 |
Главная |


Режимы сглаживания траекторий в станках с ЧПУ
|
из
5.00
|
Режим G60
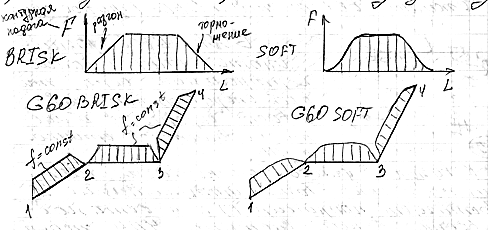
Модальное слово BRISK уустанавливает , что разгоны и торможения будут происходить линейно. Модальное слово SOFT устанавливает ,что разгоны и торможения будут происходить по параболическому закону.
Режим G60 является малопроизводительным ,он требуется обычно для точного выполнения углов . В этом режиме есть подварианты.
1) Режим G603-старт по новому участку траектории , сразу же после конца интерполяции по старому участку.
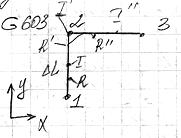
Интерполяция указывает желаемое положение инструмента или детали , Фактическое положение всегда демонстрирует некоторое запаздывание . Поэтому ЧПУ фактически приказывает Х работать ,когда ещё не закончились перемещения по У. В результате угол в точке 2 будет незавершенный . Это допустимо при отсутствии требований к точности углов.
2) Режимы G601(fine,точное окно) G602(coarse,грубое окно)
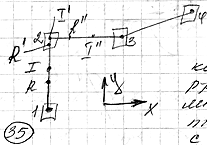
Различаются лишь размерами контрольного окна , эти размеры оператор устанавливает заранее в области параметров станка с ЧПУ.К каждой угловой точке невидимо приписано окно . Точка интерполяции I достигает например точки 2 и останавливается в ней . Система ЧПУ ждет ,покуда точка реального положения R не войдет в окно с любого направления , об этом сообщат датчики обратной связи станка . Затем интерполяция возобновится , точка 3 идет по участку 2-3, следовательно ,точность исполняемого угла задается размерами окна . Чем меньше окно ,тем точнее, но дольше ожидание и ниже производительность. Если угловую точку нужно посетить предельно точно , то применяют команду именно G60 .указывая после кадра перемещений или выдержку по времени G4 , или же какое-то дополнительное действие ,например сверление отверстий.
Режим G 64-непрерывный проход по контуру
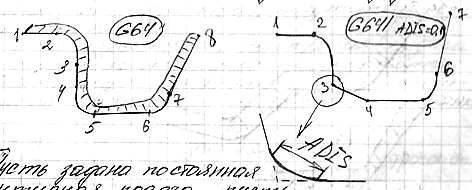
Пусть задана постоянная контурная подача ,пусть имеется гладкий контур ,который нужно пройти ,например он состоит из касательных друг другу дуг и отрезков прямых. По командеG64 производится плавный старт в точку 1 и плавное торможение в точке 8 , в остальном контуре скорость остается постоянной по всей длине обработки , обеспечивается производительность и плавность по всей длине движения инструмента .
Контур непрерывной обработки может содержать углы ,их обязательно нужно сгладить ,иначе теряется смысл в непрерывности движения.
Для сглаживания углов берем G641 и указываем параметр ADIS.
ADIS определяет радиус сглаживания .Оно происходит автоматически и не требует дополнительного программирования ,чем больше ADIS ,тем меньшеперегрузки станка на закруглениях.
|
из
5.00
|
Обсуждение в статье: Режимы сглаживания траекторий в станках с ЧПУ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы