 |
Главная |


Способы выполнения швов сварных соединений при ручной дуговой сварке
|
из
5.00
|
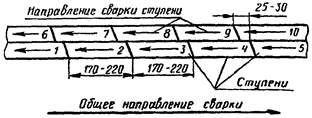
а) обратноступенчатый

б) секционный обратноступенчатый

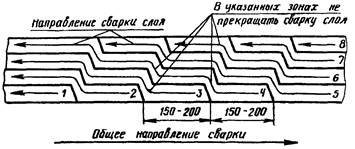
в) двойным слоем

г) секционный двойным слоем
д) каскадом
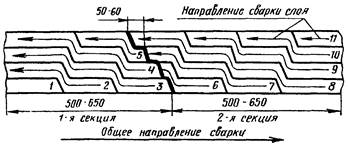
е) секционный каскадом
8.1.15. Секционные способы следует использовать для выполнения многослойных протяженных (свыше 1 м) швов сварных соединений стали толщиной более 20-25 мм и особенно стали, склонной к образованию трещин. При секционных способах рекомендуется выполнять шов без перерывов до окончания сварки всей секции.
8.1.16. Обратноступенчатый способ следует использовать для выполнения одно- и двухслойных швов длиной более 600 мм.
8.1.17. Сварку каскадом рекомендуется использовать для выполнения швов на стали, характеризующейся повышенной склонностью к трещинообразованию, в частности, класса С60/45 марки 16Г2АФ.
8.1.18. Двусторонний секционный обратноступенчатый способ следует применять для выполнения ручной дуговой сварки в вертикальном или горизонтальном пространственных положениях одновременно двумя сварщиками многослойных протяженных швов стыковых сварных соединений с Х- или К-образной разделкой кромок.
8.1.19. При выполнении двухслойных швов (обратноступенчатым способом или двойным слоем) либо многослойных швов (секционным обратноступенчатым способом или секционным двойным слоем) начало ступени (участка) при последующем проходе следует смещать относительно ступени предыдущего слоя на 20 - 30 мм. Валики последующего слоя шва должны иметь плавные сопряжения как между собой, так и с поверхностью основного металла.
8.1.20. Начало и конец шва стыкового сварного соединения из указанных в п. 7.10 надлежит, при конструктивной возможности, выводить за пределы свариваемых элементов на начальные и выводные планки, удаляемые кислородной резкой после окончания сварки. Места, где были установлены планки, следует зачистить.
При ручной дуговой сварке конструкций IV и VI групп допускается выводить кратер шва на наплавленный металл при условии тщательного заплавления кратера и последующей его зачистки абразивным инструментом.
Запрещается возбуждать дугу и выводить кратер на основной металл за пределы шва.
8.1.21. При вынужденном перерыве в работе механизированную дуговую сварку самозащитной порошковой проволокой или автоматизированную дуговую сварку под флюсом разрешается возобновлять после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50 мм; этот участок и кратер следует полностью перекрывать швом.
8.1.22. При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва надлежит выбирать по элементу большей толщины.
8.1.23. Односторонние швы, к которым предъявляют требование герметичности или плотности, рекомендуется сваривать не менее чем в два прохода.
8.1.24. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМ и КМД) следует обеспечивать подбором режимов сварки, соответствующим пространственным расположением свариваемых элементов конструкции (при укрупнении) или механизированной зачисткой (шлифовкой) абразивным инструментом.
8.1.25. По окончании сварки поверхности конструкции и швов сварных соединений должны быть очищены от шлака, брызг и наплывов (натеков) расплавленного металла. Приваренные сборочные и монтажные приспособления надлежит удалить без повреждения основного металла и применения ударных воздействий; места их приварки следует, в случае необходимости, наплавить и зачистить до основного металла с удалением всех дефектов.
8.1.26. При наличии соответствующих требований в проекте производства сварочных работ или технологической документации на сварку определенной конструкции следует заполнять исполнительные схемы по монтажной сварке данной конструкции.
8.1.27. При производстве сварочных работ в монтажных условиях следует руководствоваться настоящим стандартом и основными государственными стандартами, приведенными в справочном приложении 8.
8.2. Указания по сварке в экстремальных условиях
8.2.1. Свариваемые поверхности и рабочее место сварщика должны быть ограждены от дождя, снега и ветра.
При температуре наружного воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук, а при температуре ниже минус 40°С - оборудовать тепляк.
8.2.2. Для выполнения сварочных работ при температуре воздуха ниже минус 30°С сварщики должны сварить пробные стыковые образцы при предусмотренной технологическим процессом отрицательной температуре. При удовлетворительных результатах механических испытаний образцов сварщик может быть допущен к сварке при температуре воздуха на 10°С ниже предусмотренной температуры.
8.2.3. Ручную и механизированную дуговую сварку конструкций из стали классов до С52/40 включительно при температурах стали ниже указанных в табл. 7 следует производить с предварительным местным подогревом стали в зоне выполнения сварки до 120-160°С на ширине 100 мм с каждой стороны соединения. Длина подогреваемого участка не должна быть более 0,8-1,0 м.
Таблица 7
|
из
5.00
|
Обсуждение в статье: Способы выполнения швов сварных соединений при ручной дуговой сварке |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы