 |
Главная |


Материал конструкции, характеристика свариваемости
|
из
5.00
|
Оглавление
Введение. 2
1. Назначение и конструкция. 4
2. Материал конструкции, характеристика свариваемости. 5
3. Маршрутная технология изготовления конструкции. 9
4. Выбор способов сварки конструкции. 9
5. Выбор типа сварных швов. 14
6. Сварочные материалы.. 15
7. Сборочное и сварочное оборудование. 18
8. Технологический процесс сборки-сварки конструкции. 26
9. Выбор методов контроля в процессе изготовления конструкции. 35
Заключение……………………………………………………………………….41
Список использованной литературы.. 42
Введение
Целью выполнения данной работы является разработка технологического процесса изготовления резервуара из аустенитной стали , предназначенного для хранения кислотосодержащиеся жидкости с плотностью до 1400 кг/м3. В процессе выполнения, перед нами возникают следующие задачи:
- определить назначение конструкции;
- рассмотреть деталировку конструкции изучить материалы, из которых изготовлены детали;
- разработать технология подготовки поверхностей под сварку;
- разработать технология сборки конструкции;
- разработать технологию сварки конструкции и назначить режимы ее выполнения;
- разработать технологию контроля качества сварных соединений;
- подобрать необходимое оборудование, приспособления и инструменты.
Решение вышеуказанных задач в полной мере служат достижению поставленной цели.
Назначение и конструкция
Свариваемая конструкция (рис. 1) является цистерной для хранения кислотосодержащих жидкостей с плотностью до 1400 кг/м3. Данная цистерна выполняется из аустенитной стали. Основываясь на приобретенном ранее опыте применения подобных конструкций, применим листы металла толщиной 8 мм.
Таким образом, можно изготовить обечайку цистерны из 6 листов (4 листа 2500х4239 и 2 листа 2000х4239), а днища – из 2 листов 1578х1578, согласно ГОСТ 19903-2015.
Заливную горловину изготовим из 2 листов 600х942, а фланец – из листа толщиной 30 мм и габаритами 1000х1000 мм.
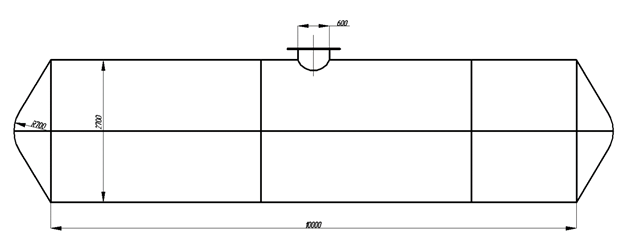
Рисунок 1. Цистерна.
Сварное соединение должно сохранять необходимую и достаточную прочность, выносливость и устойчивость в условиях эксплуатации в течение всего срока эксплуатации изделия. Прочность сварного соединения зависит от механических свойств металла шва и околошовной зоны; от конфигурации шва и его размеров; от наличия и характера дефектов в сварном шве; от стойкости к хрупким и коррозионным разрушениям.
Качество сварных швов (их размеры, форма и глубина проплавления металла) зависят от точности соблюдения заданных размеров конструктивных элементов, подготовки кромок в собранном соединении под сварку.
Свариваемая цистерна обладает прямолинейными поверхностями, что позволяет использовать механизированную сварку.
Материал конструкции, характеристика свариваемости
Для изготовления используется легированная коррозионностойкая конструкционная сталь 12Х18Н10Т. Данная сталь относится к хромоникелевым сталям аустенитного класса.
Химический состав стали марки 12Х18Н10Т по ГОСТ 5632 – 2014 приведен в табл. 1.
Таблица 1 - Химический состав стали 12Х18Н10Т по ГОСТ 5632 – 2014
| Массовая доля элементов, % не более | |||||||
| Углерод | Кремний | Марганец | Хром | Никель | Титан | Сера | Фосфор |
| Не более 0,12 | Не более 0,80 | Не более 2,00 | 17,00-19,00 | 9,00-11,00 | 5С-0,80 | 0,020 | до 0,040 |
Механические свойства листового проката и труб из стали 12Х18Н10Т должны соответствовать требованиям таблицы 2.
Таблица 2 - Механические свойства стали 12Х18Н10Т.
| Состояние поставки | σт, МПа | σв, МПа | δ5, % |
| Лист горячекатанный | 215 | 530 | 38 |
Свариваемость
Сталь 12Х18Н10Т сваривается всеми способами без ограничений.
Однако следует учитывать, что аустенитные стали склонны к образованию кристаллизационных трещин при варке. Это объясняется следующими факторами:
- однофазной структурой шва, которая способствует беспрепятственному росту кристаллов и снижению пластичности;
- увеличенной литейной усадкой расплавленного металла шва, что вызвано повышенным коэффициентом линейного расширения;
- значительными растягивающими напряжениями, которые связаны с неравномерным нагревом металла, вызванным пониженной теплопроводностью стали;
- многокомпонентным легированием, которое увеличивает вероятность попутного попадания в шов элементов, способствующих образованию эвтектик (S; P; Pb; Zn и др.).
Кроме того, возможна потеря антикоррозионных свойств сварными швами. Это может произойти в результате образования карбида хрома Cr23C6.
Основные методы для борьбы с кристаллизационными трещинами:
- Создание в шве двухфазной аустенитно-ферритной структуры.
- Ограничение в основном и наплавленном металле вредных (сера, фосфор) примесей, а также газов кислорода и водорода.
- Регулирование процесса кристаллизации шва, для чего необходимо правильно выбирать форму шва, что влияет на направление роста кристаллов, а при автоматической сварке - поперечные колебания проволоки, что изменяет схему кристаллизации и уменьшает вероятность трещин.
- Уменьшение силового фактора (растягивающих напряжений), возникающих в результате термического цикла сварки.
Для недопущения потери антикоррозионных свойств следует:
- уменьшать содержания углерода в основном металле и металле шва до 0,02-0,03%, что предотвращает образование карбидов хрома;
- дополнительное легировать шов титаном, ниобием, ванадием за счёт большего содержания этих элементов в сварочной проволоке и электродах, чем в стали;
- применять высокие скорости охлаждения швов в интервале температур 600-800° С, при которых происходит интенсивное образование карбидов хрома;
- термообработка – закалка или отжиг, так как при температуре Т>800°С карбиды хрома растворяются.
|
из
5.00
|
Обсуждение в статье: Материал конструкции, характеристика свариваемости |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы