 |
Главная |


Глава 3. Расчетная часть
|
из
5.00
|
С помощью пакета программ ChemCad проверяем аналитические расчеты и зависимости.
Эта программа, как и множество других, с успехом используется для решения многочисленных задач, связанных с анализом и синтезом ХТС, основными элементами которых являются реакционные и массообменные аппараты.
Проведем анализ двух рециркуляционных реакционно-ректификационных систем с различной подачей рецикла, но при одинаковых начальных условиях.
Сначала проверим зависимость величины рецикла от суммарного объема с помощью опытных данных снятых в программе ChemCad.
В обеих системах протекает одна и та же реакция изомеризации параксилола в ортоксилол. Начальный поток F=10 кмоль/час содержит только чистый параксилол, xf=1. Ректификационная колонна содержит 70 тарелок. Тарелка питания №35, паровое число Rb=50.
Рассчитаем минимальный суммарный объем реакторов по формуле
Vmin =  =
=  (3.1)
(3.1)
Где CAm = rA, при температуре реакции (t=1000C=3730K),
Где плотность считается по формуле, представленной в программном пакете ChemCad 5.2.
rA =  (3.2)
(3.2)
Коэффициенты для параксилола:
А = 0,67752
В = 0,25887
С = 616,2
D = 0.27596
Следовательно r = 2,98, а Vmin = 1,68м3, при k+= 2 и F = 10кмоль/час.
Для схемы с рециклом, охватывающим два реактора зависимость выглядит следующим образом (таблица 3.1): данные сняты при постоянном составе смеси в кубовой части колонны – содержание параксилола x=0.001м. д.
| V, м3 | R, кмоль/час |
| 8 | 6,2 |
| 7 | 6,3 |
| 6 | 6,5 |
| 5 | 6,9 |
| 4 | 7,7 |
| 3 | 11,1 |
| 2,5 | 12,1 |
| 2 | 13,55 |
| 1,7 | 15,6 |
| 1,68 | 15,7 |
Таблица 3.1. Численная зависмиость величины рецикла от суммарного объема реакторов при охвате рециклом двух реакторов при постоянном составе х=0,001м. д.
 |
Графическая зависимость по данным таблицы 3.1. представлена на рис. (3.1)
Рис.3.1. Зависимость величины рецикла от суммарного объема реакторов при подаче рецикла на вход первого реактора при постоянном составе смеси.
Для схемы с рециклом, охватывающим один реактор зависимость выглядит следующим образом (таблица3.2): данные сняты при постоянном составе смеси в кубовой части колонны – содержание параксилола x=0.001м. д.
| V, м3 | R, кмоль/час |
| 8 | 7,5 |
| 7 | 7,8 |
| 6 | 8,5 |
| 5 | 11 |
| 4 | 13,2 |
| 3 | 13,5 |
| 2,5 | 15,9 |
| 2,2 | 16,3 |
| 2 | 19,5 |
Таблица 3.2. Численная зависимость величины рецикла от суммарного объема реакторов при подаче рецикла на вход второго реактора при постоянном составе х=0,001м. д.
График, по этим данным, представлен на рис.3.2.
 |
Рис.3.2. Зависимость величины рецикла от суммарного объема реакторов при подаче рецикла на вход второго реактора при постоянном составе х=0,001м. д.
Из этих графиков (рис.2.2, 2.4, 3.1. и 3.2) видно, что вид зависимостей, полученных аналитически и рассчетно, совпадает. Прослеживается одна и та же закономесрность. С увеличением рецикла объем уменьшается и наоборот.
Теперь построим зависимости энергозатрат от величины рецикла, при постоянном составе смеси в кубе колонны, содержащей x=0.001м. д. параксилола, и суммарном объеме V=5м3:
Для схемы с рециклом, охватывающим два реактора численная зависимость представлена в таблице 3.3.
| R, кмоль/час | Rb | Q*107, кДж/час |
| 7 | 48 | 1,79177 |
| 8 | 43 | 1,60518 |
| 9 | 43 | 1,60509 |
| 10 | 43 | 1,60514 |
| 11 | 45 | 1,67978 |
| 12 | 45 | 1,67982 |
| 15 | 48 | 1,79183 |
| 20 | 53 | 1,97834 |
| 25 | 58 | 2,16508 |
| 30 | 63 | 2,35169 |
| 35 | 68 | 2,53832 |
| 40 | 73 | 2,72503 |
| 45 | 78 | 2,91184 |
| 50 | 83 | 3,09846 |
| 55 | 88 | 3,28511 |
| 60 | 93 | 3,47152 |
| 65 | 98 | 3,65804 |
| 70 | 103 | 3,84471 |
| 75 | 108 | 4,03104 |
| 80 | 113 | 4,21836 |
| 85 | 117 | 4,36775 |
| 90 | 122 | 4,55428 |
| 95 | 127 | 4,74097 |
| 100 | 132 | 4,92748 |
Таблица 3.3. Численная зависимость энергозатрат от величины рецикла при постоянном составе х=0,001м. д. и суммарном объеме реакторов V = 5м3 при подаче рецикла на вход первого реактора.
График представлен на рис.3.3.
 |
Рис.3.3. Зависимость энергозатрат от величины рецикла при постоянном составе х=0,001м. д. и суммарном объеме реакторов V = 5м3 при подаче рецикла на вход первого реактора.
По графику видно, что при наращивании рецикла, энергозатраты увеличиваются, сначала походя через некоторый минимум, который соответствует оптимальной величине рецикла.
Для схемы с рециклом, охватывающим один реактор численная зависимость выглядит следующим образом (таблица 3.4):
| R, кмоль/час | Rb | Q*107, кДж/час |
| 7,5 | 81 | 3,02356 |
| 8 | 60 | 2,23976 |
| 9 | 50 | 1,86656 |
| 10 | 50 | 1,86636 |
| 11 | 50 | 1,86646 |
| 12 | 50 | 1,86641 |
| 15 | 51 | 1,90376 |
| 20 | 55 | 2,05305 |
| 25 | 60 | 2,23976 |
| 30 | 65 | 2,42644 |
| 35 | 70 | 2,61309 |
| 40 | 75 | 2,79947 |
| 45 | 79 | 2,94901 |
| 50 | 85 | 3,17299 |
| 55 | 89 | 3,32223 |
| 60 | 95 | 3,54617 |
| 65 | 99 | 3,69527 |
| 70 | 105 | 3,91953 |
| 75 | 109 | 4,06921 |
Продолжение.
| 80 | 115 | 4,29231 |
| 85 | 119 | 4,44231 |
| 90 | 125 | 4,66578 |
| 95 | 129 | 4,81576 |
| 100 | 135 | 5,03959 |
Таблица 3.4. Численная зависимость энергозатрат от величины рецикла при постоянном составе х=0,001м. д. и суммарном объеме V = 5м3 при подаче рецикла на вход второго реактора.
Графическая зависимость представлена на рис.3.4.
 |
Рис.3.4. Зависимость энергозатрат от величины рецикла при постоянном составе х=0,001м. д. и суммарном объеме V = 5м3 при подаче рецикла на вход второго реактора.
На рис.3.4. прослеживается почти такая же зависимость как и на рис.3.3. только различаются минимумами знергозатрат. В схеме с охватом рециклом двух реакторов минимум находится ниже (энергозатраты меньше).
Обсуждение результатов.
Для того, что бы проследить отличия в схемах с различным охватом рециклом, построим совместные графики.
 |
На рис.3.5. представлена зависимость величины рецикла от суммарного объема реакторов, построенная по результатам количественного анализа.
Рис.3.5. Зависимости величины рецикла от суммарного объема реакторов при различном охвате рециклом реакторов.
По графику видно, что при больших величинах рецикла или объема обе зависимости очень близки, а при малых величинах рецикла или объема зависимости отдаляются друг от друга. Например, при фиксированном суммарном объеме реакторов V = 300м3, величина рецикла в системе с охватом рециклом двух реакторов R = 5,015657 кмоль/час, а с охватом одного реактора R = 5,175953 кмоль/час. А при суммарном объеме реакторов V=10м3, величины рецикла соответственно равны 14,27051 и 27,5 кмоль/час. Причем, схема, в которой рецикл охватывает два реактора, оказывается выгоднее, чем схема, в которой рецикл охватывает один реактор.Т. к. в первой при малых величинах суммарного объема реакторов требуется меньшая величина рецикла, для достижения заданной конверсии, чем во второй.
Теперь строим совместный график зависимостей величины рецикла от суммарного объема реакторов при различной подаче рецикла по расчетным данным, полученным в программе ChemCad. В обеих системах протекает одна и та же реакция изомеризации параксилола в ортоксилол. Начальный поток F=10 кмоль/час содержит только чистый параксилол, xf=1. Ректификационная колонна содержит 70 тарелок. Тарелка питания №35, паровое число Rb=50.
 |
График представлен на рис.3.6.
Рис.3.6. Зависимость величины рецикла от суммарного объема реакторов при различной подаче рецикла, при поддержании заданной селективности.
По этому графику ярче видны различия двух схем, т. к. рассматривается та часть графика, где эти две прямые наиболее отличаются друг от друга. Здесь явно видно, что в схеме с охватом рециклом двух реакторов при некотором фиксированном значении суммарного объема реакторов требуется меньшая величина рецикла для достижения заданной конверсии (и наоборот, при некоторой фиксированной величине рецикла требуется меньший суммарный объем реакторов), чем в схеме с охватом рециклом одного реактора.
Теперь построим совместный график зависимостей энергозатрат от величины рецикла при различной организацией подачи рецикла.
График, представленный на рис.3.7, построен по расчетным данным, взятым из программы ChemCad. Начальные условия такие же как при построении графика 3.6. В обеих системах протекает одна и та же реакция изомеризации параксилола в ортоксилол. Начальный поток F=10 кмоль/час содержит только чистый параксилол, xf=1. Ректификационная колонна содержит 70 тарелок. Тарелка питания №35, паровое число Rb=50.
График построен при постоянном составе смеси в кубе колонны, содержащей x=0.001м. д. параксилола, и суммарном объеме реакторов V=5м3.
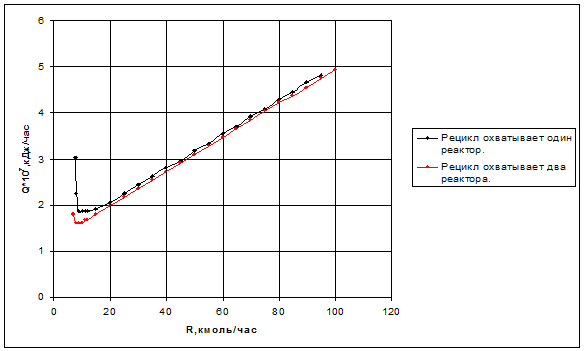 |
Рис.3.7. Зависимость энергозатрат от величины рецикла при различной организации подачи рецикла.
По графику видно, что энергетически более выгодная схема с охватом рециклом двух реакторов, т. к. при фиксированной величине рецикла в ней энергозатраты меньше по сравнению со схемой с охватом рециклом одного реактора. И оптимальная величина рецикла требует меньших энергетических затрат в системе с подачей рецикла на вход первого реактора. Например, при фиксированной величине рецикла R=10 кмоль/час, энергозатраты в системе с охватом рециклом двух реакторов Q=1,60514*107кДж/час, а в системе с охватом рециклом одного реактора Q=186636*107кДж/час.
ВЫВОДЫ
Проведен анализ стационарных состояний реакционной схемы для реакции типа А Û В при различных вариантах организации подачи рецикла.
Показана возможность достижения практически полного превращения реагента в рециркуляционной схеме, как при подаче рецикла на вход первого реактора, так и на вход второго.
Для различных вариантов организации подачи рецикла определены области в пространстве величин потока рецикла и объема реактора, при которых возможна 100% -ая конверсия.
Проведена оценка минимальных энергетических затрат, необходимых для достижения заданной конверсии в рециркуляционных схемах с двумя реакторами и ректификационной колонной в случаях различной организации подачи рецикла.
Список литературы
1. Тимофеев B. C. Серафимов Л.А., Принципы технологии основного органического и нефтехимического синтеза: Учебное пособие для вузов. - М.: Химия. 1992.
2. Жаров ВТ., Серафимов Л.А. . Физико-химические основы дистилляции и ректификации. Л. Химия, 1974, 239 с.
3. Петлюк Ф.Б., Серафимов Л.А. Многокомпонентная ректификация. Теория и расчет. М., Химия, 1983.
4. Тимофеев В. С, Серафимов Л.А., Писаренко Ю.А., Солохин А.В. Технология основного органического синтеза. Совмещенные процессы. М.: Химия, 1993.
5 Лебедев Н.Н., Манаков М.Н., Швец В.Ф., Теория технологических процессов основного органического и нефтехимического синтеза, М., Химия, 1975, с.478.
6. Плановский А.Н., Химическая промышленность, 1944, №5-6, с.5.
7. Нагиев М.Ф. Теоретические основы рециркуляционных процессов в химии. - М.: Изд-во Акад. Наук. 1962. с.31.
8. Нагиев М.Ф. Этюды о химических системах с обратной связью. М., Наука, 1971, 92 с.
9. Нагиев М.Ф. Химическая рециркуляция. - М.: Наука. 1978.
10. Кафаров В.В. Принципы создания безотходных химических производств М.: Химия. 1982.
11. Kiss S. A. Ind. Eng. Chem., 1930, v 22, №1 с.10.
12. Маркович И.Б. Труды I Всесоюзного съезда ВНИТО нефтяников, М., Грозный, Новосибирск, ОНТИ НКТП СССР, 1934, с.283.
13. Дуев С. И, Бояринов А.И., Кафаров В.В. Исследование режимов с полным использованием исходных и промежуточных реагентов в системе реактор-узел разделения. Сб. Системный анализ процессов химической технологии. М: МХТИ, 1979. Вып.106. С.96.
14. Дуев С. И, Бояринов А.И. Исследование реакторных систем с рециклом. Известия ВУЗов СССР. Химия и хим. технол. 1980. №6. С.776.
120
15. Дуев С.И. . Теория рециркуляционной схемы реактор-блок разделения: Дис. докт. техн. наук. М.: МХТИ, 1993.
16. Дуев С.И., Бояринов А.И. Явление температурной неоднозначности в рециркуляционной системе реактор-блок разделения. // Теор. основы хим. технол. 1998. Т.32. №5. С.524.
17. Бояринов А.И., Дуев АИ. Анализ стационарных состояний реактора идеального вытеснения с рециклом. // Теор. основы хим. технол., 1988, т.22, №4, с.402-404.
18. Бояринов АИ., Дуев А.И. Расчет параметров реактора идеального смешения с рециклом для обратимой реакции второго порядка. // Теор. основы хим. технол., 1995, т.29, №4, с.441.
19. Кафаров ВВ., Дорохов И.Н., Системный анализ процессов химической технологии, М., Наука, 1976.
20. Кафаров В.В., Дорохов И.Н., Кольцова Э.М., Системный анализ процессов химической технологии, М., Химия, 1983.
21. Кафаров ВВ., Дорохов И.Н. Системный анализ процессов химической технологии. Топологический принцип формализации. М., Наука, 1979, 399 с.
22. Солохин А.В. Системный анализ рециркуляционных и совмещенных реакционно-ректификационных процессов. Дисс. докт. техн. наук: - М., МИТХТ, 1996.
23. Солохин А.В., Благов/ С.А., Тимофеев В.С. Качественный анализ реакционно-ректификационных схем // Теор. основы хим. технол. 1996 т.30. №2. С.151.
24. Чарльз Д. Холланд. Многокомпонентная ректификация, М., Химия, 1969
25. Rose A., Sweeny R. F., Scrodt V. N. Continious Distillation Calculation by Relaxation Method // Ind. Eng. Chem. - 1958. - V.50. - No5. - P.737-740.
26. Komatsu H., Holland Ch. D. A new method of convergence for solving reacting distillation problems // Journal of chemical engineering of Japan. - 1977. - V.10. - No4. - P.292 - 297.
27. Chang J. A., Seader J. D. Simulation of continuous reactive distillation by a homotopy continuation method // Computers & Chem. Engineering. - 1988. - V. 12. -No 12. -P.1243 - 1255.
28. Б.Н. Баутин, Е.А. Леонтович Методы и приемы исследования динамических систем на плоскости.М. Наука Физматлит 1990.
29. Мозжухин АС, Митропольская В.А., Тихонова Н.К. Анализ структур диаграмм парожидкостного равновесия // Учебн. пособие, МИТХТ, 1988.
30. Готлиб В. А, Митропольская В.А., Мозжухин А.С. Анализ эволюции фазовых портретов динамических систем ректификации. // Теор. основы хим. технол., т.27, №5, 1993, с.489-494.
31. Митропольская В.А., Мозжухин А.С. Исследование динамических систем ректификации при наличии нулевых концентраций в продуктах // Физико-химические основы ректификации, Сб тр. МИТХТ, М., МИХМ, 1977,. с.118-130.
32. Митропольская В.А. Кандидатская диссертация.М. МИТХТ 1977.
33. Мозжухин А. С, Митропольская В.А. О стыковке траекторий ректификации в колоннах бесконечной эффективности // Физико-химические основы ректификации, М, МИХМ, 1977, с.131-137.
34. Карапетьянц М.Х., Химическая термодинамика, М., Химия, 1975
35. Серафимов Л.А., Фролкова А.К. Фундаментальный принцип перераспределения полей концентраций между областями разделения как основа создания технологических комплексов // Теор. основы хим. технол. т.31, №2, 1997, с.184-192.
36. Серафимов Л.А., Писаренко Ю.А., Тимофеев B. C. Реакционно-массообменные процессы: проблемы и перспективы. // Теор. основы хим. технол. 1993. Т.27. № 1. С.4-13.
37. Солохин А.В., Благов С.А., Серафимов Л.А., Тимофеев ВС. Исследование динамической системы процесса открытого испарения при наличии химической реакции А о В. // Теор. основы хим. технол. 1990. Т.24. № 5 С.579-584.
38. Солохин А.В., Благов С. А, Тимофеев B. C., Серафимов Л.А. Качественный анализ реакционно-ректификационного процесса с нелокализованной реакционной зоной // Теор. основы хим. технол. - 1993. - Т.27. - №5. - С 478 - 488.
122
39. Балашов М.И. . Патласов В.П. . Серафимов Л.А. Правила принципиальной протяженности реакционной зоны в непрерывных совмещенных реакционно-ректификационных процессах: Теор. основы хим. технол. - 1980. - .14. - №5. - С.650-658
40. Патласов В.П. Качественные методы исследования реакционно-ректификационных процессов и разработка промышленных совмещенных процессов получения органических продуктов: Дис. докл. техн. наук. - М. . 1996.
41. Балашов М.И. . Серафимов Л.А. Анализ статики непрерывных совмещенных реакционно-ректификационных процессов Теорет. основы хим. технол. - 1980. - Т.14. -№6. -С.803-808.
42. Балашов МИ. Физико-химические основы и технологические принципы организации реакционно-ректификационных процессов: Дис. докт. техн. наук. - М. 1980. - 564 с.9.
43. Писаренко Ю.А. . Данилов Р.Ю. Выделение предельных стационарных состояний реакционно-ректификационных процессов // В кн.: Ш международная конференция "Наукоемкие химические технологии". Тезисы докладов - Тверь. 1995. - С.37 - 38.
44. Писаренко Ю.А. . Данилов Р.Ю. . Серафимов Л.А. Возможные виды разделения в непрерывных совмещенных реакционно-ректификационных процессах // Теор. основы хим. технол. 1996. - Т.30. -№6. -С.641 - 649.
45. Писаренко Ю.А. Разработка теоретических основ анализа стационарных режимов реакционно-массообменных процессов. Дис... . докт. техн. наук. - М, МИТХТ. 1998.
46. Гарбер Н.Ю. Анализ статики непрерывных совмещенных реакционно-ректификационных процессов с помощью ЭВМ. Автореф. дис... . канд. техн. наук. - М. 1983. - 21 с.
47. Савченко В.П. . Гельперин Н.И. Метод расчета реакционно-ректификационных аппаратов, Теор. основы хим. технол. - 1972. - Т.6, - №5. - С.748-755. 123.
48. Barbosa D., Doherty F. M. Design and minrmiim-reflux calculations for double-feed multicomponent reactive columns. // Chem. Eng. Sei. 1988. V.43. No.9. - P.2377-2389.
49. Okasinski M. J., Doherty M. F. Design Method for Kinetically Controlled, Staged Reactive Distillation Columns. // Ind. Eng. Chem. Res. 1998. V.37. p.2821-2834.
50. Grosser J. H., Doherty M. F., Malone M. F. Modelling of reactive distillation systems // Ind. Eng. Res. - 1987. - V.26. P. -983 - 989.
51. Syzulyi 1, Yagi H., Komatsy H., Hirata M. Calculation of multicomponent distillation accompanied by a chemical reaction // Journal of chemical engineering of Japan - 1971, - V.4. - Nol - P.26 - 33.
52. Komatsu H. Application of the relaxation method for solving reacting distillation problems // Journal of chemical engineering of Japan. - 1977. - V.10. - No 3. -P. 200 - 205.
53. Балашов М.И. Исследование совмещенного реакционно-ректификационного процесса на примере гидролиза метилацетата: Дис... . канд. техн. наук.М., 1967. -246 с.
54. Патласов В.П., Коровина Т.В., Балашов М.И. Экспериментальное исследование реакционно-ректификационного процесса получения пропилацетата // Гидролизная и лесохимическая промышленность. - 1985. - №4. - С.4-5.
55. Жучков В.И. Разработка малоотходной технологии производства бутилацетата этерификацией уксусной кислоты: Дис. канд. техн. наук. - М., 1985.
56. Епифанова О.А. Стационарные состояние непрерывных совмещенных реакционно-ректификационных процессов (на примере технологии получения бутилацетата): Дис... . канд. техн. наук. - М., 1988. - 180 с.
57. Синегуб В.В. Разработка технологии получения аллилового спирта из аллилацетата в непрерывном совмещенном реакционно-ректификационном процессе: Дис. канд. техн. наук. - М., 1993. - 300 с.
58. Голикова Т.Н. Исследование непрерывного реакционно-ректификационного процесса получения этилацетата: Дис. канд. техн. наук. - М., 1975. - 172 с.
59. Анохина Е.А., Кардона К.А., Писаренко Ю.А., Саксонова О.И., Пономарев В.Н. Основные этапы разработки совмещенных процессов на примере НСРРП получения аллилового спирта бутанолизом аллилацетата Часть 1. Выбор варианта организации совмещенного получения аллилового спирта // Химическая промышленность. - 1996. - №9. - С.689 - 693.
60. Анохина Е.А., Кардона К.А., Писаренко Ю.А., Саксонова О.И., Пономарев В.Н. Основные этапы разработки совмещенных процессов на примере НСРРП получения аллилового спирта бутанолизом аллилацетата Часть 2. Разделение реакционной смеси, отводимой из реакционно-ректификационной колонны синтеза аллилового спирта // Химическая промышленность. - 1996. - №11. -С.537-543.
61. Фролова Е.И. Разработка совмещенного процесса получения этилформиата: Дис... . канд. техн. наук. . - М., 1992. - 210 с.
62.В.П. Патласов, М.И. Балашов, A. M. Чащин, Л.А. Серафимов, и др. Способ получения этилацетата / А. с.857109 СССР. Заявл.17.07.79; Опубл.23.08.81. Бюлл. №31.
63.М.И. Балашов, Т.Н. Голикова, В.П. Патласов, Ю.А. Писаренко, Л.А. Серафимов, и др. Способ получения этилацетата / А. с.663691 СССР. Заявл.15.09.76; Опубл.25.05.79. Бюлл. № 19.
64. Серафимов, Л.А. Солохин А.В. Математическое обеспечение технологических задач основного органического синтеза. М.А.О. Росвузнаука 1992.
65. Podrebarac G. G., Ng F. T. T., Rempel G,L. More uses for catalytic distillation, CHEMTECH №5 p.37
66. Серафимов Л.А., Балашов М.И. Реакционно-ректификационные процессы // Астарита Дж. Массопередача с химической реакцией. Л.: Химия, 1971. Гл.17. -С.186-215.
67. Amy R. Ciric, Deyao Gu, "Synthesis of Nonequilibrium Reactive Distillation Processes by MINLP Optimization". Dept. Of Chemical Engineering, University of Cincinati, Cincinnati, OH 45221., 1994, AIChE Journal.
68. Благов С.А. Разработка метода анализа стационарных состояний рециркуляционных реакционно-ректификационных процессов. Дисс... . канд. техн. наук, М, МИТХТ, 1999.
69. Naphtali L. M., Sandholm D. P. Multicomponent separations calculations by linearization // AlChE. - 1971. -V.17. -P.148.
70. Патласов В.П. Исследование реакционно-ректификационных процессов на примерах алкоголиза метилацетата: Дис... . канд. техн. наук. - М., 1977. -160 с.
71. Патласов В.П., Балашов М.И., Чеботаев В.Ф., Получение бутилацетата из метилацетата и бутанола переэтерификацией, совмещённой со специальными методами ректификации // Гидролиз, и лесохим. пром-ть, 1984, №3, с.8-11.
72. Лебедев Н.Н., Химия и технология основного органического и нефтехимического синтеза, М., Химия, 1971.
73. Павлов С.Ю., Горшков В.А., Смирнов В.А. Получение метилтретбутилового эфира и других высокооктановых эфиров // Химическая промышленность. - 1991. -№5. -С.7-9.
74.А. С.278817 СССР, МКИ3 С07С 41/00. Способ получения 2-метоксипропена // Юркина ОТ., Захарова Й.Н., Миропольская М.А., Самохвалов Г.И. (СССР). -1969. -Н/П.
75. Калерин Е.А. Системный анализ реакционно-ректификационных процессов (на примере получения 2 - метоксипропена): Дис. канд. техн. наук., М., МИТХТ 1987.
76. Солохин А.В., Благов С.А., Тимофеев B. C. Технологические схемы, использующие принцип перераспределения полей концентраций за счет химической реакции // Теор. основы хим. технол. т.31, №2, 1997, с. 193-201.
77. Франк-Каменецкий Д.А. Диффузия и массопередача в химической кинетике, М., Наука, 1967.
78. Перлмуттер Д. Устойчивость химических реакторов, Л., Химия 1976.
79. Левеншпиль О. Инженерное оформление химических процессов, М., 1969.
80. Арис Р., Анализ процессов в химических реакторах, - Л., Химия, 1967.
81. Пономарев В.Н., Саксонова О.И., Тимофеев B. C. Полистационарность б процессах непрерывной ректификации. // Теор. основы, хим. технол. 1996. т.30. №4. -с.383.
82. Kienle A. . Gilles ED Computing Multiple Steady States in Homogeneous Azeotropic Distillation Processes. / Сотр. Chem. Engng. 1994. V.18. Suppl. P. S37-S41.
83. Bekiaris N. . Meski G. A. . Radu СМ. . Mbrari M. Multiple Steady States in Homogeneous Azeotropic Distillation. Ind. Eng. Che. . Res. 1993. V.32, No.9. p. 2023-2038.
84. Bekiaris N. . Meski СМ. . Morari M. Multiple Steady States in Heterogeneous Azeotropic Distillation. Ind. Eng. Che. . Res. 1996. V.35, No. l. p. 207-227.
85. Bekiaris N. . Morari M. Multiple Steady States in Distillation; x/x Predictions. Extensions and Implications for Design. Synthesis and Simulation // Ind. Eng. Chem. Res. 1996. v.35. Noll. - p.4264.
86. Мозжухин А.С. Сеченых АИ. Полистационарность в непрерывной ректификации и реализация выбранного стационарного состояния. // Ученые записки МИТХТ. вып.1. 1999. с.70-75.
87. Chavez R. C. Seader J. D. . Waybum T. L. Multiple Steady-State Solutions for Interlinked Separation Systems. It Ind. Engng. Chem. Fundam. 1986. v.25. - p.566.
88. Тимофеев B. C. . Солохин А В. . Калерин Е.А. Полистационарные состояния в реакционно-ректификационном процессе // Теор. основы хим. технол. - 1988. - т.22. - №6. - С.729-733.
89. Писаренко Ю.А. . Серафимов Л.А. Стационарные состояния процесса дистилляции с химической реакцией. // Теор. основы хим. технол. 1991. т.25, №3. с.422-426.
90. Писаренко Ю.А. . Анохина Е.А. . Серафимов Л.А. Поиск множества стационарных состояний противоточных реакционно-массообменных процессов // Теор. основы хим. технол. - 1993. - Т.27. - №6. С.586 - 590.
91. Писаренко ЮА. . Епифанова О.А. . Серафимов Л.А. Стационарные режимы одноотборньгх реакционно-ректификационных процессов // Теор. основы хим. технол. - 1987. - Т.21. - №4. - С.466 - 469.
92. Ciric A. R. . Miao P. Steady-State Multiplicities in an Ethvlene GKcol Reactive Distillation Column. // Ind. Eng. Chem. Res. 1994. v.33. - p.2738.
93. Jacobs R. . Krishna R. Multiple Solutions in Reactive Distillation for Methyl tert-Butyl Ether Synthesis. // hid. Eng. Chem. Res. 1993. v.32. - p.2438.
94. NijhutS S. A. . Kakhof F. P. J. M., Мак AN S. Multiple Steady States During
Reactive Distillation of Methyl tert-Butyl Ether // lnd. Eng. Chem. Res. 1993. v.32. -p.2767.
95. Hauan S. . Heitzberg Т. . Lien KM. Why MTBE Production by Reactive Distillation May Yield Multiple Solutions - // lnd. Eng. Chem. Res. 1995. V.34. p.987.
96. Солохин А.В. . Благов С.А. . Тимофеев B. C. Анализ энергетических затрат в системах с селективным обменом веществом с окружающей средой /У Теор. основы хим. технол. . т.31. №1. 1997. с.56-61.
97. Кафаров ВВ. . Ветохин В.Н. . Бояринов АИ. Программирование и вычислительные методы в химии и химической технологии. - М.: Наука. 1972. с.486.
98. Ортега Дж. . Рейнболт В. Итерационные методы решения нелинейных уравнений со многими неизвестными - М. . Мир. 1975. - 558 с.
99. Hirose Y. . Tsuba M. Straighforward determination of attenuation factor and treatment of nonphysical values for the Newton-Raphson method - an applicaton to distillation system /'/ Journal of chemical engineering of Japan. - 1978. - V.11. -No2. P.102-106.
100. Broyden C. G. A class of methods for solving nonlinear simultaneous equations II Mathematics of Computation. - 1965. - V, 19. - P.577.
101. Barbosa D. Doherty F. M. Design and minimum-reflux calculations for single-feed multicomponent reactive distillation columns // Chem. Engng. Sci. - 1988.
102. M. Tavana. D. N. Hanson lnd. Eng. Chem. Process Des. & Develop.18 №1 1979 154-156.
103. Shiras R. N. . Hanson D. N... Gibson G. H lnd. Eng. Chem.42 №5 1950 871-876.
104. Bachelor J. B. Petroleum Refiner 36 №6 1957 161-170.
105. Underwood. A. J. V. J. lnst. Petrol.32M946 598-613.
106. Underwood. A. J. V. J. lnst. Petrol.32 1946 614-627.
107. Underwood. A. J. V. Chem. Eng. Progr.44 №8 1948 603-614.
108. Благов С.А. . Солохин А.В. . Клемешова С.А. . Тимофеев ВС Сравнительный анализ системы реактор-колонна и совмещенного реакционно-ректификационного процесса на основе энергетических затрат. //
109. Теор. основы хим. технол., 1995, т.29, № 1, с.15-21.109. Коган Л.М. Производство и переработка окиси этилена в Германии. - М.:
110. Госхимиздат. 1947. С.121. ПО. Дымент О.Н., Казанский К.С., Мирошников A. M. Гликоли и другие производные окисей этилена и пропилена. - М.: Химия. 1976. с.376.
111. Квокенбуш Б., "Хелкон", пат. США №3872164; Получение этиленгликоля через образование эфиров гликоля. 1975. Изобретение стран мира. 1976.
112. Иоффе Б.С., Новикова Т.А., Химическая промышленность. Обзорная информация. Производство этиленгликоля за рубежом, М.: НИИТЭХИМ, 1980, с.36.
113. Гороззи Л., Тилтон ВВ., пат. США №3629343, 1971; приор. Англ. патент №1177877, 1970, Получение этиленгликоля из этиленкарбоната; Изобретения стран мира, 1972.
114. Brownstein A. M. Hydrocarb Process. 1975. v.53. p.129-132.
115. Hydrocarbon Process., 1978, 57, №4, с 166.
116. Монтикото Ниро и др., Япон. заявка №22406, 1973, Катализаторы для процесса гидратации окиси этилена; М., Химия, 1975.
117. Солохин А.В., Благов С.А., Тимофеев В.С. Влияние рецикла на производительность реактора // Теор. основы хим. технол. 1995. т.29. №5. С.528.
118. Henley E. J., Seader J. D. Equilibrium-Stage Separation Operations in Chemical Engineering. JOHN WILEY & SONS. New York, Chichester, Brisbane, Toronto, Singapore.
119. Рид Р., Праузниц Дж., Шервуд Т. Свойства газов и жидкостей, Л., Химия 1982.
120. Назанский С.Л., Солохин А.В., Благов С.А., Тимофеев B. C. Анализ возможных стационарных состояний системы реактор - ректификационная колонна с рециклом для реакции типа А+В<=>С // Теор. основы хим. технол. т.33, № 3, 1999, с.1-7.
121. Назанский С.Л., Благов С.А., Солохин А.В., Тимофеев B. C. Анализ стационарных состояний системы реактор - ректификационная колонна с
рециклом при наличии нескольких химических реакций // Тезисы докладов V Международной конференции "Методы кибернетики химико-технологических процессов" Казань 1999, с 127.
122. Назанский С.Л., Благов С.А., Солохин А.В., Тимофеев B. C. Сравнение системы реактор - ректификационная колонна и совмещенного реакционно-ректификационного процесса с позиции энергетических затрат // Тезисы докладов V Международной конференции "Методы кибернетики химико-технологических процессов" Казань 1999, с 126.
123. Назанский С. Л, Солохин А.В. Стационарные состояния комплекса реактор - ректификационная колонна с рециклом при протекании параллельно-последовательных реакций // Тезисы докладов VI Международной конференции "Наукоемкие химические технологии" Москва 1999, с 109.
124. Назанский С.Л., Благов С.А., Солохин А.В. Анализ минимальных энергетических затрат в совмещенном и рециркуляционном реакционно-ректификационных процессах // Тезисы докладов VI Международной конференции "Наукоемкие химические технологии" Москва 1999, с 116.
125. Назанский С.Л., Солохин А.В., Благов С.А., Тимофеев B. C. Стационарные состояния реакционно-ректификационных процессов на примере реакции типа А+В<=>С // Наука и технология углеводородов № 4, 2000, с.110-115.
126. Bronsted I. N., Kilpatric M., J. Am. Chem. Soc, 1929, v.51, №2, p.428-461.
|
из
5.00
|
Обсуждение в статье: Глава 3. Расчетная часть |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы