 |
Главная |


Конструкция и технологический процесс изготовления печатной платы модуля регулирования мощности
|
из
5.00
|
Целью данного раздела является разработка печатной платы (ПП) для модуля регулирования мощности.
ПП – основа печатного монтажа электроаппаратуры, при котором микросхемы, полупроводниковые приборы, электрорадиоэлементы и элементы коммутации устанавливаются на изоляционное основание с системой токопроводящих полосок металла (проводников), которыми они электрически соединяются между собой в соответствии с электрической принципиальной схемой [9].
В электронной аппаратуре ПП применяют практически на всех уровнях конструкторской иерархии. На нулевом уровне – в качестве основания гибридных интегральных схем и микросборок. На первом и последующих уровнях – в качестве основания механически и электрически объединяющего все элементы, входящие в электрическую принципиальную схему аппаратуры и её узлов.
Модуль регулирования мощности предназначен для управления мощностью модуля питания блока аналого-цифрового сопряжения универсального (БАЦС-У) в зависимости от количества устанавливаемых в него интерфейсных модулей.
Конструктивно модуль представляет собой печатную плату с установленными на ней электрорадиоэлементами и переднюю панель с крепежными элементами для установки в БАЦС-У.
В зависимости от числа нанесенных печатных проводящих слоев печатные платы разделяются на одно- двух- и многослойные [26].
Плата модуля регулирования мощности – двусторонняя. Двусторонние печатные платы (ДПП) имеют проводящий рисунок на обеих сторонах диэлектрического или металлического основания и обеспечивают высокую плотность установки компонентов и трассировки. Переходы проводников из слоя в слой осуществляются через металлизированные переходные отверстия. Платы допускают как монтаж компонентов на поверхности, в том числе с двух сторон, так и монтаж компонентов с осевыми и штыревыми выводами в металлизированные отверстия. ДПП являются самой распространенной разновидностью ПП в производстве модулей РЭА, используются в измерительной технике, системах управления и автоматического регулирования.
Стандартом ГОСТ 23751-86 предусматривается пять классов точности печатных плат в соответствии со значениями основных параметров и предельных отклонений элементов конструкции (оснований ПП, проводников, контактных площадок, отверстий) (см. таблицу 3.4).
Таблица 3.4 – Классы точности печатных плат
| Наименование параметра | Усл. обозн | Размеры элементов проводящего рисунка для классов, мм | ||||
| 1 | 2 | 3 | 4 | 5 | ||
| Расстояние между проводниками, контактными площадками, металлизированными отверстиями | t | 0,75 | 0,45 | 0,25 | 0,15 | 0,10 |
| Расстояние от края просверленного отверстия до края контактной площадки данного отверстия | S | 0,75 | 0,45 | 0,25 | 0,15 | 0,10 |
| Отношение минимального диаметра металлизированного отверстия к толщине платы | f | 0,40 | 0,40 | 0,33 | 0,25 | 0,20 |
Размеры и предельные отклонения ПП, устанавливаемые ГОСТом, обязательны для следующих методов проектирования [25]:
- ручного;
- автоматизированного;
- полуавтоматизированного.
Они должны обеспечивать автоматизацию установки изделий электронной техники (ИЭТ).
Печатная плата «Модуль регулирования мощности» второго класса точности. Платы первого и второго классов точности просты в изготовлении, дешевы, не требуют для своего изготовления оборудования с высокими техническими показателями.
Для изготовления ПП используется стеклотекстолит СФ-2-35-1,5.
Размещение отверстий и других элементов печатного рисунка производят относительно базы координат координатной сетки в соответствии с принятым при разработке печатного узла расположением навесных элементов и их выводов. Основной шаг координатной сетки равен один мм.
Центры отверстий и контактных площадок располагают в узлах сетки. Центры монтажных отверстий под неформуемые выводы многовыводных ИЭТ, межцентровые расстояния которых не кратны шагу координатной сетки, следует располагать таким образом, чтобы в узле координатой сетки находился по крайне мере центр одного из монтажных отверстий.
Контактные площадки выполняют прямоугольной, круглой или близкой к ним формам.
Печатные проводники следует выполнять постоянной, возможно большей ширины и располагать равномерно, на возможно большем расстоянии от соседних элементов. Проводники обычно располагают параллельно линиям координатной сетки или под углом 450 к ним. На соседних проводящих слоях платы проводники располагаются во взаимно-перпендикулярных направлениях для уменьшения перекрестных помех. Печатные проводники шириной более 3 мм выполняют с вырезами, по правилу выполнения экранов.
Диаметры монтажных и переходных отверстий, металлизированных и неметаллизированных, должны соответствовать ГОСТ 10317-79. (Под переходным отверстием печатной платы подразумевается отверстие, служащее для соединения проводящих слоев печатной платы ) [26].
Предпочтительные размеры монтажных отверстий выбирают из ряда 0.7; 0.9;1.1; 1.3; 1.5 мм, а переходных отверстия из ряда 0.7; 0.9; 1.1 мм.
Номинальные значения диаметра монтажного отверстия можно рассчитать по формуле 3.24 [27]:
 , (3.24)
, (3.24)
где  - максимальное значение диаметра вывода навесного элемента, устанавливаемого на печатную плату (для проектируемой ПП используются элементы с диаметром выводов
- максимальное значение диаметра вывода навесного элемента, устанавливаемого на печатную плату (для проектируемой ПП используются элементы с диаметром выводов  =0.5 мм.;
=0.5 мм.;
 - разность между минимальным значением диаметра отверстия и максимальным значением диаметра вывода устанавливаемого элемента (величину рекомендуется выбирать в зависимости от допусков на диаметры выводов устанавливаемых элементов и их расположения на корпусе);
- разность между минимальным значением диаметра отверстия и максимальным значением диаметра вывода устанавливаемого элемента (величину рекомендуется выбирать в зависимости от допусков на диаметры выводов устанавливаемых элементов и их расположения на корпусе);
 - нижнее предельное отклонение номинального значения диаметра отверстия.
- нижнее предельное отклонение номинального значения диаметра отверстия.
Диаметры монтажных отверстий выбирают так, чтобы разность между минимальным значением диаметра отверстия и максимальным значением диаметра вывода устанавливаемого элемента была в пределах 0.1...0.4 мм.
Определим для проектируемой ПП =0.2
 (мм)
(мм)
Номинальное значение ширины проводника t в миллиметрах рассчитывается по формуле 3.25:
 , (3.25)
, (3.25)
где  - минимально допустимая ширина проводника (для рассчитываемой ПП =0.25мм);
- минимально допустимая ширина проводника (для рассчитываемой ПП =0.25мм);
 - нижнее предельное отклонение ширины проводника.
- нижнее предельное отклонение ширины проводника.
Предельное отклонение диаметров монтажных и переходных отверстий для класса точности см. в таблице 3.5.
Таблица 3.5 - Предельное отклонение диаметров монтажных и переходных отверстий для класса точности
| Диаметр отверстия | Наличие металлизации | Класс точности | |||||
| 1 | 2 | 3 | 4 | 5 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|
До 1 мм | Без металлизации | ±0.10 | ±0.10 | ±0.05 | ±0.05 | ±0.05 (±0.025) | |
| С металлизацией без оплавления | +0.05; -0.15 | +0.05; -0.15 | +0.05; -0.10 | +0.05; -0.10 | +0; -0.10 (+0; -0.075) | ||
|
| С металлизацией и оплавлением | +0.05; -0.18 | +0.05; -0.18 | +0.05; -0.13 | +0.05; -0.13 | +0; -0.10 (+0; -0.13) | |
|
Свыше 1 мм | Без металлизации | ±0.15 | ±0.15 | ±0.10 | ±0.10 | ±0.10 (±0.025) | |
| С металлизацией без оплавления | +0.10; -0.20 | +0.10; -0.20 | +0.05; -0.15 | +0.05; -0.15 | +0.05; -0.15 | ||
| С металлизацией и оплавлением | +0.10; -0.23 | +0.10; -0.23 | +0.05; -0.18 | +0.05; -0.18 | +0.05; -0.18 | ||
Предельное отклонение ширины проводника от номинального значения устанавливают в соответствии с таблицей 3.6.
Таблица 3.6 - Предельное отклонение ширины проводника
| Наличие металлического покрытия | Класс точности | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Без покрытия | ±0.15 | ±0.10 | ±0.05 | ±0.03 | ±0.03 |
| С покрытием | +0.25; -0.20 | +0.15; -0.10 | ±0.10 | ±0.05 | ±0.03 |
В соответствии с таблицей 3.6 получим:
 =0.25+0.05=0.30(мм).
=0.25+0.05=0.30(мм).
Номинальное значение расстояния между соседними элементами проводящего рисунка S в миллиметрах определяют по формуле 3.26
 , (3.26)
, (3.26)
где  - минимально допустимое расстояние между соседними элементами проводящего рисунка;
- минимально допустимое расстояние между соседними элементами проводящего рисунка;
 - верхнее предельное отклонение ширины проводника.
- верхнее предельное отклонение ширины проводника.
Для разрабатываемой ПП получим:
 =0.25+0.05=0.30 мм
=0.25+0.05=0.30 мм
Минимально допустимое расстояние между соседними элементами проводящего рисунка выбирают из расчета обеспечения электрической прочности изоляции в соответствии с ГОСТ 23751- 86 [25].
Диаметральное значение позиционного допуска расположения проводника относительно номинального Т1 выбирают по таблице 3.7.
Таблица 3.7 - Диаметральное значение позиционного допуска расположения проводника
| Вид плат | Класс точности | ||||
| 1 | 2 | 3 | 4 | 5 | |
| ОПП; ДПП; ГПК; МПП (наружный слой) | 0.20 | 0.10 | 0.05 | 0.03 | 0.02 |
| МПП (внутренний слой) | 0.3 | 0.15 | 0.10 | 0.08 | 0.05 |
Для разрабатываемой платы по таблице 3.7 выберем  =0.05 мм.
=0.05 мм.
Центры монтажных и переходных отверстий на печатной плате располагают в соответствии с ГОСТ 10317-79 [26].
Диаметральное значение позиционного допуска расположения центров отверстий относительно номинального положения узла координатной сетки  выбирают по таблице 3.8.
выбирают по таблице 3.8.
Таблица 3.8 - Диаметральное значение позиционного допуска расположения центров отверстий относительно узла координатной сетки
| Размер печатной платы по большей стороне, мм | Класс точности | ||||
| 1 | 2 | 3 | 4 | 5 | |
| L £ 180 | ±0.20 | ±0.15 | ±0.08 | ±0.05 | ±0.05 |
| 180< L £ 360 | ±0.25 | ±0.20 | ±0.10 | ±0.08 | ±0.08 |
| L > 360 | ±0.30 | ±0.25 | ±0.15 | ±0.10 | ±0.10 |
Так как длина рассчитываемой платы 160мм, то =±0.08мм.
Предельное отклонение значения номинального расстояния между центрами отверстий печатной платы определяют как полусумму позиционных допусков расположения центров этих отверстий.
Диаметральное значение позиционного допуска  расположения контактных площадок относительно его номинального положения выбирают по таблице 3.9.
расположения контактных площадок относительно его номинального положения выбирают по таблице 3.9.
Таблица 3.9 - Диаметральное значение позиционного допуска расположения контактных площадок
| Вид платы | Размер ПП по большей стороне, мм | Класс точности | ||||
| 1 | 2 | 3 | 4 | 5 | ||
| ОПП; ДПП; ГПК; МПП (наружный слой) | L £ 180 | ±0.35 | ±0.25 | ±0.15 | ±0.10 | ±0.05 |
| 180< L £ 360 | ±0.40 | ±0.30 | ±0.20 | ±0.15 | ±0.08 | |
| L > 360 | ±0.45 | ±0.35 | ±0.25 | ±0.20 | ±0.15 | |
| МПП (внутренний слой) | L £ 180 | ±0.40 | ±0.30 | ±0.20 | ±0.15 | ±0.10 |
| 180< L £ 360 | ±0.45 | ±0.35 | ±0.25 | ±0.20 | ±0.15 | |
| L > 360 | ±0.50 | ±0.40 | ±0.30 | ±0.25 | ±0.20 | |
В нашем случае =0.15 мм.
Расчёт минимального диаметра контактной площадки производят по формуле 3.27
 , (3.27)
, (3.27)
где  - верхнее предельное отклонение диаметра отверстия;
- верхнее предельное отклонение диаметра отверстия;
 - глубина подтравливания диэлектрика для многослойных печатных плат (принимается равной 0.03 мм).
- глубина подтравливания диэлектрика для многослойных печатных плат (принимается равной 0.03 мм).
Найдем  :
:
 мм
мм
Расчет минимального расстояния для прокладки n-го количества проводников между двумя отверстиями с контактами площадками диаметрами  и
и  производят по формуле 3.28:
производят по формуле 3.28:
 (3.28)
(3.28)
где  - количество проводников;
- количество проводников;
 —допуск, который учитывается только при >0.
—допуск, который учитывается только при >0.
Подставив данные, полученные ранее, определим минимальное расстояние, необходимое для прокладки одного печатного проводника между двумя контактными площадками:
l=(1.53+1.53)/2+0.3+0.3(1+1)+0.05=2.48 мм
Из полученного результата можно сделать вывод о возможности прокладывания проводника между выводами одной ИМС, так как полученное l меньше чем максимально допустимое расстояние (2.48 < 2.5).
Маркировка печатной платы состоит из основной (которая наносится обязательно) и вспомогательной. Маркировка выполняется краской устойчивой к воздействию нейтральных растворителей или способом, которым выполняется проводящий рисунок.
Чертеж платы модуля регулирования мощности размещен в Приложении Ж, выполнен в соответствии с требованиями, предъявляемыми к оформлению конструкторской документации [28].
СОВЕРШЕНСТВОВАНИЕ ПРОИЗВОДСТВЕННО-ХРЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЧУПП «ТЕЛЕМИКС» ЗА СЧЕТ РЕАЛИЗАЦИИ ИНФОРМАЦИОННОЙ ЭРГОНОМИЧЕСКОЙ СОВМЕСТИМОСТИ РАБОТНИКА (ОПЕРАТОРА) И ТЕХНИЧЕСКОГО СРЕДСТВА (ЭВМ)
По мере перехода к комплексной автоматизации производства возрастает роль человека как субъекта труда и управления. Человек несет ответственность за эффективную работу всей технической системы и допущенная им ошибка может привести в некоторых случаях к очень тяжелым последствиям [29].
Человек обычно непосредственно не управляет физическими процессами, а делает это с помощью механических и электронно-автоматических систем управления. Объекты управления не видимы и не слышны человеком, который может быть удален от них. Информацию он получает с помощью средств отображения информации и органов управления. Качество приема информации зависит от вида и количества индикаторов, организации информационного поля, психофизических характеристик предъявляемой информации (размеров изображений, их светотехнических характеристик, цветового тона и цветового контраста). На оценку и переработку информации влияют такие факторы, как способ кодирования информации, объем ее отображения, динамика смены информации, соответствие ее возможностям памяти и мышления оператора.
Информация должна поступать своевременно, быть достоверной и легко воспринимаемой. У оператора должно быть достаточно времени для ее восприятия и обработки. Информация об опасности должна поступать к оператору первоочередной в максимально наглядной и доступной форме.
Человек-оператор – статус индивида, занятого профессиональной деятельностью, связанной с управлением удаленными процессами или влиянием на них через пульт управления. Независимо от степени автоматизации системы «человек-техническое средство», человек остается главным звеном этой системы. Именно он ставит цели перед системой, планирует, направляет и контролирует весь процесс ее функционирования. Операционный потенциал связан с технологическими аспектами использования пульта управления и ограничен физиологическими возможностями организма. Оператор принимает участие в управлении объектами и несет ответственность за сохранность и жизненный цикл машины. При непосредственном контакте с техническими средствами оператор выступает в роли приёмника и ретранслятора информации [30]. На основе личного опыта и принимаемой информации он обязан решать проблемы, вырабатывать команды управления, осуществлять контроль за элементами технического средства, отслеживать иерархические связи, программировать работу системы на всех уровнях и кодировать команды.
Деятельность оператора имеет ряд особенностей, определяемых следующими тенденциями развития современного производства[31].
1. С развитием техники увеличивается число объектов (и их параметров), которыми необходимо управлять. Это усложняет и повышает роль операций по планированию и организации труда, по контролю и управлению производственными процессами.
2. Развиваются системы дистанционного управления. Человек все более удаляется от управляемых объектов, о динамике их состояния он судит не по данным непосредственного наблюдения, а на основании восприятия сигналов от устройств отображения информации, имитирующих реальные производственные объекты. Осуществляя дистанционное управление, человек получает необходимую информацию в закодированном виде (т. е. в виде показаний счетчиков, индикаторов, измерительных приборов и т. д.), что обусловливает необходимость декодирования и мысленного сопоставления полученной информации с состоянием реального управляемого объекта.
3. Увеличение сложности и скорости течения производственных процессов выдвигает повышенные требования к точности действий операторов, быстроте принятия решений в осуществлении управленческих функций. В значительной мере возрастает степень ответственности за совершаемые действия, поскольку ошибка оператора при выполнении даже самого простого акта может привести к нарушению работы всей системы «человек — машина», создать аварийную ситуацию с угрозой для жизни работающих людей. Поэтому работа оператора в современных человеко-машинных комплексах характеризуется значительными увеличениями нагрузки на нервно-психическую деятельность человека, в связи с чем по-иному ставится проблема критериев тяжести операторского труда. Основным критерием становится не физическая тяжесть труда, а его нервно-психическая напряженность.
4. В условиях современного производства изменяются условия работы человека. Для некоторых видов деятельности оператора характерно ограничение двигательной активности, которое не только проявляется в общем уменьшении количества мышечной работы, но и связано с преимущественным использованием малых групп мышц. Иногда оператор должен выполнять работу в условиях изоляции от привычной социальной среды, в окружении приборов и индикаторов. И если эти устройства спроектированы без учета психофизиологических особенностей оператора либо выдают ему ложную и искаженную информацию, то возникает ситуация, которую образно называют «конфликтом» человека с приборами .
5. Повышение степени автоматизации производственных процессов требует от оператора высокой готовности к экстренным действиям. При нормальном протекании процесса основной функцией оператора является контроль и наблюдение за его ходом. При возникновении нарушений оператор должен осуществить резкий переход от монотонной работы в условиях «оперативного покоя» к активным, энергичным действиям по ликвидации возникших отклонений. При этом он должен в течение короткого промежутка времени переработать большое количество информации, принять и осуществить правильное решение. Это приводит к возникновению сенсорных, эмоциональных и интеллектуальных перегрузок.
Рассмотренные особенности операторского труда позволяют выделить его в специфический вид профессиональной деятельности.
Деятельность оператора в системе «человек-техническое средство» может носить самый разнообразный характер. Несмотря на это, в общем виде она может быть представлена в виде четырех основных этапов [32].
1. Приема информации.На этом этапе осуществляется восприятие поступающей информации об объектах управления и тех свойствах окружающей среды и системы в целом, которые важны для решения задачи, поставленной перед системой «человек — техническое средство». При этом осуществляются такие действия, как обнаружение сигналов, выделение из их совокупности наиболее значимых, их расшифровка и декодирование; в результате у оператора складывается предварительное представление о состоянии управляемого объекта: информация приводится к виду, пригодному для оценки и принятия решения.
2. Оценки и переработки информации.На этом этапе производится сопоставление заданных и текущих (реальных) режимов работы системы, производится анализ и обобщение информации, выделяются критичные объекты и ситуации и на основании заранее известных критериев важности и срочности определяется очередность обработки информации. Качество выполнения этого этапа во многом зависит от принятых способов кодирования информации и возможностей оператора по ее декодированию. На данном этапе оператором могут выполняться такие действия, как запоминание информации, извлечение ее из памяти, декодирование и т. п.
3. Принятия решения.Решение о необходимых действиях принимается на основе проведенного анализа и оценки информации, а также на основе других известных сведений о целях и условиях работы системы, возможных способах действия, последствиях правильных и ошибочных решений и т. д. Время принятия решения существенным образом зависит от энтропии множества решений. Если же каждому состоянию объекта могут быть поставлены в соответствие несколько решений, то при расчете энтропии нужно учесть еще и сложность выбора из множества возможных решений необходимого.
4. Реализации принятого решения.На этом этапе осуществляется приведение принятого решения в исполнение путем выполнения определенных действий или отдачи соответствующих распоряжений. Отдельными действиями на этом этапе являются: перекодирование принятого решения в машинный код, поиск нужного органа управления, движение руки к органу управления и манипуляция с ним (нажатие кнопки, включение тумблера, поворот рычага и т. п.). На каждом из этапов оператор совершает самоконтроль собственных действий. Этот самоконтроль может быть инструментальным или неинструментальным. В первом случае оператор проводит контроль своих действий с помощью специальных технических средств (например, с помощью специальных индикаторов контролирует правильность набора информации). Во втором случае контроль ведется без применения технических средств. Он осуществляется путем визуального осмотра, повторения отдельных действий и т. п. Проведение любого вида самоконтроля способствует повышению надежности работы оператора.
Первые два этапа в совокупности называют иногда получением информации, последние два этапа — ее реализацией. Из проведенного описания видно, что получение информации включает в себя как бы два уровня, поскольку текущая информация передается оператору через систему технических устройств. Он, как правило, не имеет возможности непосредственно наблюдать за объектом управления (во всяком случае эта возможность ограничена), а получает необходимую информацию со средств отображения в закодированном виде. С их помощью формируется информационная модель объекта управления.
Информационная модель есть организованная в соответствии с определенной системой правил совокупность информации о состоянии и функционировании объекта управления и внешней среды. Она является для оператора своеобразным имитатором, отражающим все существенно важное для управления, т.е. тем источником информации, на основе которого он формирует образ реальной обстановки, производит анализ и оценку сложившийся ситуации, принимает решение, обеспечивает правильную работу системы и выполнение возложенных на нее задач, а также наблюдает и оценивает их реализации [33].
При проектировании информационной модели технического средства – средств отображения информации (СОИ) и органов управления (ОУ) сенсомоторных устройств, следует придерживаться следующих эргономических требований:
- содержания: информационная модель должна адекватно отображать объекты управления, рабочие процессы, окружающую среду и состояние самой системы управления;
- количества информации: информационная модель должна обеспечивать оптимальный информационный баланс и не приводить к таким нежелательным явлениям, как дефицит или излишек информации;
- формы и композиции: информационная модель должна соответствовать задачам трудового процесса и возможностям человека по приему, анализу, оценке информацией управляющих воздействий.
Размещение средств отображения информации (СОИ) и органов управления (ОУ) сенсомоторных устройств на рабочем месте человека-оператора (дисплеев, пультов ввода данных и документирования, аппаратуры связи и т.д.) должно создавать необходимые условия для выполнения простых функций левой рукой с целью снижения нагрузок на правую руку (при работе на пультах, ведении записей, работе с картой и т.д.) [34].
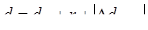
Оптимальное расположение лицевой поверхности средств отображения информации показано на рисунке 4.1.
1 - оризонтальная линия взора;
2 - нормальная линия взора;
3 - лицевая поверхность средств отображения информации.
Рисунок 4.1 - Оптимальное расположение лицевой поверхности средств отображения информации
Расположение средств отображения информации и сенсомоторных устройств на панелях пульта должно осуществляться с учетом следующих основных факторов: приоритета, группировки в логические блоки, взаимосвязей между органами управления и средствами отображения информации и сенсомоторными устройствами.
Приоритет сенсомоторных устройств (или средств отображения информации) определяется их назначением и ролью в функционировании системы. При этом выделяются следующие показатели функционирования располагаемого устройства или средства [31]:
- частота использования;
- точность и скорость считывания показателей (для СОИ) или установки позиций (для СМУ);
- влияние ошибки считывания или запаздывания при выполнении операций на надежность и безопасность работы системы.
Размещение индикаторов и сенсомоторных устройств или органов управления на панелях пультов управления осуществляется двумя способами:
функциональным, когда индикаторы и органы управления группируются с учетом совместного их использования при выполнении общей задачи или относящиеся к одному компоненту оборудований;
последовательным, когда расположение определяется последовательностью использования [35].
Допускается использовать сочетание двух этих способов.
При размещении средств отображения информации и сенсомоторных устройств (органов управления) учитываются следующие требования:
1. Важные и наиболее часто используемые средства отображения информации и органы управления должны располагаться в пределах оптимальной зоны. Аварийные - в легко доступных местах, второстепенные и периодически используемые - не в оптимальных зонах.
Оптимальная конструкция пульта управления представлена на рисунке 4.2.
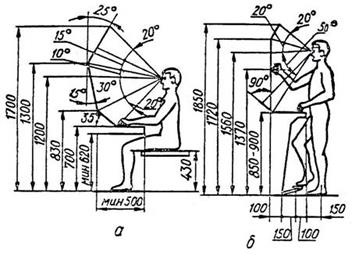
а - при работе сидя; б - при работе стоя
Рисунок 4.2 - Оптимальная конструкция пульта управления [21]
2. Компоновка средств отображения должна обеспечивать обзор и видимость с рабочего места всех индикаторов, возможность легкого опознания любого из них, объединение индикаторов в последовательно используемые или функциональные группы, учет взаимосвязей индикаторов и органов управления.
При наличии в группе шести (и более) индикаторов, они должны располагаться двумя параллельными вертикальными или горизонтальными рядами, при этом расположение их пятью-шестью горизонтальными и вертикальными рядами не допускается. При наличии на панелях более 25-30 индикаторов они должны компоноваться в 2-3 зрительно отличимые группы.
Распределение рабочих зон в горизонтальной плоскости представлено на рисунке 4.3.
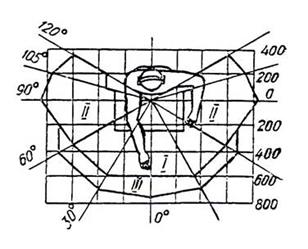
I - зона основных движений;
II - зона вспомогательных движений;
III - зона вне пределов досягаемости, но в пределах видимости приборов
Рисунок 4.3 - Распределение рабочих зон в горизонтальной плоскости
3. При размещении органов управления должна быть исключена возможность их случайного переключения, что может быть обеспечено рациональной компоновкой или устройством специальных фиксаторов.
4. Для обеспечения различимости однотипных органов управления они должны компоноваться в группы, которые выделяются увеличением интервала между группами или установкой в данном интервале органов управления, отличных по виду.
5. Функционально связанные органы управления и средства отображения информации должны располагаться вблизи друг друга и компоноваться функциональными группами, при этом функциональные группы, используемые для выполнения наиболее важных действий (сигнализации или устранения аварийных ситуаций), целесообразно очерчивать специальными линиями шириной 2-3 мм, хорошо контрастирующими с фоном панели.
6. Сенсомоторные устройства и функционально связанные с ними рядом расположенные индикаторы должны располагаться так, чтобы сами органы управления или рука при манипуляциях с ними не закрывали индикатора.
7. Движение органов управления вперед (т.е. от оператора), вверх, вправо или по ходу часовой стрелки (для поворотных органов управления) должно соответствовать увеличению параметра на функционально связанных с ними индикаторах или положению "включено".
8. Сенсомоторные устройства, которые требуют определенной последовательности действий или которыми манипулируют совместно, должны быть соответствующим образом сгруппированы, чтобы последовательные действия производились в порядке слева направо или сверху вниз.
9. Для обеспечения возможности быстрого обнаружения неправильно набранной информации следует применять кнопки с фиксацией нажатия или с подсветом, использовать контрольную (сигнальную) строку (или поле) на экране, отображающем набранную информацию; применять результирующую кнопку (например "Ввод"), формирующую команду на исполнение операции (по всей цепочке нажатий), что позволяет проверять правильность нажатий и осуществлять переход от одной операции к другой под зрительным контролем.
10. При программном контроле ошибочных действий оператор должен получать указание на наличие ошибок при помощи звукового или зрительного сигнала (загорание, мигание сигнальной лампочки или транспаранта). Указание на наличие ошибки и ее характер должно также отображаться в контрольной строке или на специальном участке информационного поля [36].
Всесторонний учет этих требований в процессе проектирования обеспечивает необходимую оперативность и точность трудовой деятельности человека-оператора.
ЗАКЛЮЧЕНИЕ
В результате проделанного дипломного проекта был изучен анализируемый объект управления и разработаны мероприятия по совершенствованию производственно-хозяйственной деятельности предприятия ЧУПП «ТелеМикс». Эти мероприятия становятся ещё актуальнее на фоне мирового экономического кризиса, начавшегося в 2008 г.
Цель дипломного проекта состояла в том, чтобы проанализировать основные технико-экономические показатели работы предприятия, выявить факторы, способствующие их росту и наметить состав мероприятий по реализации резервов повышения этих показателей.
В аналитическом разделе был проведен анализ работы предприятия за последние три года. Анализ показал, что обнаружился ряд негативных тенденций. Важнейшие показатели работы предприятия – балансовая прибыль и прибыль от реализации – снижались. Факторный анализ прибыли от реализации показал, что уменьшение прибыли в 2009 г. по сравнению с предыдущим годом произошло за счет увеличения полной себестоимости продукции, падения выручки от реализации продукции.
Анализ себестоимости в свою очередь показал, что наибольший удельный вес в ее структуре имеют сырье, материалы и покупные комплектующие. Следовательно, одним из наиболее значительных резервов снижения себестоимости продукции является уменьшение прямых материальных затрат, так как расходы на основные материалы, режущий инструмент, основную заработную плату, топливо и энергию для технологических целей и др.
Как следствие отрицательной динамики прибыли, на предприятии было выявлено падение уровня рентабельности продукции и производства.
Анализ платежеспособности показал, что в целом предприятие является платежеспособным. Рост доли запасов в оборотных активах предприятия свидетельствует о снижении маневренности капитала.
Баланс ЧУПП «ТелеМикс» является практически ликвидным, т. к. за все три рассматриваемых года предприятие не испытывает существенную нехватку денежных средств и имеющаяся денежная наличность покрывает кредиторскую задолженность.
Однако, несмотря на многие позитивные изменения на предприятии не в полной мере используются резервы роста эффективности хозяйственной деятельности. В частности возможно уменьшение издержек предприятия за счет снижения затрат на техническое обслуживание и ремонт, оптимизации производственных процессов таким образом, чтобы избегать незапланированных сбоев, подбора соответствующих специалистов для работ, снижения количества ремонтов и составления графиков обслуживания или замены оборудования так, чтобы основное производство пострадало как можно меньше. Кроме этого более точный складской учет может в значительной мере снизить дублирование запасных частей и материалов, хранимых на различных складах, исключить неупотребляемые материалы, снизить риск недоставки к определенному времени необходимых компонентов и уменьшить транспортные расходы и т. д.
С целью повышения эффективности производственно-хозяйственной деятельности было предложено внедрение на ЧУПП «ТелеМикс» информационной системы управления фондами и активами предприятия «1С: Предприятие 8.0. Управление производственным предприятием». Расчеты экономии средств в связи с сокращением запасов на складе и с сокращением трудовых затрат выявили определяющее влияние повышения эффективности складского учета и использования трудовых ресурсов в общей системе производственно-хозяйственной деятельности ЧУПП «ТелеМикс». Это объясняется как большой затратностью этих статей расходов предприятия, так и высокой эффективностью системы «1С: Предприятие 8.0»
|
из
5.00
|
Обсуждение в статье: Конструкция и технологический процесс изготовления печатной платы модуля регулирования мощности |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы