 |
Главная |


Б. Измерение элементов резьбы болта
|
из
5.00
|
а) Измерение среднего диаметра болта d2
Устанавливают измеряемую деталь (болт) в центра вместо контрольного валика. Измерения проводят, используя координатный метод. Предварительно выбирают одну из сторон профиля резьбы (правую или левую) по которой будет производиться первый отсчет. Затем сетку окулярной головки поворачивают до положения, при котором группа параллельных штриховых линий будет параллельна выбранной стороне профиля резьбы. Далее, перемещая микровинтом стол с деталью, устанавливают перекрестие центрального креста сетки в поле зрения микроскопа примерно (на глаз) на середине боковой стороны профиля (рис.7; 8.1; 8.2) и производят первый отсчет по шкалам микровинта поперечных перемещений 8 (рис. 4а). Перемещая этим микровинтом стол (в поперечном направлении) добиваются пересечения перекрестия центрального креста с профилем на другой стороне болта и производят второй отсчет по шкалам микровинта. Средний диаметр вычисляют как разность этих отсчетов. Принцип снятия отсчета следующий:
За один оборот микровинта его смещение в осевом направлении составляет 1 мм (так как шаг микровинта равен 1 мм), миллиметровая шкала нанесена на неподвижном стебле параллельно оси микровинта (указателем служит край вращающегося барабана и учитывают всегда меньшее из двух значений, между которыми располагается этот край). Шкала долей миллиметра (ее цена деления равна 0,005 мм) нанесена на скосе барабана, а указателем служит линия, параллельная оси микровинта, вдоль которой нанесена миллиметровая шкала. Отсчет определяется как сумма показаний по миллиметровой шкале и шкале долей миллиметра (см. рис. 5).

Рис 8.1. Положения центрального креста окулярной головки при измерении среднего диаметра резьбы на микроскопе

Рис. 8.2. Варианты расположения пар точек визирования (а – а', b – b', c – c') при измерении среднего диаметра резьбы на микроскопе

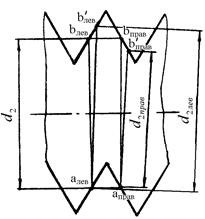
Рис. 8.3. Возникновение систематической погрешности при измерении среднего диаметра резьбы на микроскопе
Так как для снятия первого отсчета перекрестие устанавливалось на середину боковой стороны профиля примерно (на глаз), то в этом случае для того, чтобы измерить средний диаметр для снятия второго отсчета стол можно перемещать только в поперечном направлении (нельзя перемещать стол продольно, а также поворачивать деталь в центрах). Пояснить это можно с помощью рис.8.2., где показаны варианты расположения пар точек визирования, дающие одинаковые значения d2 при соблюдении вышеприведенных условий.
Однако, всегда имеет место отклонение от перпендикулярности оси резьбы и линии поперечного перемещения стола (несмотря на проведение описанной ранее регулировки). По этой причине значение среднего диаметра (d2лев), полученное с использованием левых сторон профиля резьбы, окажется больше истинного значения на величину d, а значение, полученное с использованием правых сторон (d2прав), - меньше на эту же величину (см. рис. 8.3).
Данная систематическая погрешность может быть устранена простейшей математической обработкой результатов измерений, а именно: вычислением среднего диаметра как среднего арифметического результатов измерений по правым и левым сторонам профиля резьбы.
Тогда: 
алев, влев; апр, впр – точки визирования в случае, если линия поперечного перемещения стола перпендикулярна оси резьбы;
алев, в'лев; апр, в'пр – точки визирования в случае, если линия поперечного перемещения стола неперпендикулярна оси резьбы.
Из вышесказанного следует, что необходимо провести два измерения среднего диаметра (по правым и левым сторонам профиля резьбы). Перед каждым измерением сетку в поле зрения микроскопа поворачивают в нужную сторону (правуюили левую) для установки штриховых линий параллельно выбранной стороне профиля резьбы.
Если средний диаметр измеряемой резьбы превышает 25мм – длину хода микрометрического винтового механизма поперечной подачи стола, то первый отсчет производят при визировании на сторону измеряемой детали, противоположную от наблюдателя, перемещение стола для снятия второго отсчета производят вручную (не пользуясь микровинтом), а задают величину перемещения с помощью концевых мер длины. При этом стол вручную отводят от микровинта и, удерживая его в этом положении, в образовавшийся зазор между торцем микровинта и упорной площадкой стола устанавливает концевую меру нужного размера, затем стол отпускают. Дальнейшее совмещение перекрестия сетки с боковой стороной профиля резьбы производят с помощью микровинта, после чего снимают второй отсчет по шкалам микровинта. В этом случае средний диаметр (d2лев или d2npaв) вычисляют по одной из формул:
d2 = L – (N1 – N2) – если первый отсчет по шкалам микровинта больше второго;
d2 = L + (N2 – N1) – если второй отсчет по шкалам микровинта больше первого,
где L – номинальный размер концевой меры;
N1 - первый отсчет по шкале микровинта;
N2 - второй отсчет по шкале микровинта;
Например: первый отсчет равен 5,025. Далее стол перемещают с использованием концевой меры 15 мм. Если перекрестие вышло за пределы профиля резьбы на противоположной стороне болта, то средний диаметр болтаd2 меньше, чем 15 мм. Следует переместить стол с помощью микровинта 15 до пересечения перекрестия центрального креста с границей профиля резьбы и произвести второй отсчет. Например: второй отсчет равен 4,695. Тогда,
d2 = 15 - (5,025 - 4,695) = 14,670 мм.
Если перекрестие не дошло до границы профиля резьбы на противоположной стороне болта, то средний диаметр d2 больше,чем 15 мм. Если второй отсчет по микровинту составит 5,075, то
d2 = 15 + (5,075 - 5,025) = 15,05 мм.
Для того чтобы устранить влияние на результаты измерения, остаточного перекоса оси болта (оставшегося после выверки с помощью контрольного валика) измерение среднего диаметра болта нужно осуществить по правым и левым сторонам профиля, а за действительное значение принять среднее арифметическое полученных результатов:
б) Измерение внутреннего диаметра болта d1
Проверяют установка градусной шкалы окулярной головки на нуль. Горизонтальную линию центрального креста окулярной головки устанавливают по впадинам резьбы болта. Производят первый отсчет по микровинту 8. После перемещения стола (с установкой или без установки концевой меры) до совпадения горизонтальной линии центрального креста с впадинами резьбы на другой стороне болта производят второй отсчет.
Определение размера d1действ производятодин раз.
|
из
5.00
|
Обсуждение в статье: Б. Измерение элементов резьбы болта |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы