 |
Главная |


Практическая работа №2
|
из
5.00
|
Тема: «Выбор технических средств диагностики оборудования,
его систем и сборочных единиц»
Цели работы:
1) ознакомиться с методами и средствами диагностирования металлорежущих станков;
2) приобрести опыт в комплектовании системы диагностирования металлорежущего станка его агрегатов и узлов приборами и оснасткой.
Оснащение работы:
1) инструкция к работе;
2) руководство на станок.
Оптимальная эксплуатация металлорежущего станка:
Обеспечение работоспособности и экономичности металлорежущих станков достигается:
- правильным выбором режимов резания (скорости, подачи и глубины резания);
- достаточной производительностью (минимально возможным временем цикла, обеспечением необходимый скоростей работа узлов и деталей, обеспечением нужных силовых воздействий);
- высокой надежностью станка (т.е. безотказностью, долговечностью, износостойкостью узлов, работоспособностью узлов и инструмента, ремонтопригодностью станка, сохранностью в процессе транспортировки и хранения основных технических характеристик);
- качеством функционирования станка (точностью и жесткостью оборудования, точностью и шероховатостью обрабатываемых поверхностей);
- высокими экономическими показателями (низкой потребляемой мощностью, высоким КПД, минимальной стоимостью эксплуатации, минимальным расходом рабочей жидкости, СОЖ и т.п.);
- соблюдением всех правил техники безопасности на данном типе станка (функционированием необходимых блокировок, наличие крышек, кожухов, ограждений). Показатели шума и вибрации не должны превышать допустимых значений и т. п.
Кроме этого, для надёжного и длительного использования металлорежущего станка, поддержания его в исправном состоянии необходимым является оптимальное техническое обслуживание и наличии информации о техническом состоянии станка, что обеспечивается методами технической диагностики, важными элементами которой является правильный выбор контролируемых диагностических параметров (КДП) и средств технической диагностики (СТД).
Основные КДП на металлорежущих станках, а также основные методы и средства их контроля (технические средства диагностирования - ТСД) даны в таблице 2.1.

Таблица 2.1– Основные контролируемые диагностические параметры на
металлорежущих станках и методы их контроля

Продолжение таблицы 2.1
Типовая структура технических средств диагностики для измерения контрольно-диагностических параметров представлена на рисунке 2.1.
1 – датчики воспринимающие контрольно-диагностические параметры работающего металлорежущего станка и преобразующие те или иные сигналы вэлектрический сигнал (ток, напряжение, сопротивление и т.д.), 2 – аппаратура преобразующая сигнал в постоянный или переменный ток, 3 – устройство предварительной обработки данных, 4 – регистрирующие устройства, 5 – устройства обработки данных, 6 – устройство сравнения с эталонными данными (зачастую устройства 5 и 6 реализуются человеком-оператором),
7 – управляющий блок; 8 – устройство памяти эталона; 9 – устройство документирования данных; 10– датчик синхропараметра; 11– формирователь синхросигнала.
Рисунок 2.1 – Типовая структура средств диагностики, измеряющих КДП:
ТСД определяют с заданной достоверностью величину КДП, регистрируют и обеспечивают анализ переработку для принятия решений о соответствии или несоответствии текущего технического состояния МС.
ТСД – это средства сбора, регистрации, обработки, отражения и документирования КДП.
Уровни применения ТСД, измеряемые при этом КДП, некоторые характеристики ТСД показаны в таблице 2.2.
Таблица 2.2 – Уровни применения технических средств диагностики

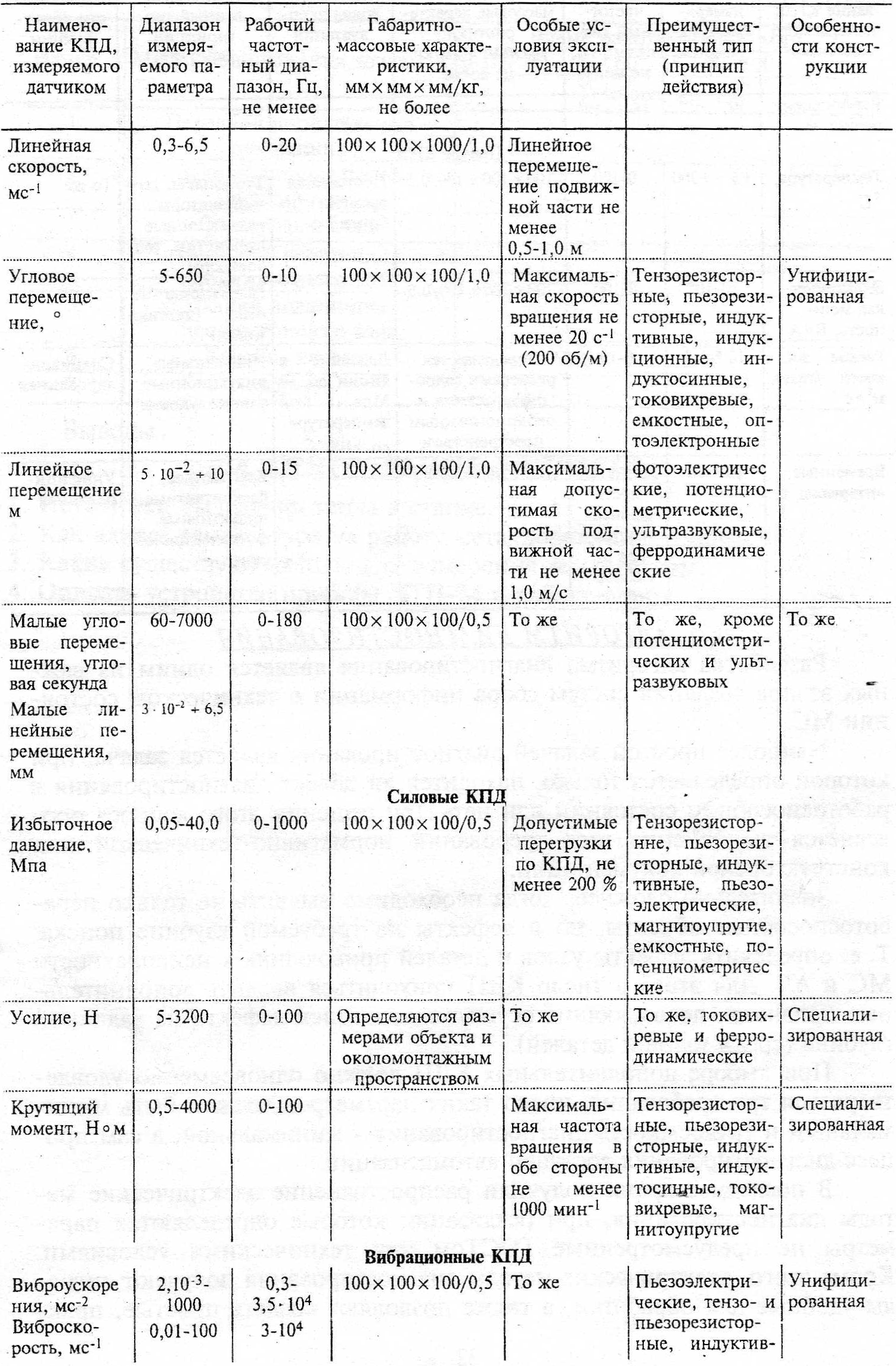
Некоторые типы датчиков ТСД приведены в таблице 2.3.
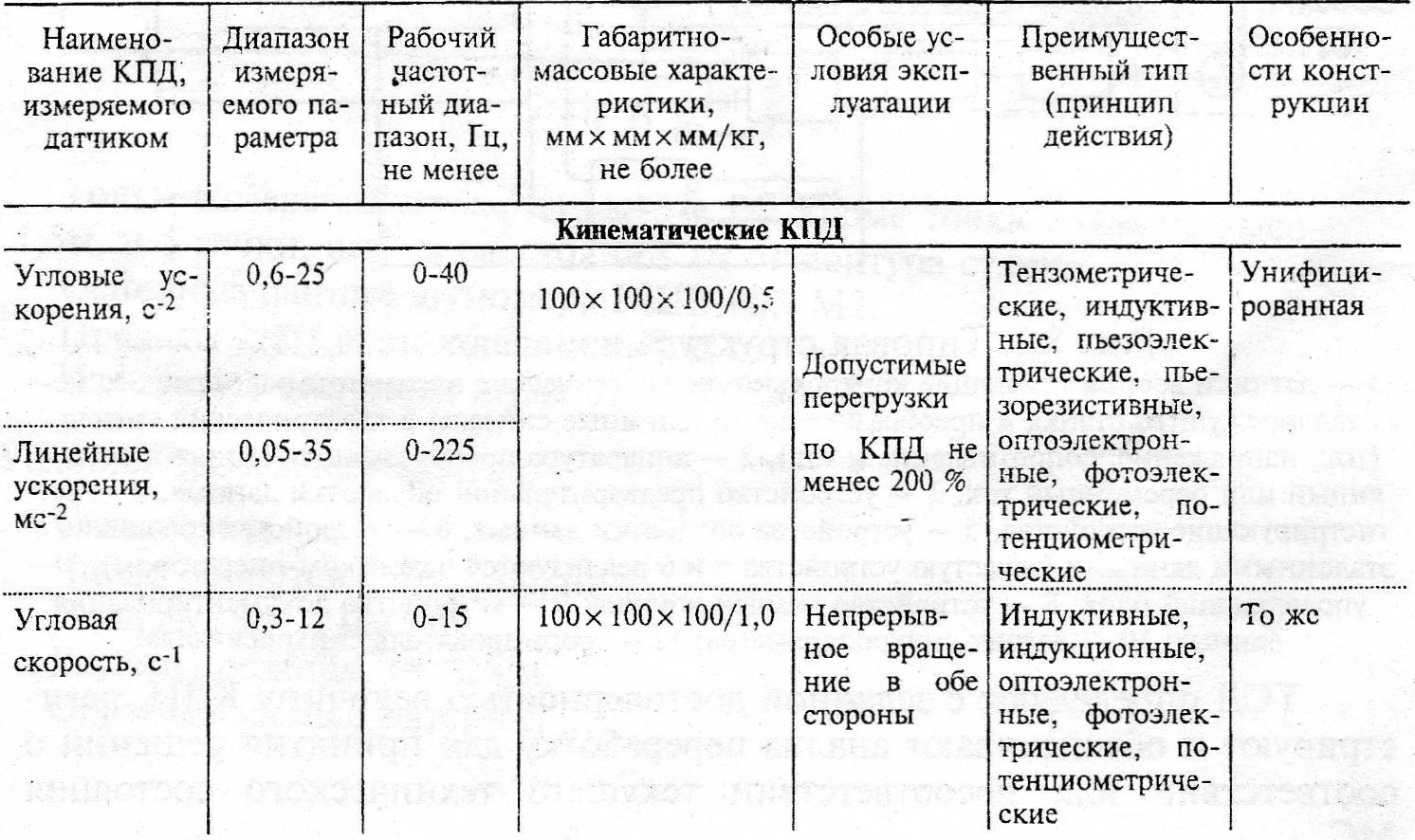 Таблица 2.3– Характеристики основных видов датчиков средств диагностирования
Таблица 2.3– Характеристики основных видов датчиков средств диагностирования

Алгоритм диагностирования:
Разработка алгоритма диагностирования является одним из важных этапов создания систем сбора информации о техническом состоянии МС.
Наиболее простой задачей диагностирования является задача, при которой определяется только, находится ли объект диагностирования в работоспособном состоянии или нет. При решении этого вопроса проверяется выполнение всех требований нормативно-технической или конструкторской документации.
Значительно сложнее, когда необходимо выявить не только неработоспособные объекты, но и дефекты на требуемой глубине поиска.
Т. е. определить дефекты узлов и деталей приводящих к неисправности МС и АЛ. Для этого в число КДП приходиться вводитъ дополнительные признаки, позволяющие осуществлять поиск дефекта на заданной глубине (среди узлов и деталей).
При выборе дополнительных КДП должно одновременно удовлетворяться три требования: число таких параметров должно быть минимальным и трудоемкость диагностирования - минимальной, а сам процесс диагностирования доступен автоматизации.
В последнее время получили распространение электрические методы диагностирования, при реализации которых определяются параметры не предусмотренные ГОСТом или техническими условиями. Кроме этого, электрические методы диагностирования получают сигналы удобные для обработки, а также позволяют создать простые, практически безынерционные и безопасные средства диагностирования, достаточно легко поддающие автоматизации.
При разработке алгоритма диагностирования следует учитывать действующие в МС и АЛ рабочие режимы, температуры, давления, ускорения и вибрации, климатические и биологические воздействия и т. д.
Поиск неисправностей в работе МС и АЛ следует начинать с простых и очевидных проверок: наличия напряжения в сети и на входных контактах станка, целостности предохранителей, определение неработоспособных агрегатов (станков, транспортеров, подъемников, контрольных автоматов) встроенных систем (гидравлические, механические, электрические, пневматические, электронная и т. д.) сборочные единицы (узлы), подузлы, и наконец деталей.
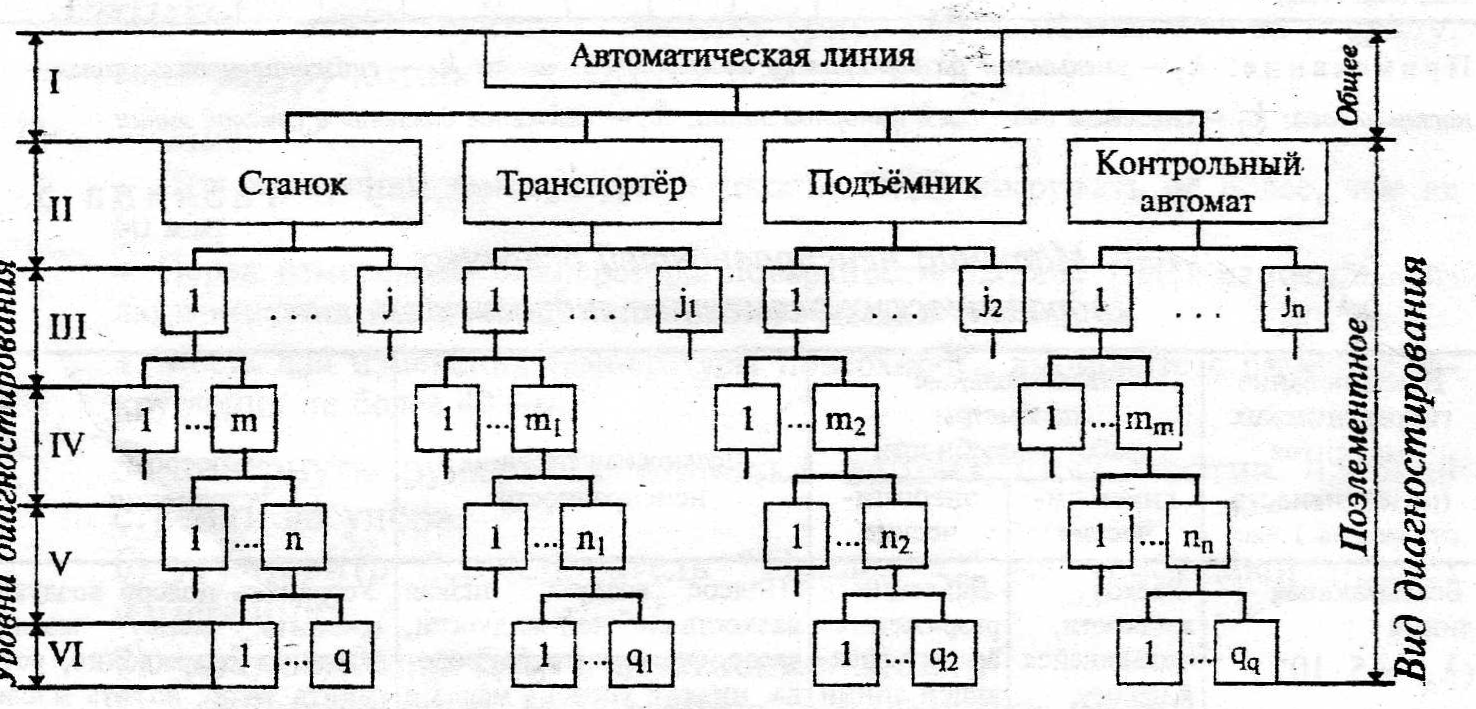
Наиболее полной информацией являются сведения о причине отказа на низком уровне, что обеспечивает минимальные затраты по его устранению. Чем выше уровень источника информации (уровень диагностирования) на структурном древе диагностирования (рисунок 2.2) тем меньше полнота информации, и тем больше затраты нужны для поиска причин отказа.
При поиске причин неисправности (составлении алгоритма поиска неисправностей) следует учитывать рекомендации по типовым неисправностям в руководстве на станок, опыт эксплуатации МС и АЛ, а также опыт эксплуатации подобных МС и АЛ, или похожих узлов и систем.
Рисунок 2.2 – Общий вид структурного «дерева» диагностирования
автоматической линии с жесткой связью
Возможные дефекты и способы их устранения приводятся в таблице 2.4.

Таблица 2.4 – Таблица дефектов и способы их устранения для отдельных механизмов автомата модели 1А225-6
Порядок выполнения работы:
1. Получив задание, по таблице 2.5 уточняем состав узлов, агрегатов и систем входящих в станок по заданию.
2. По таблице 2.1 выбираем КДП а также методы и средства технического диагностирования для станка в целом, а также деталей, узлов, агрегатов, систем.
3. Уточняем состав системы диагностирования станка по таблицам 2.2
и 2.3 с указанием всех КДП СТД.
4. Проанализировать указанную в задании неисправность станка. Перечислить причины, вызывающие эту неисправность.
5. Наметить проверки, которые позволяет уточнить причину неисправности и выбрать порядок их проведения, т. е. написать алгоритм поиска неисправности.
6. Оформить результаты работы.
 Таблица 2.5 – Задание на разработку диагностической системы станка его узлов и агрегатов
Таблица 2.5 – Задание на разработку диагностической системы станка его узлов и агрегатов
Контрольные вопросы:
1. Перечень средств технической диагностики, применяемых на металлорежущих станках и решаемые ими задачи.
2. Основные причины потери точности станка?
3. Как обнаружить износ?
4. Что может служить причиной повышенного потребления мощности?
5. Из-за чего увеличивается цикл работы станка?
6. Какие системы металлорежущего станка подвержены повышенному нагреву?
7. Какие основные неисправности металлорежущего инструмента?
8. Что характеризует повышение шума и вибрации металлорежущего станка?
Сделать выводы.
|
из
5.00
|
Обсуждение в статье: Практическая работа №2 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы