 |
Главная |


Выбор технологических баз.
|
из
5.00
|
Далее мы должны выбрать технологические базы.
Рациональный выбор технологических баз определяет точность размеров, получаемых при обработке, выбор режущих и измерительных инструментов, выбор станочных приспособлений.
Обоснуем выбор черновых и чистовых баз для обработки всех поверхностей детали, полагаясь на следующие принципы:
- постоянства баз;
- принцип совмещения;
- принципы кратчайших путей.
Принцип постоянства баз заключается в том, что на основных операциях технологического процесса следует использовать одни и те же поверхности в качестве базовых. Для нашей детали - принцип совмещения баз предусматривает, чтобы в качестве технологической базы, по возможности использовать поверхность, являющуюся измерительной базой или конструкторской.
Принцип кратчайших путей, заключается в том, что в качестве технологических баз принимают те поверхности, которые необходимо связать с обрабатываемой поверхностью кратчайшей размерной цепью.
Базы для окончательной обработки должны иметь наибольшую точность размеров и геометрические формы, а также наименьшую шероховатость поверхности. Они не должны деформироваться под действием сил резания, зажима и собственной массы.
Также выбранные технологические базы должны совместно с зажимными устройствами обеспечивать надежное, прочное крепление детали и неизменность ее положения во время обработки.
Принятые базы и метод базирования должны определять более простую и надежную конструкцию приспособления, удобство установки и снятия обрабатываемой детали.
Выбор баз технологической обработкикоромысла представлен в рисунках 3.3 и 3.4.
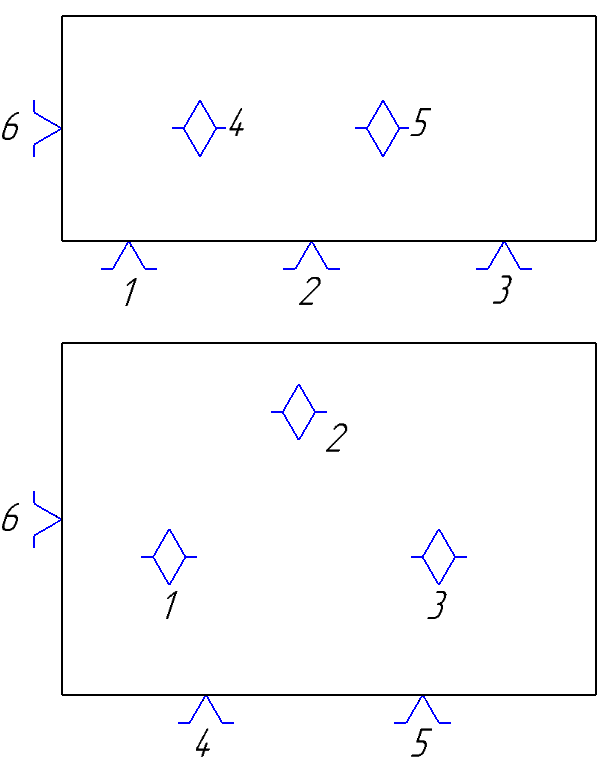
Рис. 3.2 Комплект баз на Установе А.
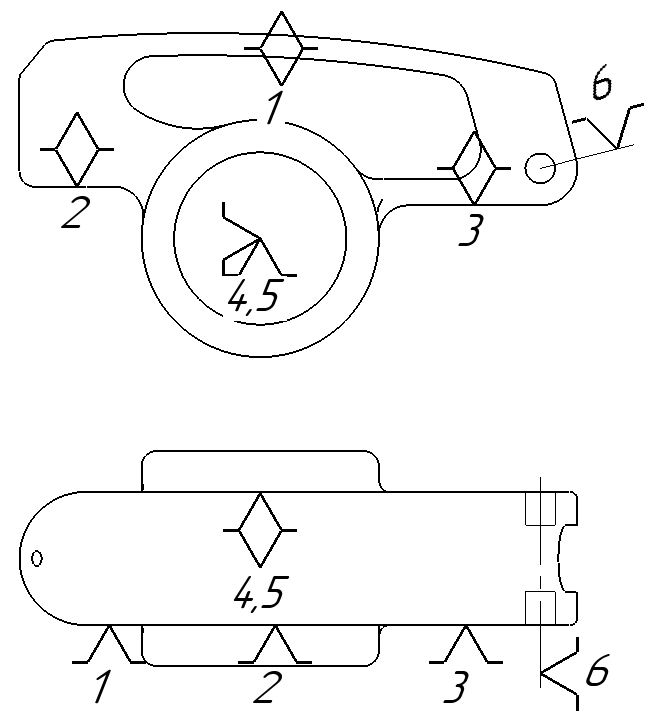
Рис. 3.4 Комплект баз на Установах Б, В, Г.
Определение последовательности обработки поверхностей заготовкииз проката.
Маршрут обработки коромысла выглядит следующим образом:
Установ А
1. Торцевать(поверхность 1)
2. Фрезеровать контур (поверхности: 21, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16)
3. Фрезеровать (поверхность 19)
4. Сверлить отверстие (поверхности 17, 18) на глубину плиты
5. Фрезеровать карман (поверхности: 22, 24, 26, 28, 30, 32, 34, 36, 38)
6. Фрезеровать карман (поверхности: 40, 41, 42, 43, 44, 45)
7. Сверлить отверстия (поверхности: 46, 47, 48)
8. Сверлить отверстие (поверхности: 49, 51)
9. Расточить отверстие (поверхность 50)
10. Фрезеровать ”сквозной” карман (поверхность 52)
11. Снять фаску (поверхность 53)
Установ Б
1. Торцевать (поверхность 2)
2. Фрезеровать контур (поверхности: 21, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16)
3. Фрезеровать (поверхность 20)
4. Фрезеровать карман (поверхности: 23, 25, 27, 28, 29, 31, 33, 35, 37, 39)
5. Снять фаску (поверхность 54)
Определение последовательности обработки поверхностей заготовки,полученной литьём.
Маршрут обработки коромысла выглядит следующим образом:
Установ В
1. Торцевать (поверхность 1)
2. Обработка отверстия (поверхность 52)
3. Снять фаску (поверхность 53)
4. Сверлить отверстие (поверхности 17)
5. Сверлить отверстие (поверхности: 49, 51)
6. Расточить отверстие (поверхность 50)
Установ Г
1. Торцевать (поверхность 2)
2. Снять фаску (поверхность 54)
3. Сверлить отверстие (поверхности 18)
4.
Выбор оборудования, режущего инструмента, измерительных средств, приспособлений.
Выбор оборудования.
Для заготовительной операции будем применять Вертикально-фрезерный центр портального типа Haas GR-712
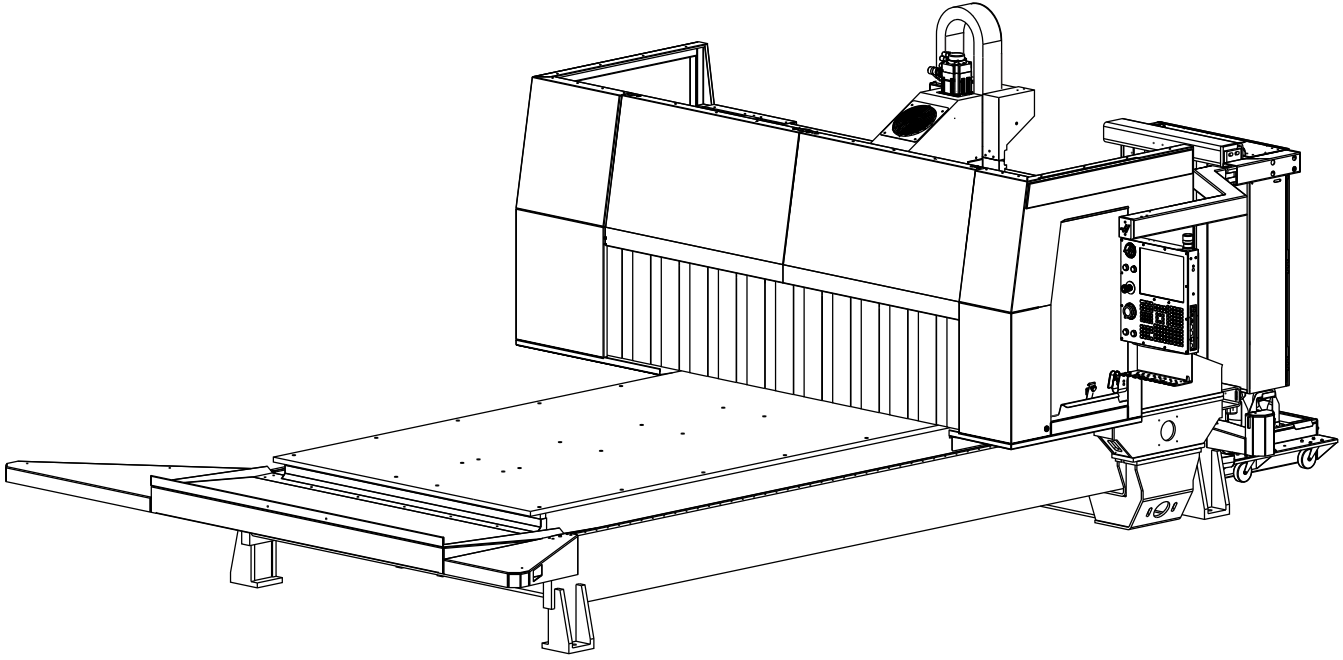
Рис.3.5 Фрезерный центр портального типа Haas GR-712.
| Технические характеристики Haas GR-712. Таблица 3.2 | |||
| Макс. перемещение по оси X, мм | Макс. крутящий момент, кН | ||
| Макс. перемещение по оси Y, мм | Макс. осевое усилие, кН | 11,2 | |
| Макс. перемещение по оси Z, мм | Макс. скорость холостых подач, м/мин | 53,3 | |
| Максимальное расстояние от стола до торца шпинделя, мм | Макс. рабочие подачи по осям XYZ, м/мин | 20,3 | |
| Минимальное расстояние от стола до торца шпинделя, мм | Кол-во позиций в автоматическом сменщике инструмента, шт | ||
| Длина стола, мм | Макс. диаметр инструмента (при занятых соседних позициях), мм | ||
| Ширина стола, мм | Макс. масса инструмента, кг | 5,4 | |
| Расстояние между колоннами, мм | Время смены инструмента (среднее), сек | 5,7 | |
| Макс. нагрузка на стол (равном. распределенная), кг | Точность позиционирования, мм | ±0,05 | |
| Размер конуса шпинделя | Повторяемость, мм | ±0,025 | |
| Максимальная частота вращения шпинделя, об/мин | Объем бака СОЖ, л | 360* | |
| Ширина Т-образных пазов, мм | 11,2 |
Для обработки детали-коромысло будем применять универсальный обрабатывающий центр Haas UMC-750 для 3+2 и одновременной 5-осевой обработки.
Haas UMC-750 предлагает перемещения по оси 762×559×508 мм и интегрированный двухосевой поворотный стол. Станок оснащен несильно нагреваемым шпинделем с прямым приводом с размером конуса ISO 40 (частота вращения 8100 или 12000 об/мин) и стандартно комплектуется боковым устройством смены инструмента на 40+1 гнездо. Поворотный стол устанавливает детали практически под любым углом для 5-сторонней (3+2) обработки или обеспечивает полное одновременное движение по 5 осям для контурной или сложной обработки. Станок обеспечивает наклон от +35 до -110 градусов и поворот на 360 градусов для создания необходимого зазора инструмента и предоставления возможности работы с большими деталями.
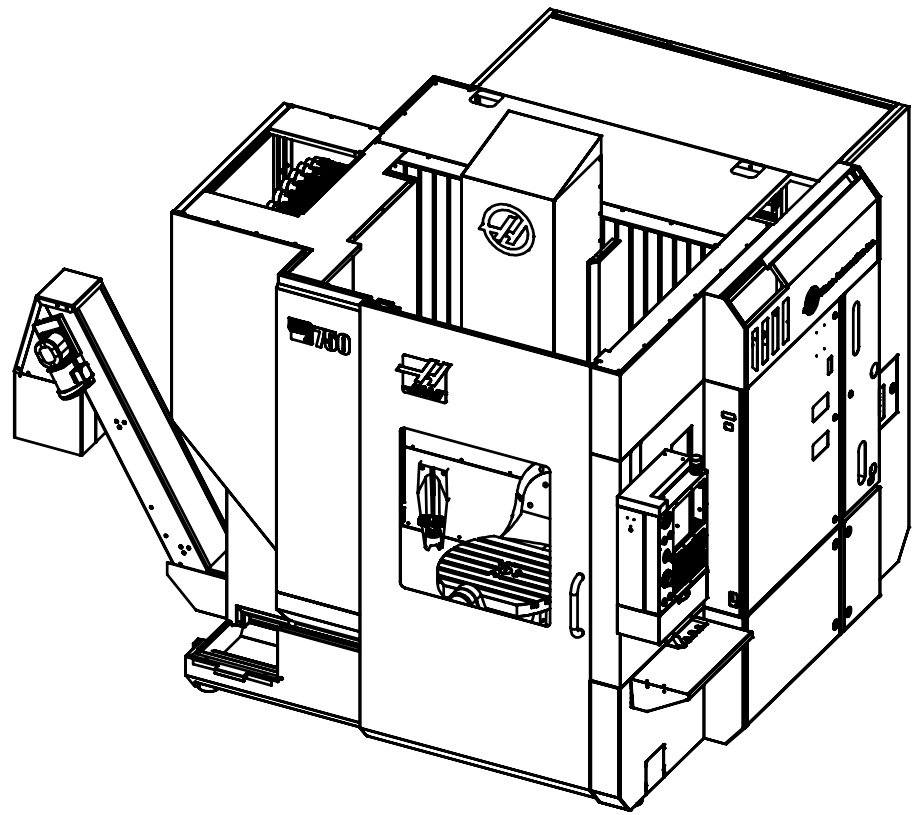
Рис.3.6 Универсальный обрабатывающий центр Haas UMC-750.
| Технические характеристики Haas UMC-750. Таблица 3.3 | |||
| Макс. перемещение по оси X, мм | Максимальная частота вращения шпинделя, об/мин | ||
| Макс. перемещение по оси Y, мм | Макс. мощность шпинделя, кВт | 22,4 | |
| Макс. перемещение по оси Z, мм | Макс. крутящий момент, кН | ||
| Вращение наклонной оси, град | от +110 до –35 | Макс. осевое усилие, кН | 15,1 |
| Вращение поворотной оси, град | Макс. скорость холостых подач, м/мин | 30,5 | |
| Максимальное расстояние от стола до торца шпинделя, мм | Макс. рабочие подачи по осям, м/мин | 16,5 | |
| Минимальное расстояние от стола до торца шпинделя, мм | Макс. скорость вращения наклонной и поворотной осей, град/сек | ||
| Длина рабочего стола, мм | Кол-во позиций в автоматическом сменщике инструмента, шт | 40+1 | |
| Ширина рабочего стола, мм | Макс. диаметр инструмента (при занятых соседних позициях), мм | ||
| Диаметр планшайбы, мм | — | Макс. масса инструмента, кг | 5,4 |
| Макс. нагрузка на планшайбу, кг | Время смены инструмента (среднее), сек | 2,8 | |
| Ширина Т-образных пазов, мм | Точность позиционирования, мм | ±0,0050 | |
| Расстояние между Т-образными пазами, мм | Повторяемость, мм | ±0,0025 | |
| Размер конуса шпинделя | Объем бака СОЖ, л |
|
из
5.00
|
Обсуждение в статье: Выбор технологических баз. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы