 |
Главная |


Фольгостыковая сварка.
|
из
5.00
|
Сварка с раздавливанием кромок.
Стыковая сварка
Стыковая сварка сопротивлением (давлением)
Стыковая сварка оплавлением
ДУГОПРЕССОВАЯ СВАРКА
Приварка болтовых деталей разрядом конденсатора
Прессовая сварка дугой, вращающейся в магнитном поле.
ГАЗОПРЕССОВАЯ СВАРКА
КАМЕРНАЯ СВАРКА
КУЗНЕЧНАЯ СВАРКА
СВАРКА ТРЕНИЕМ
УЛЬТРАЗВУКОВАЯ СВАРКА
ХОЛОДНАЯ СВАРКА
ДИФФУЗИОННАЯ СВАРКА
СВАРКА ВЗРЫВОМ
Точечная сварка
Схема точечной сварки показана на рис, 1, 2.

Рис. 1. Контактная точечная сварка. Охлаждение электродов при точечной сварке: 1 и 2 — электроды; 3 — вода.
Листы, собранные с местной нахлесткой и прилегающие по свариваемым поверхностям, соединяются под действием усилия F отдельными точками. Ток подводится с помощью стержневых электродов. Количество выделяющегося тепла определяется законом Джоуля:


Рис. 2. Принцип сварки;
а — принцип (1,4 — электроды; 2,3 - заготовки); б- схема 1 — гидравлический цилиндр с блоком управления; 2 — сварочный трансформатор; 3 — электронное управление, 4 — гидравлическая система для обеспечения прижатия.
Сопротивления электродов R1 и R2 должны быть невелики, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью и достаточной горячей твердостью. Электроды для точечной сварки изготовляют главным образом из меди и ее сплавов.
Небольшими должны быть и переходные сопротивления R3 и R4 между электродами и листами, так как в противном случае эти участки нахлестки недопустимо сильно нагреваются, вследствие чего происходит легирование рабочих поверхностей электродов элементами свариваемого металла и увеличивается их износ. Поэтому, контактные поверхности электродов и поверхности листов должны быть чистыми, усилия сжатия — большими, а охлаждение электродов — интенсивным. Сопротивления R6 и R7 зависят от удельных электрических сопротивлений материала листов.
Основное количество теплоты, расходуемой на образование соединения, выделяется в переходном сопротивлении R5 и в прилегающих приповерхностных слоях свариваемых деталей. Если R5 значительно превышает R6 и R7 то прилегающие друг к другу поверхности листов (свариваемые поверхности) слишком быстро нагреваются, в результате чего происходит выплеск. Интенсивность теплоотвода в электроды и листы снижают путем уменьшения время сварки.

Границы применимости. Размеры; толщина s = 0,4—4 (8) мм, диаметр D == 3—10 (20) мм, Группы материалов: низколегированные и легированные стали, цветные металлы, тугоплавкие металлы (рис. 1.47, 1.48) (2а, 2б).
Область использования: транспортное машиностроение; вагоностроение; серийная продукция листообрабатывающей сферы производства; строительная промышленность; приборостроение.
Параметры: сварочный ток 1—100 кА, напряжение дуги 0,5—10 В; время сварки 0,04—2 с; усилие 500—10000 Н.
Рельефная сварка
Электрический ток обычно подводится к свариваемым деталям электродами с большой поверхностью. Концентрация тока достигается благодаря тому, что в одной или в обеих свариваемых деталях есть рельефы. После пластификации материала в процессе сварки рельефы сглаживаются. В остальном, соединение образуется так же, как и при точечной сварке. На рис. 3 показана схема рельефной сварки.
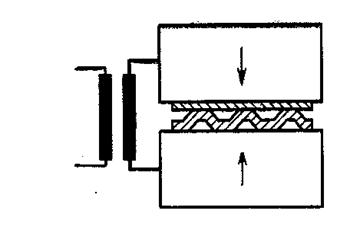
Рис. 3 Рельефная сварка
Применение этого способа целесообразно в массовом производстве. При опускании электрода сварка осуществляется одновременно по большому количеству рельефов.

Рис. 4 Обычные формы рельефа: а — круглый; б — продольный; в — кольцевой; г — сдвинутый.
Форма рельефа. Формы рельефа показаны на рис. 4. Выбор других форм рельефа зависит от конкретных задач сварки, например для соединения перекрещивающихся стержней, или листов с фасонными деталями.
Границы применимости. Размеры: толщина 0,5—5 мм. Группы материалов: углеродистые и легированные стали, цветные металлы (см. Точечная контактная сварка).
Область использования: сварка мелких деталей и деталей сложной формы в транспортном машиностроении; серийное производство, потребляющее листовую продукцию; приборостроение.
Параметры: сварочный ток 5 - 100 кА, усилие 0,5-40 кН, продолжительность сварки 3—50 периодов.
Шовная сварка
При контактной шовной сварке стержневые электроды, применяемые для точечной сварки, заменяют роликовыми. Различие этих способов сварки заключается в том, что роликовые электроды при перемещении свариваемых деталей не разводятся. В зависимости от конкретной задачи транспортирование деталей осуществляется с помощью одного или обоих роликов. Таким образом, получают непрерывные или периодически прерывающиеся сварные швы. Электроды могут вращаться постоянно или периодически. Различают герметичные сварные швы с взаимным перекрытием точек и точечные швы (рис. 5). Если сварку ведут постоянным током, то получают шов, показанный на рис. 6.

Рис. 5. Герметичные и точечные швы при шовной сварке.

Рис. 6. Шовная сварка постоянным током
Программа изменения тока и усилия сжатия. При периодическом вращении электродов сварку можно вести с программным изменением тока и усилия сжатия, как и при точечной сварке. Это используется главным образом при соединении материалов, чувствительных к сварочному нагреву, например сплавов легких металлов.
|
из
5.00
|
Обсуждение в статье: Фольгостыковая сварка. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы