 |
Главная |


Характеристика комплексов оборудования.
|
из
5.00
|
Линия начинается с комплекса оборудования для предварительного измельчения мясного сырья. Для измельчения блоков замороженного мяса принимаем машину Б9-ФДМ-01 и напольные тележки.
Техническая характеристика измельчителя Б9-ФДМ-01
| Производительность, кг/ч | 7500 |
| Размер кусков сырья, мм до измельчения после измельчения |
 40
40
|
| Установленная мощность, кВт | 45 |
| Габаритные размеры, мм | 
|
| Масса, кг | 2100 |
В комплекс оборудования для посола мяса принимаем агрегат для измельчения и посола мяса Я2-ФХ2Т
Техническая характеристика агрегата Я2-ФХ2Т
| Производительность, кг/ч Мощность электродвигателя, кВт Габаритные размеры, мм длинна ширина высота Масса, кг | 4500 22 3500 2100 1900 2900 |
 Комплекс оборудования для созревания мяса представляет собой камеру, состоящую из стационарных стеллажей и напольных тележек.
Комплекс оборудования для созревания мяса представляет собой камеру, состоящую из стационарных стеллажей и напольных тележек.
Ведущим является комплекс оборудования для тонкого измельчения и приготовления фарша, в состав которого принимаем куттер Л5-ФКМ.
Техническая характеристика куттера Л5-ФКМ
|
| ||
| Производительность, кг/ч: по основному сырью | 1200 | |
| по мороженому сырью | 1250 | |
| Вместимость чаши, л | 125 | |
| Частота вращения ножей, об/мин | 1300/2600 | |
| Количество ножей, шт. | 6 | |
| Установленная мощность, кВт | 41,0 | |
| Габариты, мм | 2650х1760х2015 | |
| Масса, кг | 1540 | |
| Занимаемая площадь, м2 | 5,5 | |
|
| ||
 Комплекс оборудования для шприцевания фарша в оболочку состоит из шприца, конвейера для вязки колбас, клипсатора, колбасного агрегата и колбасных рам. В проекетируемой линии для образования целлофановой оболочки, наполнения ее фаршем, формования батонов, наложения скрепок на концы батонов, а также автоматического разделения батонов принимаем автомат Л5-ФАЛ.
Комплекс оборудования для шприцевания фарша в оболочку состоит из шприца, конвейера для вязки колбас, клипсатора, колбасного агрегата и колбасных рам. В проекетируемой линии для образования целлофановой оболочки, наполнения ее фаршем, формования батонов, наложения скрепок на концы батонов, а также автоматического разделения батонов принимаем автомат Л5-ФАЛ.
Техническая характеристика автомата Л5-ФАЛ
| Вместимость бункера, м3 | 0,27 |
| Установленная мощность, кВт | 16,0 |
| Габаритные размеры, мм | 
|
| Масса, кг | 1175 |
Завершающий комплекс состоит из термоагрегата непрерывного действия или термокамеры периодического действия. Для варки колбас принимаем универсальную термокамеру КОН-5
Техническая характеристика термокамеры КОН-5
| Производительность, кг/ч | 200…450 |
| Вместимость, м3 | 4,6 |
| Занимаемая площадь, м2 | 3,2 |
| Установленная мощность, кВт | 20 |
 2 ОПИСАНИЕ КОНСТРУКЦИЙ МАШИН И РАБОТЫ ЛИНИИ
2 ОПИСАНИЕ КОНСТРУКЦИЙ МАШИН И РАБОТЫ ЛИНИИ
2.1 ОПИСАНИЕ КОНСТРУКЦИЙ МАШИН
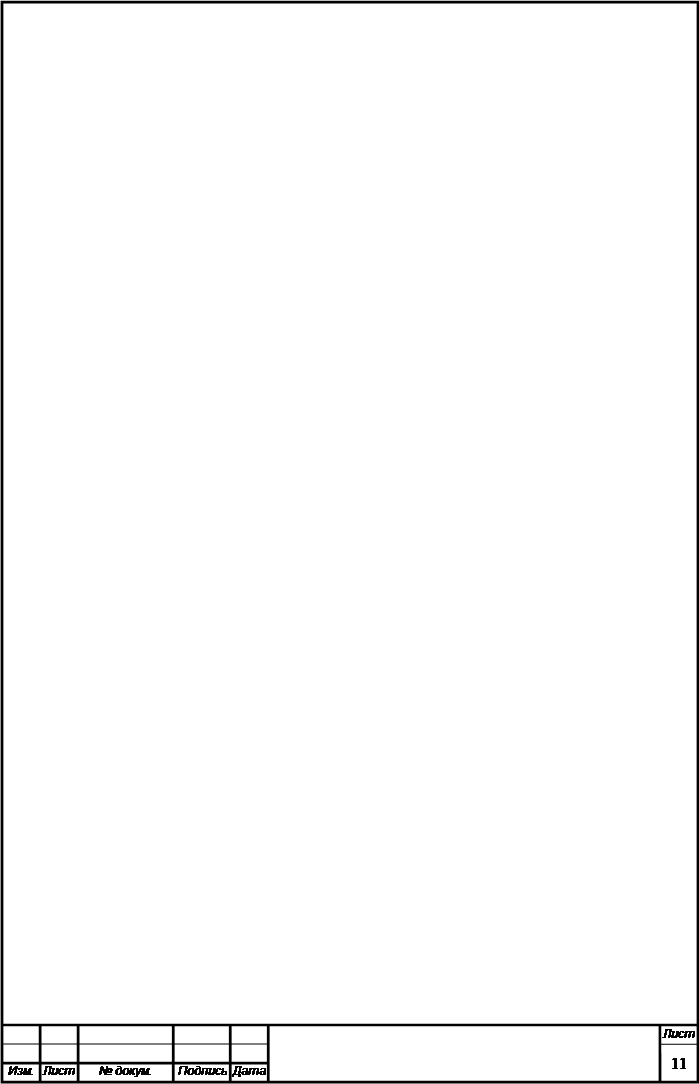
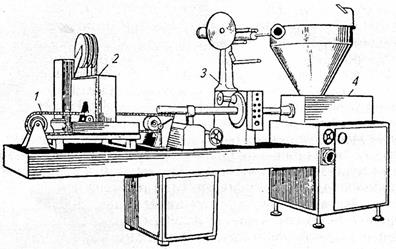
2.1.1 Машина Б9-ФДМ-01 (рис. 2.1) для измельчения блоков замороженного мяса смонтирована на станине 1сварной конструкции.
Барабан 2изготовлен из нержавеющей стали и установлен наклонно. На барабане укреплены ножи 3.Под ножами имеются отверстия трапецеидальной формы для выхода измельченного мяса во внутреннюю полость барабана. Режущие кромки ножей выступают над барабаном на 7...8 мм. Вращение барабану с ножами передается от электродвигателя 4 через двухступенчатый редуктор 6.
Привод защищен ограждающим кожухом 5.Загрузочный бункер 7 расположен наклонно для сползания замороженных блоков мяса. Для правильной установки машины на полу цеха ее станина снабжена регулируемыми опорами 8.
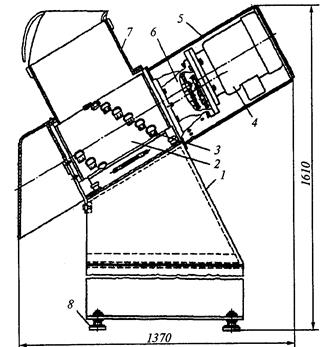
Рис 2.1 Машина Б9-ФДМ-01 для измельчения мяса
 2.1.2 Агрегат для измельчения и посола мяса Я2-ФХ2Т
2.1.2 Агрегат для измельчения и посола мяса Я2-ФХ2Т
Станина 1 (рис. 2.2) является сборочной единицей сварной конструкции из профильного материала и предназначена для размещения приводов фаршемешалки, привода и секции измельчителя.
Фаршемешалка 2 представляет собой сборную конструкцию. На раме сварной конструкции установлена мешалка, состоящая из дежи, лопастных валов, шнека для разгрузки сырья из дежи и кинематических звеньев привода шнека и лопастных валов.
Секция измельчителя 3 — сборочная единица, в состав которой входят: подающий и рабочий шнеки, ржущий механизм (решетки, ножи, подпора, гильза, гайка и приводные шкивы).
Площадка для обслуживания 9 представляет собой сборную конструкцию, состоящую из рамы и сварной конструкции ограждения. Площадка установлена на регулируемые опоры.
Приводы измельчителя, разгрузочного шнека – 6, перемешивающих валов – 7 представляют собой компоновку редукторов и двигателей на натяжных устройствах.
Рис. 2.2 Агрегат для измельчения и посола мяса Я2-ФХ2Т
 Электрооборудование состоит из электрошкафа и пульта управления.
Электрооборудование состоит из электрошкафа и пульта управления.
Пульт управления 5 (рис. 2.2) имеет сварной корпус прямоугольной формы и панель управления. На панели размещены кнопки управления и сигнальная аппаратура, внутри размещены клеммные блоки.
Управление агрегатом производится в ручном и автоматическом режимах.
Ручной режим.
На пульте управления тумблер вручную устанавливается в положение «Режим ручной».
Тележка с жилованным мясом вручную устанавливается на захват подъемника.
Нажатием на кнопку «Вверх» на пульте управления подъемника производится подъем тележки и выгрузка сырья в бункер измельчителя.
Нажимается кнопка «Пуск» – включается привод измельчителя, производится измельчение сырья.
Фарш из горловины измельчителя поступает в дежу фаршемешалки.
По мере заполнения дежи фаршем вручную включаются кнопки «Влево» лопастных валов и «Перемешивание» разгрузочного шнека.
Происходит перемешивание фарша и производится посол- вручную.
В процессе перемешивания производится периодический реверс лопастных валов нажатием на кнопки «Стоп», «Вправо», «Влево».
По окончании посола разгрузочный шнек переключается нажатием кнопки «Выгрузка» на разгрузку. Лопастные валы должны вращаться на встречу друг другу, что способствует наиболее высокому коэффициенту заполнения шнека фаршем и ускорению выгрузки фарша.
Фарш выгружается в тележки или другие емкости.
Управление подъемником ручное с пульта управления подъемника.
Автоматический режим.
Операционный процесс тот же, что описан выше.
Разница состоит в том, что лопастные валы в процессе перемешивания через каждые 50 секунд меняют направление вращения автоматически.
После остановки двигателя и переключения на реверс производится выстой 5 секунд.
2.1.3 Куттер Л5-ФКМ смеханизированной выгрузкой фарша предназначен для окончательного измельчения мяса и замороженных блоков размером  мм при температуре сырья не ниже –8°С.
мм при температуре сырья не ниже –8°С.
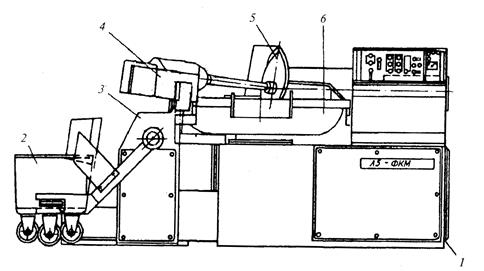
Рис. 2.3 Куттер Л5-ФКМ
Куттер включает станину 1 (рис. 2.3 ), чашу 6, измельчающий механизм, выгружатель 4 , защитную крышку и электропривод. На станине крепят приводные и технологические узлы. Измельчающий механизм содержит ножевой вал, на консольной части которого смонтирована втулка с серповидными ножами, устанавливаемыми с помощью колец.
Механизм выгружателя фарша смонтирован на кронштейне, прикрепленном к нижней части станины. Рабочим органом его является алюминиевая тарелка 5, приводимая во вращение от электродвигателя через
 червячный редуктор (частота вращения 58 мин-1). Механизм выгружателя свободно качается на специальной оси. В поднятом положении выгружатель фиксируется за счет собственной массы. Вал выгружателя проходит над рабочим пространством чаши через трубу, которая одним концом соединена неподвижно с корпусом редуктора выгружателя, на другом закреплен металлические скребок для удаления фарша с наружной поверхности тарелки и направления его в лоток. Электродвигатель механизма выгружателя включается и выключается автоматически: при поднятой
червячный редуктор (частота вращения 58 мин-1). Механизм выгружателя свободно качается на специальной оси. В поднятом положении выгружатель фиксируется за счет собственной массы. Вал выгружателя проходит над рабочим пространством чаши через трубу, которая одним концом соединена неподвижно с корпусом редуктора выгружателя, на другом закреплен металлические скребок для удаления фарша с наружной поверхности тарелки и направления его в лоток. Электродвигатель механизма выгружателя включается и выключается автоматически: при поднятой
тарелке он не работает и включается только после ее опускания в чашу
машины. Полного опорожнения чаши механизм выгружателя не дает, требуется дополнительная ручная зачистка.
Защитная крышка обеспечивает безопасные условия работы и
предотвращает выбрасывание из чаши перерабатываемого сырья. Снизу к крышке крепят специальные скребки, направляющие измельчаемое сырье под ножи. В чашу сырье загружают при включенной машине. Сырье подается под ножи вращением чаши.
Длительность процесса обработки фарша в куттере в значительной
степени зависит от сорта мяса, степени его предварительного измельчения,
коэффициента загрузки чаши, расстояния между крайними ножами и чашей
(минимальное 2 мм), числа ножей и частоты их вращения. Ножи собирают в
строгой последовательности таким образом, чтобы крайние точки их кромки
описывали в диаметральном сечении окружности одного диаметра с окружностью, образуемой крайними точками режущей кромки крайних ножей. Этим достигается балансировка ножевой головки.
Измельчение продукта без добавления воды вызывает увеличение
потребляемой мощности на 30...40%. Поэтому выбор рационального коэффициента загрузки чаши, необходимых режимов определяется технологией приготовления фарша с учетом использования 1-й и 2-й скорости вращения чаши, а также 1-й и 2-й скорости вращения ножевого  вала. Во избежание перегрева фарша при измельчении сырье в кусках предварительно охлаждают до +1...-2°С.
вала. Во избежание перегрева фарша при измельчении сырье в кусках предварительно охлаждают до +1...-2°С.
Дозатор воды включает в себя бак с датчиками доз, центробежный насос с электродвигателем для подачи воды в чашу и соленоидный клапан. Принцип работы дозатора основан на объемном измерении. Бак его постоянно наполнен водой доверху. Для выдачи дозывключается насос подачи воды в чашу на определенное количество литров. Когда уровень воды понизится на заданную величину, насос автоматически отключается, клапан открывается, и вода из магистрали поступает в бак.
2.1.4 Автомат Л5-ФАЛпредназначен для образования двухслойной оболочки из целлофановой ленты, наполнения ее фаршем, формования колбасного батона, изготовления скрепок и наложения их на концы батонов, а так же автоматического разделения батонов один от другого путем разрезания перемычки между ними.
Автомат Л5-ФАЛ(рис. 2.4) состоит из механизмов подачи и вакуумирования фарша , образования оболочки и наложения маркированной ленты , съема оболочки, подачи колбасного батона, образования и наложения скрепок , рамы, электромеханического привода, системы пневмоуправления, пульта управления и электрошкафа.
1- Конвейер;
2- Механизм наложения металлических скрепок;
3- Механизм образования оболочек;
4- Механизм подачи и вакуумирования фарша
Рис. 2.4 Автомат для производства колбасных изделий Л5-ФАЛ
Механизм образования оболочки создает двухслойную оболочку. Целлофановая лента шириной 320 ± 20 мм, сматываясь с бобины и проходя через специальный формообразующий воротник, преобразуется в трубчатую оболочку. При прохождении трубчатой оболочки по пустотелой цевке на нее накладываются маркированная лента шириной 35 ± 3 мм с обозначением наименования колбасы и второй слой целлофановой ленты (наружная оболочка) шириной 150 ± 10 мм. Наружная оболочка образуется навивкой по спирали путем вращения центральной головки с бобиной целлофановой ленты вокруг продольной оси цевки. Бобину с лентой устанавливают под углом к оси цевки. Образованная оболочка перемещается по цевке с помощью двух резиновых роликов, вращающихся синхронно с центральной головкой.
Готовая непрерывная оболочка наполняется фаршем из двухшнекового шприца, имеющего бункер для загрузки автомата фаршем. В качестве передаточного механизма шприца служит вариатор, который позволяет регулировать производительность шприца в зависимости от вида фарша.
Наполненная оболочка подается конвейером в механизм наложения скрепок, где одновременно происходят пережим оболочки (формование батона), изготовление двух скрепок, наложение их на концы батонов и разрезка перемычки между батонами специальным ножом. Привод механизма наложения скрепок осуществляется от двух пневмоцилиндров. Готовый батон колбасы поступает на приемный стол или конвейер.
 |
2.1.5 Универсальная термокамера КОН – 5 (рис.2.5) представляет собой теплоизолированный шкаф, закрывающийся с одной стороны двустворчатыми дверями. В верхней части камеры находятся вентилятор, калорифер и система воздухораспределения, состоящая из воздуховодов и двух рядов сопел. В целях равномерного распределения воздушного потока сопла оборудованы двумя специальными распределительными клапанами. При их вращении сопла периодически открываются и закрываются.
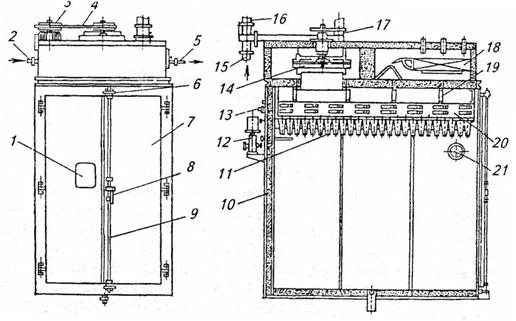
а — вид спереди; б— разрез:1— окно; 2— паропровод; 3— электродвигатель; 4— клиновый ремень; 5—трубопровод для конденсата; 6— защелка; 7—дверь; 8—двернаяручка; 9— штанга; 10— стенка; 11— сопла; 12— привод; 13— трубопровод для острого пара; 14— вентилятор; 15— дымоход; 16— трубопровод для свежего воздуха; 17— труба для отработавшего воздуха; 18— калорифер; 19—балки подвесного пути; 20— всасывающая труба; 21— лампа
Рис. 2.5 Универсальная термокамера
 Привод клапанов осуществляется от индивидуального электродвигателя. Воздушный поток из сопел направляется вниз, отражается от пола, поднимается вверх и через воздуховод удаляется из камеры. В верхней части камеры для увлажнения воздуха и снижения его температуры смонтированы форсунки. Вода, распыленная форсунками веерообразно, подхватывается струей горячего воздуха, частично испаряется, а частично собирается на полу и отводится через сточный люк. В процессе термообработки люк плотно закрыт. В более совершенных конструкциях термокамер воздух увлажняется и охлаждается с помощью кондиционера.
Привод клапанов осуществляется от индивидуального электродвигателя. Воздушный поток из сопел направляется вниз, отражается от пола, поднимается вверх и через воздуховод удаляется из камеры. В верхней части камеры для увлажнения воздуха и снижения его температуры смонтированы форсунки. Вода, распыленная форсунками веерообразно, подхватывается струей горячего воздуха, частично испаряется, а частично собирается на полу и отводится через сточный люк. В процессе термообработки люк плотно закрыт. В более совершенных конструкциях термокамер воздух увлажняется и охлаждается с помощью кондиционера.
Процесс термообработка в универсальной термокамере происходит за несколько последовательно выполняемых операций.
Подсушка продукта осуществляется горячим (100...110 °С) воздухом, подаваемым вентилятором. Воздух нагревается, проходя через рабочую поверхность калорифера. По распределительным трубам он подается к соплам; дымоход при этом перекрыт заслонкой.
Для варки используют острый пар, поступающий в камеру через перфорированную трубу под давлением около 200 кПа. Конденсат пара собирается в нижней части камеры и отводится через сточный люк.
Копчение осуществляется в том случае, если в дымоходе открыта дроссельная заслонка и дым из дымогенератора с помощью вентилятора поступает в камеру. Количество подаваемого и удаляемого дыма и воздуха регулируют заслонками. С помощью обводной трубы можно подавать воздух или дым в камеру, минуя калорифер. Обычно это делают в том случае, когда нет необходимости дополнительно нагревать воздушную смесь.
2.2  ОПИСАНИЕ РАБОТЫ ЛИНИИ
ОПИСАНИЕ РАБОТЫ ЛИНИИ
2.2.1 Измельчение и посол мяса.
Мясо для производства колбас после жиловки подвергают измельчению и посолу. При посоле мясо приобретает соленый вкус, липкость (клейкость), устойчивость к воздействию микроорганизмов, повышается его влагоудерживающая способность при термической обработке, что важно в производстве для вареных колбас, сосисок, сарделек и мясных хлебов, формируется вкус.
При посоле мяса, предназначенного для вареных и фаршированных колбас, сосисок, сарделек и мясных хлебов, вносят 1,7—2,9 кг соли на 100 кг мяса, для полукопченых, варено-копченых колбас — 3 кг соли, для сырокопченых и сыровяленых колбас — 3,5кг соли. В результате копчения и сушки концентрация соли в готовых изделиях повышается до 4,5—6,0%.
Для быстрого и равномерного распределения посолочных веществ мясо перед посолом измельчают. Мясо, предназначенное для вареных колбас, сосисок, сарделек и мясных хлебов, перед посолом (в процессе жиловки) нарезают на куски массой до 1 кг или измельчают на волчках с диаметром отверстий решетки 2—6, 8—12 или 16—25 (шрот) мм. Мясо для полукопченых и варено-копченых колбас нарезают на куски массой до 1 кг или измельчают на волчках с диаметром отверстий решетки 16—25 мм, мясо для сырокопченых колбас перед посолом режут на куски массой 300—600 г.
Мелко измельченное мясо (для вареных колбас, сосисок, сарделек, мясных хлебов) перемешивают с рассолом, а более крупно измельченное мясо — с сухой поваренной солью. Продолжительность перемешивания мяса с рассолом 2—5мин (до равномерного распределения раствора соли и полного поглощения его мясом), с сухой солью мелкоизмельченного мяса — 4—5,мяса в кусках или в виде шрота — 3—4 мин.
При посоле мяса добавляют нитрит натрия в количестве 7,5г на 100 кг сырья в виде раствора концентрацией не выше 2,5% (или его вводят при приготовлении фарша).
Посоленное мясо помещают в емкости и направляют на выдержку при температуре 0—4 оС.
 Температура посоленного мяса, поступающего на выдержку в емкостях вместимостью до 150 кг, не должна превышать 12 оС, в емкостях свыше 150 кг — 8 оС. для охлаждения мяса, предназначенного для выработки вареных колбас, при посоле сухой солью допускается добавление пищевого льда в количестве 5—10 % массы сырья. В этом случае количество добавляемого льда учитывают при приготовлении фарша. Мясо, измельченное на волчке с диаметром отверстий решетки 2—6 мм, при посоле концентрированным рассолом выдерживают 6—24 ч, при посоле сухой солью — 12—24 ч. При степени измельчения мяса 8—12 мм выдержка длится 12— 24 ч. Мясо в виде шрота для вареных, варено-копченых колбас выдерживают в посоле 24—48 ч. Мясо в кусках массой до 1 кг, предназначенное для вареных колбасных изделий, выдерживают 48—72 ч, для полукопченых и варено-копченых колбас — 48—96 ч. Мясо в кусках массой 300—600 г для сырокопченых и сыровяленых колбас засаливается 120—168 ч.
Температура посоленного мяса, поступающего на выдержку в емкостях вместимостью до 150 кг, не должна превышать 12 оС, в емкостях свыше 150 кг — 8 оС. для охлаждения мяса, предназначенного для выработки вареных колбас, при посоле сухой солью допускается добавление пищевого льда в количестве 5—10 % массы сырья. В этом случае количество добавляемого льда учитывают при приготовлении фарша. Мясо, измельченное на волчке с диаметром отверстий решетки 2—6 мм, при посоле концентрированным рассолом выдерживают 6—24 ч, при посоле сухой солью — 12—24 ч. При степени измельчения мяса 8—12 мм выдержка длится 12— 24 ч. Мясо в виде шрота для вареных, варено-копченых колбас выдерживают в посоле 24—48 ч. Мясо в кусках массой до 1 кг, предназначенное для вареных колбасных изделий, выдерживают 48—72 ч, для полукопченых и варено-копченых колбас — 48—96 ч. Мясо в кусках массой 300—600 г для сырокопченых и сыровяленых колбас засаливается 120—168 ч.
Приготовление фарша
 Фарш — смесь компонентов, предварительно подготовленных в количествах, соответствующих рецептуре для данного вида и сорта колбасных изделий.
Фарш — смесь компонентов, предварительно подготовленных в количествах, соответствующих рецептуре для данного вида и сорта колбасных изделий.
В зависимости от вида колбасных изделий степень измельчения сырья различна. Связующим компонентом фарша, обеспечивающего гомогенность и монолитность структуры готового продукта, является мясная часть. Наиболее тщательно мясо измельчают при производстве сосисок, сарделек, вареных и ливерных колбас. При производстве полукопченых, варено-копченых, сырокопченых и сыровяленых колбас не обязательно полностью разрушать клеточную структуру сырья, однако оно должно быть достаточно измельченным, чтобы получить однородный вязкий фарш.
Мясо для вареных колбас, сосисок, сарделек измельчают вначале на волчке, затем на куттере или других машинах тонкого измельчения. Мясо для большинства копченых и сыровяленых колбас измельчают на волчке. Шпик и грудинку, вводимые в фарш в виде кусочков, измельчают на шпигорезке, волчке, а в некоторых случаях — в куттере в конце куттерования.
При измельчении на волчке разрушается мышечная ткань, изменяется консистенция жира; сырье не только разрезается, но подвергается смятию и перетиранию. Вследствие этого температура повышается, что может ухудшить качество фарша (температура фарша не должна быть выше 8 —10 оС).
Мясо с большим содержанием соединительной ткани, свиную шкурку и сухожилия измельчают на коллоидных мельницах. Перед загрузкой в коллоидную мельницу мясо измельчают на волчке с диаметром отверстий решетки 3 мм и добавляют не менее 30 % воды.
В фарш некоторых колбас добавляют кусочки шпика, форма и размер которых указаны в рецептуре. Шпик используют как в свежем виде, так и соленый. Подготовка шпика включает удаление шкурки, зачистку от соли, загрязнений и измельчение на кусочки определенной формы и размеров.
 Тонкое измельчение мяса проводят в куттерах. Сырье перед куттерованием предварительно измельчают на волчке либо загружают крупнокусковое замороженное сырье, а в некоторых случаях его измельчают и смешивают с компонентами. От правильного куттерования зависят структура и консистенция фарша, появление отеков бульона и жира, а также выход готовой продукции. Это одна из важнейших операций при производстве вареных колбас, сосисок, сарделек, мясных хлебов и ливерных колбас. Куттерование обеспечивает не только должную степень измельчения мяса, но и связывание добавляемой воды или льда в количестве, необходимом для получения высококачественного продукта при стандартном содержании влаги. Продолжительность куттерования существенно влияет на качество фарша.
Тонкое измельчение мяса проводят в куттерах. Сырье перед куттерованием предварительно измельчают на волчке либо загружают крупнокусковое замороженное сырье, а в некоторых случаях его измельчают и смешивают с компонентами. От правильного куттерования зависят структура и консистенция фарша, появление отеков бульона и жира, а также выход готовой продукции. Это одна из важнейших операций при производстве вареных колбас, сосисок, сарделек, мясных хлебов и ливерных колбас. Куттерование обеспечивает не только должную степень измельчения мяса, но и связывание добавляемой воды или льда в количестве, необходимом для получения высококачественного продукта при стандартном содержании влаги. Продолжительность куттерования существенно влияет на качество фарша.
При обработке мяса на куттере в течение первых 3—4 мин происходит механическое разрушение тканей, значительно увеличивается поверхность кусочков мяса, после чего начинается набухание белков, связывание ими добавляемой воды и образование вязкопластичной структуры. Куттерование длится 8—12 мин в зависимости от конструктивных особенностей куттера, формы ножей, скорости их вращения. Оптимальной продолжительностью куттерования считается такая, когда такие показатели, как липкость, водосвязывающая способность фарша, консистенция и выход готовых колбас, достигают максимума.
При куттеровании фарш нагревается и его температура поднимается до 17—20 °С. С целью предотвращения перегрева фарша в куттер добавляют холодную воду или лед в начале куттерования в таком количестве, чтобы поддерживать температуру 12—15°С. Количество воды или льда зависит от вила куттеруемого. сырья: чем выше содержание жировой ткани, тем меньше надо воды или льда. Излишнее количество влаги в фарше приводит к образованию бульонно-жировых отеков в процессе термообработки, недостаточное количество — к получению готового продукта с грубой «песочной» консистенцией. Количество добавляемой воды или льда при  получении вареных колбас, сосисок и сарделек составляет 10—40 %массы куттеруемого сырья.
получении вареных колбас, сосисок и сарделек составляет 10—40 %массы куттеруемого сырья.
При измельчении разных видов сырья в куттер вначале загружают говядину или нежирную свинину, затем — полужирную и жирную свинину, шпик загружают в конце куттерования. Воду добавляют при куттеровании говядины и нежирной свинины.
При измельчении сырья на вакуумных куттерах получаются фарш и готовые изделия более высокого качества. Это связано с тем, что в процессе куттерованяя при высокой скорости вращения ножей в фарш попадает большое количество воздуха. В условиях вакуума аэрации фарша не происходит, улучшаются консистенция фарша, окраска, повышается выход готовой продукции, сокращаются число и размер микропор, увеличивается степень измельчения волокон, что приводит к повышению водосвязывающей способности и липкости фарша, увеличению плотности колбас, тормозятся окислительные процессы. Оптимальное остаточное давление, обеспечивающее высокое качество и выход продукта, составляет 0,25·10 Па.
Приготовление фарша — сложный технологический процесс. Фарш должен обладать высокими вязкопластичными свойствами, а его части должны быть хорошо связанными между собой.
Фарш для бесшпиковых вареных колбас, сосисок и сарделек составляют в куттерах при измельчении. При использовании машин тонкого измельчения в производстве бесшпиковых колбас компоненты предварительно перемешивают в куттере или мешалке. При составлении фарша в куттер вначале загружают говядину и нежирную свюшну, затем — небольшими порциями холодную воду или лед (внесение большого количества воды снижает эффективность измельчения). Если мясное сырье не было засолено, то в начальный период куттерования добавляют соль. На начальной стадии куттерования вносят фосфаты, увеличивающие водосвязывающую способность мяса. После тщательного измельчения нежирного сырья добавляют специи, крахмал, сухое молоко. В конце в куттер загружают  жирную свинину или жир. Если при посоле мяса не вносили нитрит, то его 2,5%-ный раствор разливают по поверхности фарша при составлении. Аскорбиновую кислоту, способствующую увеличению интенсивности и устойчивости окраски вареных колбас, вносят также во второй половине куттерования.
жирную свинину или жир. Если при посоле мяса не вносили нитрит, то его 2,5%-ный раствор разливают по поверхности фарша при составлении. Аскорбиновую кислоту, способствующую увеличению интенсивности и устойчивости окраски вареных колбас, вносят также во второй половине куттерования.
Ф ормование батонов
Процесс формования колбасных изделий включает: подготовку колбасной оболочки, шприцевание фарша в оболочку, вязку
и штриковку колбасных батонов, их навешивание на палки
и рамы.
Шприцевание (т. е. наполнение колбасной оболочки фаршем) осуществляется под давлением в специальных машинах — шприцах. В процессе шприцевания должны сохраняться качество и структура фарша. Плотность набивки фарша в оболочку регулируется в зависимости от вида колбасных изделий, массовой доли влаги и вида оболочки. Фаршем вареных колбас оболочки наполняют наименее плотно, иначе во время варки вследствие объемного расширения фарша оболочка может разорваться. Копченые и сырокопченые колбасы шприцуют наиболее плотно, так как объем батонов сильно уменьшается при сушке.
Фарш вареных колбас на пневматических шприцах рекомендуется шприцевать при давлении 0,4—0,5 МПа, на гидравлических — при 0,8—1,0 МПа, фарш сосисок и сарделек — при 0,4—0,8 МПа, полукопченых колбас — 0,5—1,2 МПа. Фарш сырокопченых и варено-копченых колбас шприцуют на гидравлических шприцах при 1,3 МПа.
Для обнаружения металлических примесей, которые могут попасть в фарш, на патрубке шприца следует установить сигнализаторы.
Для уплотнения, повышения механической прочности и товарной отметки колбасные батоны после шприцевания перевязывают шпагатом по специальным утвержденным схемам вязки. При выпуске батонов в  искусственных оболочках, где напечатаны наименование и сорт колбасы, поперечные перевязки можно не делать.
искусственных оболочках, где напечатаны наименование и сорт колбасы, поперечные перевязки можно не делать.
После вязки батонов для удаления воздуха, попавшего в фарш при его обработке, оболочки прокалывают в нескольких местах (штрикуют) на концах и вдоль батона специальной металлической штриковкой, имеющей 4 или 5 тонких игл. Батоны в целлофане не штрикуют.
Перевязанные батоны навешивают за петли шпагата на палки так, чтобы они не соприкасались между собой.
|
из
5.00
|
Обсуждение в статье: Характеристика комплексов оборудования. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы