 |
Главная |


Накатывание наружной резьбы
|
из
5.00
|
Накатывание наружной резьбы осуществляют путем пластического деформирования обрабатываемого материала. В результате в поверхностном слое происходят изменения, благоприятно сказывающиеся в большинстве случаев на эксплуатационных свойствах обработанных поверхностей. Так, по сравнению с нарезанными у накатанных резьбовых поверхностей в 1,5 – 2 раза возрастает поверхностная микротвердость, увеличивается статистическая прочность на разрыв, Положительный эффект при накатывании обусловлен созданием внутренних остаточных напряжений сжатия и улучшением структуры материала.
Основные схемы накатывания наружной резьбы, используемые в машиностроении, показаны на рис. 7.5.
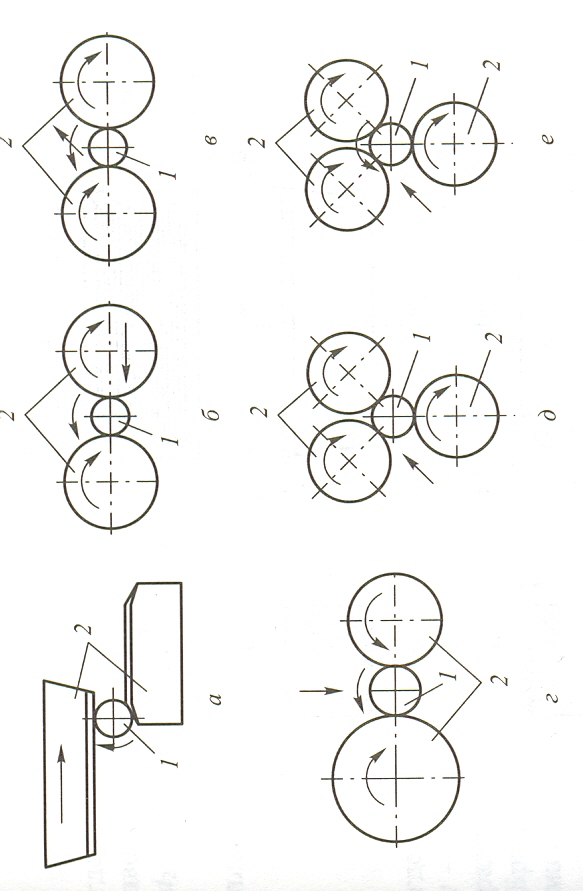
Рис.7.5. Основные схемы накатывания наружной резьбы:
а- плоскими плашками, б – роликами с радиальной подачей ролика, в – роликами с осевой подачей накатываемой заготовки, г – роликами с тангенциальной подачей накатываемой заготовки, д – тремя роликами с осевой подачей накатываемой заготовки, е – тремя роликами с радиальной подачей роликов, 1 – заготовка, 2 – резьбонакатной инструмент.
Резьбонакатные ролики
Применяют для получения метрических резьб диаметром от 3 до 68мм. Накатывание проводят на резьбонакатных станках комплектом резьбонакатных роликов, состоящим из двух штук. Оси роликов параллельны оси накатываемой заготовки, которая свободно вращается и перемещается в радиальном направлении одним из роликов.
Для получения правых резьб резьбу на роликах выполняют левой многозаходной, а для левых резьб – правой многозаходной. Число заходов колеблется от 2 до 52; большее число заходов соответствует меньшим диаметрам резьб и меньшим шагам. Основные параметры ролика приведены на рис.7.6.
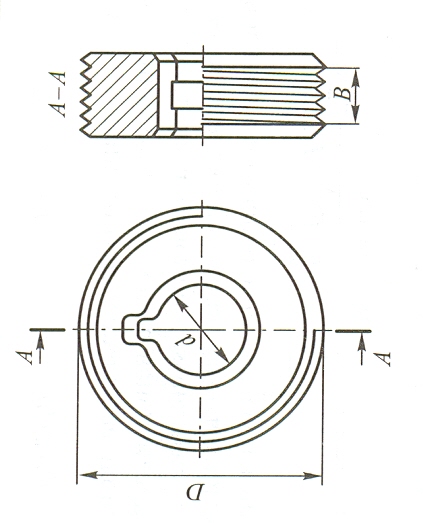
Рис.7.6. Резьбонакатной ролик.
Для накатывания резьбы на заготовках твердостью 160…200 HB ролики производят из инструментальных легированных сталей марок X12M, X6BФ1, а на заготовках с 370…400 HB – из стали 6X6B3МФ
Резьбонакатные плащки
Накатывание плоскими плашками (рис. 7.7) применяют для получения крепежных резьб диаметром до 35 мм. Накатывание осуществляют на резьбонакатных станках и автоматах. Плашки работают в комплекте из двух штук, одна из которых неподвижна, а другая совершает возвратно – поступательное движение. Направление угла подъема резьбовых гребней на плашках противоположно направлению накатываемой ими резьбы.
Размеры плашек для накатывания резьбы диаметром от 1,6 до 27мм регламентированы ГОСТ 2248-80. Размеры плашек других типоразмеров зависят от оборудования и определяются индивидуально в каждом конкретном случае.
Плоские плашки при накатывании резьб на изделиях из металлов с σв≤ 600 МПа изготовляют из сталей X12М, X6ВФ, X12Ф1, ас 600 <σв< 850 МПа – из стали 6 X6В3МФС. Твердость резьбонакатных плашек составляет 57…60 HRC.
Плоскими плашками получают резьбы 6-й степени точности по ГОСТ 16093-81.
Основным элементом, определяющим процесс формирования резьбы при накатывании плашками, является заборная часть, которая формирует резьбовой профиль.
На подвижной плашке (рис. 7.7,а) для резьб с шагом до 1мм нитки резьбы по всей длине фрезеруют параллельно основанию; для резьб с шагом 1мм и более заборную часть шлифуют под углом φ = 7…21.
На неподвижной плашке (рис. 7.7,б) нитки на заборной части фрезеруют по всему профилю под углами β = 3° и φ = 0 для получения резьб с шагом до 1мм под углами β = 5° и φ = 7…22° для резьб с шагом более 1мм.
С целью лучшего захвата заготовок на заборной части плашек l, начиная с шага резьбы 1,25мм, делают поперечные канавки с шагом 3…4мм и глубиной 0,3…0,4мм.
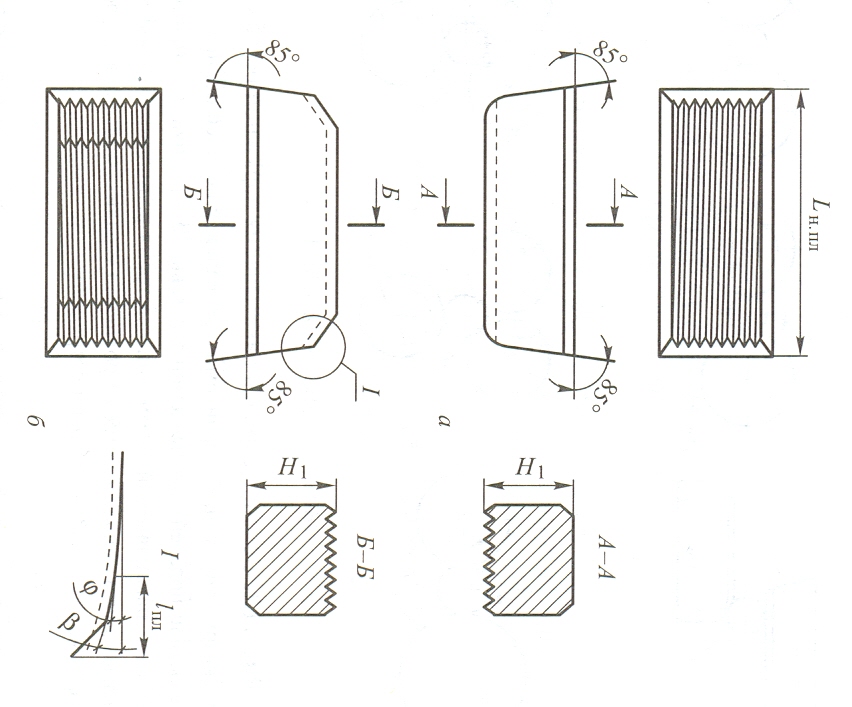
Рис.7.7. Подвижная (а) и неподвижная (б) резьбонакатные плашки.
Литература [2. стр. 371-398]
|
из
5.00
|
Обсуждение в статье: Накатывание наружной резьбы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы