 |
Главная |


Режимы обработки материалов на машинах
|
из
5.00
|
На основание выбранных материалов и оборудования для проектируемых моделей формы для младших школьников составляются режимы обработки на машинах (таблица № 4).
Таблица № 4. Режимы обработки материалов на машинах
| Наименование материалов | Класс машины | Номер иглы | Толщина швейных ниток, текс | Ширина шва, мм | Количество стежков в см |
| Материал верха | 1022‑М «Орша» | 0203 – № 100 | 43,6 | 10 | 4–5 |
| 51–2845 «Агат» | АZ 8032 Н – № 13 | 43,6 | 9,5 | 4 | |
| Подкладочный материал | 97‑А «Орша» | 0052–02 – № 75 | 40 | 10 | 4–5 |
Режимы влажно-тепловой обработки
В соответствии с выбранными материалами для моделей формы для младших школьников выбираются режимы влажно-тепловой обработки (Таблица № 5).
Таблица № 5. Режимы влажно-тепловой обработки
| Узел обработки | Вид материала | Марка оборудования | Температура гладильной поверхности пресса | Время выдержки пресса, с | Давление пресса, кг/см2 | Увлажнение, % |
| Заутюживание швов, Приутюживание изделий | Материал верха | Cs -371 | 160 | 15 | 3*104 Па | 20 |
| Приутюживание подкладки | Подкладочный материал | Cs -371 | 145 | 10 | 3*104 Па | 20 |
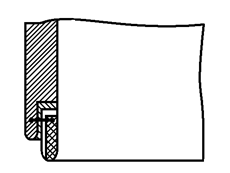
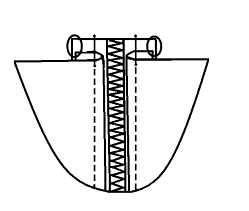
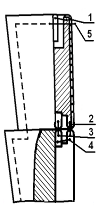
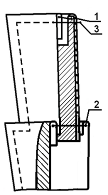
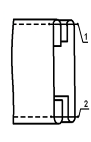
Схемы методов обработки узлов, с учетом выбранного оборудования
|
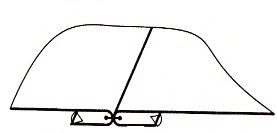
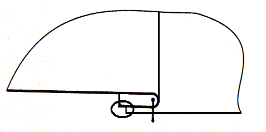
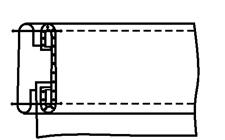
Рисунок 8 Основной шов соединения деталей в моделях: А, Б, В, Г, Д. |
Рисунок 9 Основной шов соединения деталей в моделях: А, Б, В, Г, Д. | ||
|
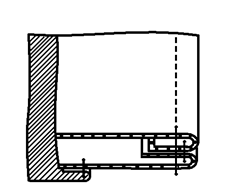
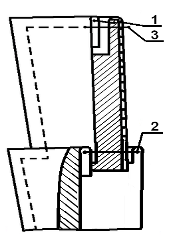
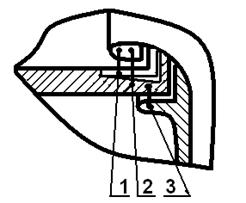
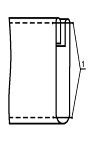
Рисунок 10 Обработка борта в моделях: А, Б, В, Г, Д. |
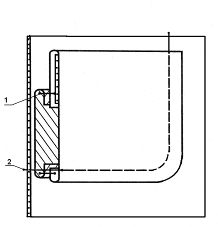
Рисунок 11 Обработка воротника в моделях: А, Б, В, Г, Д. | ||
|
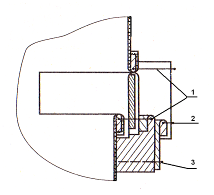
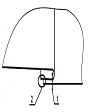
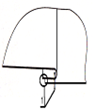
Рисунок 12 Втачивание рукава в пройму в моделях: А, Б, В, Г, Д. |
Рисунок 13 Обработка притачного пояса в моделях: Б, В, Г, Д. | ||
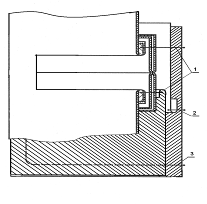 Рисунок 14
Обработка кармана в рамку в модели В.
Рисунок 14
Обработка кармана в рамку в модели В.
|
Рисунок 15 Обработка кармана с листочкой в модели Б. | ||
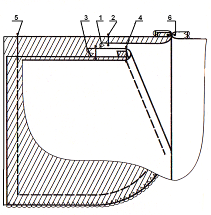 Рисунок 16
Обработка боковых кармана в брюках, в моделях: В и Д.
Рисунок 16
Обработка боковых кармана в брюках, в моделях: В и Д.
|
Рисунок 17 Обработка накладного кармана в моделях: А, Г, Д. | ||
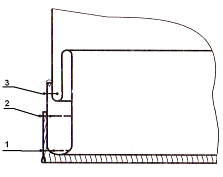 Рисунок 18
Обработка манжеты брюк в модели Д.
Рисунок 18
Обработка манжеты брюк в модели Д.
|
Рисунок 19 Обработка низа жакета и низа рукавов в моделях: А, Б, В, Г, Д. | ||
|
Рисунок 20 Обработка тесьмы-молнии в поясных изделиях, в моделях: А, Б, В, Г, Д. | 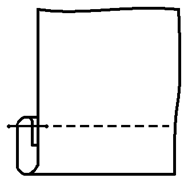 Рисунок 21
Обработка низа в поясных изделиях в моделях: Б, В, Г, Д.
Рисунок 21
Обработка низа в поясных изделиях в моделях: Б, В, Г, Д.
| ||
Эффективность выбранных методов обработки
Эффективность методов обработки определяется путем обработки однородных узлов разными методами и на различном оборудование. Расчет производительности труда (РПТ) определяется по формуле:
РПТ=Тд-Тпр / Тпр*100 %,
где Тд – действующая норма времени на выполнение операции, с
Тпр – проектируемая норма времени на выполнение операции, с.
Данные расчеты для проектируемых моделей помещены в таблице № 6.
Таблица № 6. Таблица эффективности методов обработки
Методы обработки
Экономия
Действующий
Проектируемый
Наименование операции
Время выполнения
Оборудование
№ п.п
Время выполнения
Оборудование
Вре-мени
1. Обтачивание верхнего воротника нижним.
2. Втачивание нижнего воротника в горловину.
3. Втачивание верхнего воротника.
4. Зекрепление срезов втачивания воротника
5. Прокладывание отделочной
30
90
90
70
120
1022‑М
1022‑М
1022‑М
1022‑М
1022‑М
1.
 1. Обтачивание верхнего воротника нижним.
2. Втачивание верхнего и нижнего воротника с обновременным втачиванием подкладки.
3. Прокладывание отделочной строчки.
1. Обтачивание верхнего воротника нижним.
2. Втачивание верхнего и нижнего воротника с обновременным втачиванием подкладки.
3. Прокладывание отделочной строчки.
30
90
120
1022‑М
1022‑М
1022‑М
160
строчки.
Итого:
400
240
РПТ=400–240/240*100 %=66 %
2.
1. Застрачивание верхнего среза брители.
2. Застрачивание нижнего среза брители.
Итого:
80
80
160
1. Застрачивание среза брители с одновременным прокладыванием отделочной строчки.
Итого:
80
80
80
Время, рабочая сила, электроэнергия
РПТ=160–80/80*100 %=50 %
3
1. Стачивание боковых срезов брюк.
2. Обметывание боковых срезов брюк.
Итого:
45
45
90
1. Стачивание боковых срезов брюк с одновременным обметыванием.
Итого:
45
45
45
Время, рабочая сила, электроэнергия
РПТ=90–45/45*100 %=50 %
