соответствии с подачей режущего инструмента за один оборот детали Sо, главным углом в плане ф резца и глубиной резания l.
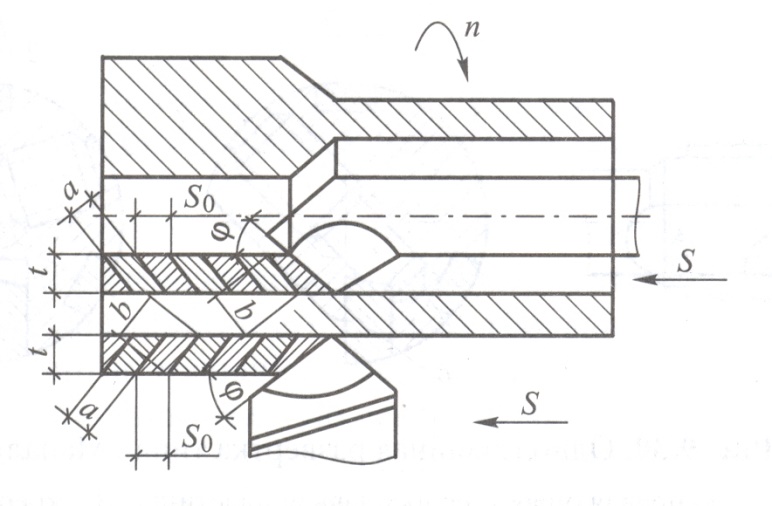
Рис. 2.24. Схема процессов растачивания и обтачивания.
Общим для наружного точения и растачивания является:
определение всех геометрических параметров режущей части;
условия формирования срезаемой стружки и образования новых поверхностей на заготовке и стружке;
параметры и факторы, регламентирующие режимы резания.
К особенностям растачивания можно отнести:
- усложненные условия отвода сливной стружки (особенно при обработке глубоких отверстий);
- влияние диаметра и глубины растачиваемых отверстий на жесткость резца или борштанги с одним расточным резцом и как следствие на выбор глубины резания для обеспечения требуемой точности обработки.
Для повышения точности и качества обработки внутренних поверхностей используют более жесткие расточные оправки (рис. 2.25). Расточную оправку круглого сечения устанавливают в направляющих втулках специального приспособления. В оправке диаметрально один против другого закрепляют два резца таким образом, чтобы их вершины находились на концентричной с оправкой окружности, а главные режущие кромки лежали в одной плоскости, перпендикулярной оси оправки. При таком расположении главных режущих кромок на обоих резцах главный угол в плане ф = 90º, что существенно снижает радиальную составляющую силу резания и поперечный изгиб оправки.
Каждый из симметрично расположенных резцов удаляет срезаемый слой толщиной Sо/2, т.е. работа резания между резцами распределяется поровну, а следовательно, они подвергаются меньшей нагрузке и их режущие кромки меньше изнашиваются. Отсюда стойкость двухрезцовой расточной оправки больше стойкости расточного резца.Таким образом, при равной стойкости расточная двухрезцовая оправка позволяет добиться большей производительности обработки в результате увеличения скорости резания и подачи, чем расточной резец.

Рис. 2.25. Схема снятия припуска расточной оправкой
Литература [2. стр. 198-201
|
из
5.00
|
Обсуждение в статье: Классификация разверток. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы