 |
Главная |


Принципы образования погрешности
|
из
5.00
|
Особенность расчета контурных систем заключается в необходимости учета динамических ошибок, возникающих при отработке изменяющихся во времени сигналов управления по координатам в соответствии с обрабатываемым контуром.
Как и в системах с позиционным управлением, в контурных системах ЧПУ одним из основных требований является выполнение условий устойчивости. Поэтому формирование желаемых ЛАЧХ и ЛФЧХ системы управления по одной управляемой координате необходимо начинать с задания запасов по амплитуде и фазе, обеспечивающих заданное значение перерегулирования. При расчете контурных систем справедливы те же зависимости для обеспечения статической точности, что и для позиционных систем.
Установившиеся динамические ошибки в контурах управления пропорциональны производным от управляющих или возмущающих воздействий при плавном их изменении; в случае скачков воздействий составляющими динамических ошибок будут ошибки, обусловленные переходными процессами и пропорциональные амплитуде производных от воздействий.
Сложность расчета систем управления по контуру заключается в большом многообразии форм обрабатываемых деталей, а также в том, что поверхность детали формируется при одновременном ее движении относительно режущей кромки инструмента по нескольким координатам. Однако, учитывая, что обработка объемных деталей (штампов, лопаток турбин, гребных винтов и т. д.) на станках с ЧПУ производится либо по параллельным сечениям (метод строчек), либо по винтовым линиям с малым шагом, анализ динамических ошибок можно производить по точности двухкоординатных систем программного управления при воспроизведении плоских контуров.
Поскольку плоские кривые при программировании обычно аппроксимируются комбинациями из дуг окружностей и отрезков прямых, расчет систем управления производится по этим типовым контурам. Погрешность воспроизведения в какой-либо точке типового контура определяется как наименьшее расстояние от этой точки до полученного контура.
На рис. 5 показана схема фрезерования сложнофасонной поверхности на детали 2фрезой 5. Очевидно, при воспроизведении на заготовке заданного контура 1из-за инерционности системы управления по координатам полученная траектория движения центра фрезы 3 отклоняется от заданной. Полученный контур 4 на детали 2 в каждой i-й точке будет отличаться от заданного на величину d(ti).
 , (17)
, (17)
где r(ti) – радиус-вектор заданного контура в i-й точке; rЗ(ti) – радиус-вектор полученного контура; ti – время с начала обработки до прихода в i-ю точку рабочего пространства.
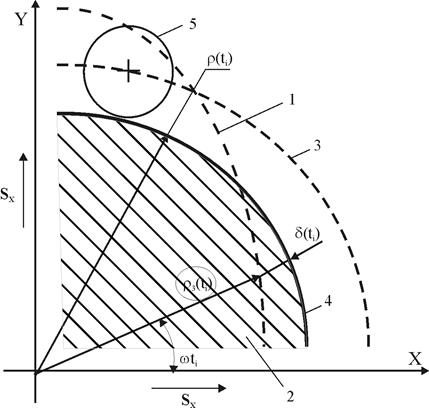
Рис. 5. Схема возникновения ошибок при формообразовании
сложного контура
Предположим, что обработка заданного контура производится с постоянной контурной подачей s, характеризующейся переменной круговой частотой w = s / R , где R - радиус траектории обрабатываемого участка.
Для оценки общей погрешности на контуре различают внутреннюю d В и наружную d Н ошибки:  при
при  и
и  при
при  .
.
Обработка детали может производиться как в полярных и прямоугольных системах координат.
Представим радиус-векторы перемещения по заданной и реализуемой траекториям в комплексной форме.
 . (18)
. (18)
Предположим, что каналы управления по соответствующим координатам независимы, тогда в операторной форме
 , (19)
, (19)
где Фх(р), Фу(р) – передаточные функции замкнутых контуров управления соответственно по координатам X и Y. Структурная схема двухкоординатной системы ЧПУ показана на рис. 6.
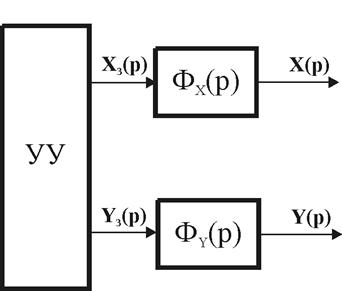
Рис. 6. Структурная схема двухкоординатной системы ЧПУ
На сновании приведенных формул (18), (19) можно сделать вывод: на погрешность воспроизведения контура оказывает влияние не только его вид, динамические и статические характеристики, но и неидентичность характеристик каналов управления, то есть передаточных функций по координатам.
Таким образом, при расчете динамической погрешности, как и при оценке статической погрешности, кроме возмущений системы СПИД, необходимо учитывать влияние параметрических возмущений.
Рассмотрим влияние параметров системы ЧПУ на точность обработки контура, составленного из отрезков прямых. При отработке прямолинейного участка контура 1 (рис. 7) возникает динамическая ошибка, равная величине отрезка нормали, заключенного между заданным 1 и полученным 2 контурами.
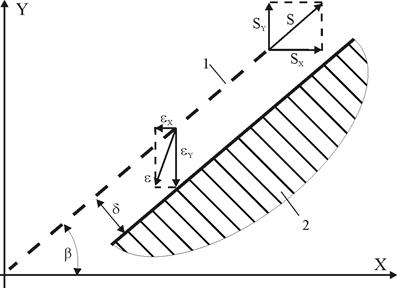
Рис. 7. Схема формирования погрешности при обработке прямолинейного участка контура
При воспроизведении линейного участка справедливы следующие соотношения между характеристиками процесса движения:
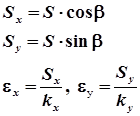 , (20)
, (20)
где Sx, Sy, S – подачи по координатам Х, У и контурная соответственно;
kx, ky – добротности контуров управления соответственно по координатам Х и У;
e x, e y – скоростные ошибки в контурах управления по координатам Х, У;
b – угол наклона отрезка обрабатываемого контура к координатной оси Х.
|
из
5.00
|
Обсуждение в статье: Принципы образования погрешности |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы