 |
Главная |


Прессовая сварка дугой, вращающейся в магнитном поле.
|
из
5.00
|
При взаимодействии тока, протекающего через проводник, и магнитного поля создается усилие, перемещающее проводник.

Рис. 15. Схема сварки вращающейся дугой: 1 — изделие; 2 — зажимные колодки (жесткие); 3 — зажимные колодки (допускающие возможность обжатия); 4 — основной источник питания; 5 — магнитная катушка; 6 — источник питания магнитной катушки; 7 — аппарат для зажигания дуги.
Существуют два варианта способа, при которых дуга горит либо непосредственно между свариваемыми деталями либо между деталями и вспомогательным электродом. Принципиально оба варианта не отличаются друг от друга. Возбужденная дуга взаимодействует с магнитным полем и вращается в зазоре (около 1,5 мм) между свариваемыми деталями (как правило, трубами). Торцы быстро нагреваются, а сварка осуществляется осадкой при выключенном сварочном токе и выключенных магнитных катушках. При сварке труб магнитные катушки устанавливают с двух сторон от стыка так, чтобы они не касались труб». Время сварки составляет несколько секунд, а давление 60—80 МПа. Этот способ, легко поддается автоматизации, применяют преимущественно для сварки стальных трубных заготовок с толщиной стенок до 4 мм. Возможна сварка заготовок толщиной до 8 мм.
Границы применимости. Размеры: диаметр труб 8 – 9 мм, толщина стенок 1,5 мм. Группы материалов; углеродистые и низколегированные трубные стали (полуспокойные, спокойные) с содержанием углерода не более 0,45%; теплостойкие стали; высоколегированные хромоникелевые стали.
Область использования; водопроводные системы и нагревательные трубопроводы для оборудования строящихся зданий, а также для выполнения работ на монтажной площадке и в мастерских, трубопроводы гидравлических систем (номинальное давление 16 МПа). Трубопроводы для теплообменников электростанций. Стыковые соединения обычных и фасонных труб. Производство транспортного оборудования (осей, валов, распорок). Массовое производство элементов трубопроводов и сварка обрезков труб в отдельную трубу.
Параметры; сварочный ток 80—1000А; продолжительность сварки: без программы по току 0,5—1,5 с; с программой по току 5—15 с; сварка сложных сечений и хромоникелевых сталей 15-5-25 с; удельное давление при обжатии 30—100 МПа (для обычных трубных сталей), 200—300 МПа (для хромоникелевых сталей). Дуга вращается, вдоль ребра стыкового соединения со скоростью от 8 м/с в начале сварки до 100 м/с.
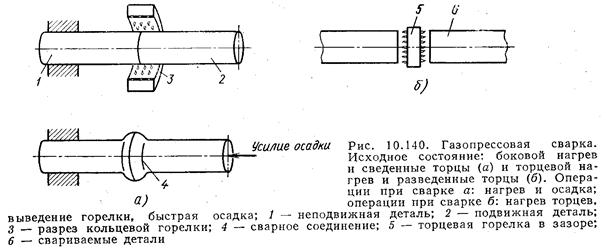
ГАЗОПРЕССОВАЯ СВАРКА
Состыкованные в специальных устройствах детали из стали или меди нагревают ацетилено-кислородным пламенем в области сварного шва до температуры сварки. Сварное соединение образуется при последующей осадке. Схемы двух способов газопрессовой сварки (с боковым и торцовым нагревом) показаны на рис. 10.140 (16).
Температура сварки должна быть на 100—150 °С ниже температуры солидуса свариваемого металла, в частности для стали 1200 °С. Время подогрева должно, быть достаточным для нагрева деталей до этой температуры по всему сечению. Другим важным параметром режима является величина осадки. При сварке сталей минимальная величина осадки, требуемая для получения соединения высокого качества, тем больше, чем выше содержание в нем углерода. Чувствительным критерием оценки влияния величины осадки на свойства сварных соединений является их ударная вязкость. При сварке сталей, упрочненных в холодном состоянии, осадку часто выбирают равной диаметру свариваемых стержней. Качество соединений, выполненных газопрессовой сваркой, можно улучшить нормализацией.
Минимальное давление осадки для нелегированных сталей 25—35 МПа, для низколегированных сталей до 45 МПа и для высоколегированных и холодноупрочненных арматурных сталей 60—80 МПа. Основные области применения: сварка железнодорожных рельсов, арматурных сталей, а также медных контактных проводов.
При контактировании полупроводниковых элементов с проволокой диаметром 7—100 мкм из золота и сплавов золота или алюминия ее часто приваривают к контактным площадкам термокомпрессией (соединение типа шляпки гвоздя). Этот способ контактирования, применяемый в полупроводниковой технике, является, по существу, прессовой сваркой с подогревом от 200 до 400 °С. На конце проволоки при отделении ее ранее приваренной части от катушки нагревом газовым пламенем образуется шарик. Проволока подводится принудительно по каналу в центрирующем конусе инструмента. Шарик опускается на контактную площадку и приваривается к ней с раздавливанием.
Границы применимости. Параметры: арматурные стали, пруток диаметром 10—40 мм, сортовой профиль высотой до 200 мм.
Группы материалов: свариваемые стали, преимущественно арматурные.
Области использования; арматурные стали в строительстве и трубы в металлообрабатывающей промышленности; железнодорожный транспорт, сварка встык железнодорожных рельсов, монтажная сварка.
Виды горелок; плоская горелка для газовой сварки, кольцевая горелка для газовой сварки при нормальном регулировании пламени.
|
из
5.00
|
Обсуждение в статье: Прессовая сварка дугой, вращающейся в магнитном поле. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы