 |
Главная |


Прокат Штамповка на ГКМ
|
из
5.00
|


Себестоимость изготовления заготовок Sзаг определяем по формулам 6 и 7 стр. 31-48 [ 2 ].
Для заготовки из проката:

Q – масса заготовки, кг; Q =16,34 кг;
S – цена 1 кг материала заготовки, руб.; S = 0,134 руб.;
q – масса готовой детали, кг; q = 4,65 кг;
Sотх – цена 1 тонны отходов, руб.; Sотх = 29,8 руб.;

Для штамповки на ГКМ:

где:Ci – базовая стоимость 1 тонны заготовок, руб; Ci = 315 руб.
КТ, КС, КВ, КМ, КП – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
КТ = 0,9; КС = 1,15; КВ = 0,89; КМ = 1,18; КП = 1,0;
Q = 7,54 кг; q = 4,65 кг; Sотх = 29,8 кг

Рассчитаем затраты на дополнительную механическую обработку проката по отношению к отливке в кокиль.
Число ходов определим по формуле:
 .
.

Определим основное время:
Черновое точение:








Сверление отверстия:

Рассверливание отверстия:

Отрезание:

Будем считать, что точение выполняется на токарно-револьверном станке (1341), тогда j = 1,98.
Определим штучно-калькуляционное время:

Определяем технологическую себестоимость операций:

где: Спз – приведенные затраты на рабочем месте, коп/час;

где:  – основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
– основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
 – коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке;
– коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке;
 – часовые затраты по эксплуатации рабочего места, коп/час;
– часовые затраты по эксплуатации рабочего места, коп/час;
 – нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения
– нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения  ;
;
 – удельные часовые капитальные вложения в станок, коп/час;
– удельные часовые капитальные вложения в станок, коп/час;
 – удельные часовые капитальные вложения в здание, коп/час.
– удельные часовые капитальные вложения в здание, коп/час.

где:  – принятое число станков на операции.
– принятое число станков на операции.






где:  – производственная площадь, занимаемая станком, с учетом проходов, м2;
– производственная площадь, занимаемая станком, с учетом проходов, м2;
 – производственная площадь, занимаемая станком, м2;
– производственная площадь, занимаемая станком, м2;
 – коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.).
– коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.).



Определение полной себестоимости заготовки из проката:

Экономический эффект изготовления заготовки:

Таблица 11 Сравнительная таблица для выбора заготовки
| Вид заготовки | Масса заготовки Q, кг | КИМ | Себестоимость изготовления, руб | Экономический эффект (по отношению к прокату), руб |
| Прокат | 16,34 | 0,29 | 2,86 | ‑ |
| Штамповка на ГКМ | 7,54 | 0,62 | 2,5 | 5760 |
Вывод:проанализировав два варианта метода получения заготовки, принимаем штамповку на ГКМ, так как этот метод более эффективен с экономической точки зрения.

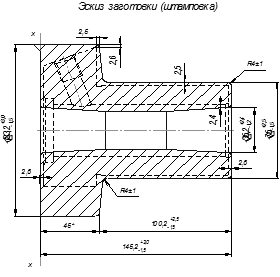
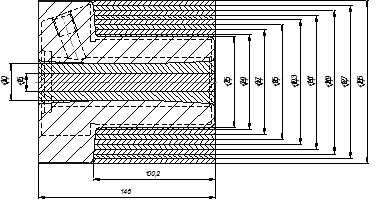
Рис. 1
|
из
5.00
|
Обсуждение в статье: Прокат Штамповка на ГКМ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы