 |
Главная |


ЧАСТОТНЫЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРИ РЕЗАНИИ
|
из
5.00
|
Частотные характеристики широко используются для оценки динамических свойств металлорежущих станков, их отдельных узлов, а также промышленных роботов, процессов резания и других управляемых объектов. По частотным характеристикам можно судить о качестве и возможной производительности процесса резания в замкнутой технологической системе, поскольку в большинстве случаев шероховатость обработанной поверхности и предельная глубина резания ограничиваются виброустойчивостью технологической обрабатывающей системы.
Для динамических испытаний узлов металлорежущих станков (МРС) применяют специальные установки [14], которые состоят из звукового генератора (ЗГ), усилителя мощности (УМ), электромагнитного вибратора (ЭМВ), источника постоянного тока (ИПТ), измерителя вектора механических усилий (ИМУ), измерителя вектора виброперемещений (ИВВ) и двухкоординатного стола (ДС) (рисунок 3.25).
Электромагнитный вибратор мод. ЛДС-62 выполнен бесконтактным, что позволяет определять частотные характеристики непосредственно на шпинделе станка, когда он вращается (рисунок 3.26).

Рисунок 3.25 – Схема экспериментальной установки
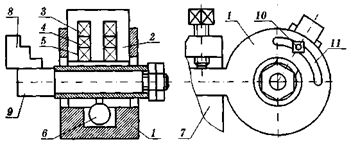
Рисунок 3.26 – Конструкция электромагнитного вибратора
Вибратор состоит из корпуса 1, в котором установлен сердечник 2 из Ш-образного трансформаторного железа с обмотками 3, 4 и 5, а также вибродатчик 6 (модели ЛДС-29-70). При экспериментальном определении частотных характеристик, например, вращающегося шпинделя токарного станка, корпус вибратора устанавливают в резцедержатель 7 станка, а в шпиндель 8 – оправку 9. Конструкция вибратора позволяет изменять угол действия вектора возмущающих усилий за счёт винта 10 в пазу 11.
При работе виброустановки на обмотку 3 от генератора (ЗГ) через усилитель мощности (УМ) подаётся напряжение U = Uм sin ωt и постоянное напряжение U0 от (ИПС) на обмотку 4. В результате в системе возбуждается силовое возмущение Р = Рм sin ωt + Р0. Это возмущение измеряется с помощью измерительной обмотки 5, а колебания (виброперемещения) упругой системы станка S = Sм sin(ωτ + φ) + S0 измеряются измерительным прибором 6. В качестве измерителей векторов усилий и виброперемещений в установке использованы тензометрический усилитель, фазочувствительный вольтметр и автоматический регулятор фазы. Регистрация АФЧХ выполняется двухкоординатным столом модели ПДС-021Г.
АФЧХ можно построить и более простыми средствами по результатам сравнения осциллограмм изменения возмущения Р и виброперемещения S, записанных на шлейфовом осциллографе или самописце, который подключён к выходу тензометрического усилителя. Пример экспериментально полученной АФЧХ (частота в Гц) показан на рисунке 3.27.

Рисунок 3.27 – АФЧХ станка мод. 16Б20А с гидростатическими
опорами шпинделя (масло И5А, давление 3 МПа)
При изучении частотных характеристик процесса резания в упругой технологической обрабатывающей системе различают характеристики первого и второго рода. Частотные характеристики первого рода получают экспериментально, задавая инструменту и детали относительные колебания в зоне резания, то есть при кинематическом возбуждении (рис. 3.28, а). Входным воздействием является виброперемещение x(t) инструмента (или инструментального суппорта) под влиянием вибратора 1, а выходной величиной – сила резания P(t) или её составляющая, измеряемая с помощью трёхкомпонентного динамометра 2. Эксперимент проводят при точении детали 3, имеющей равномерный припуск.
Динамические частотные характеристики второго рода получают при обработке специально подготовленной детали 3 с припуском x(t), который изменяется по гармоническому или близкому к нему закону (рисунок 3.28, б).

Рисунок 3.28 – Схемы определения частотных характеристик
процесса резания:
а – первого рода; б – второго рода
Рекомендуется проводить определение частотных характеристик первого и второго рода за два прохода обработки детали на специальной автоматизированной установке. На первом проходе происходит срезание равномерного припуска при включённом вибраторе, а на втором – срезание следа при отключённом вибраторе. Экспериментальная установка непосредственно связана с ЭВМ, которая выполняет обработку экспериментальных данных.
Экспериментальные частотные характеристики упругой технологической системы при резании, которые связывают изменения припуска с изменением упругих деформаций системы и характеризуют технологическую наследственность, можно получить в производственных условиях без применения сложной и весьма дорогостоящей аппаратуры.
Предлагается следующая схема эксперимента. При постоянных установках инструмента обрабатывают на разных частотах вращения шпинделя в исследуемом диапазоне специально подготовленную деталь с припуском, который гармонически изменяется. Измеряя с помощью кругломера или непосредственно на станке с помощью индикатора отклонения обработанной поверхности и записывая угол, можно построить график зависимости максимальной деформации системы и соответствующего фазового угла в функции частоты. Сравнивая полученные зависимости с расположением припуска, находят частотные характеристики. Проще всего подготовить деталь с припуском, который изменяется эксцентрично, хотя при этом характер изменения припуска отличается от гармонического, а эксперимент можно провести только в низкой области частот, ограниченной возможностями повода главного движения станка. Кроме того, вследствие плавного характера изменения припуска и наследственного следа на обработанной поверхности детали возникают трудности с определением ФЧХ. Однако, учитывая, что эксцентричное расположение припуска наиболее часто встречается на практике, из этого эксперимента можно получить ценную информацию для прогнозирования технологической наследственности.
Такие эксперименты были проведены при точении заготовки с эксцентричным расположением припуска, эксцентриситет 1,5 мм. Материал заготовки – Сталь 45, внешний диаметр 50 мм. Заготовка устанавливалась в патроне и заднем центре и обрабатывалась при разных частотах вращения шпинделя (315, 500, 800, 1250 и 1600 об/мин) с продольной подачей 0,15 мм/об. Соответственно заготовка содержала пять разделённых поясков для проведения всего эксперимента без снятия со станка. Глубина резания изменялась в соответствии с эксцентриситетом от 3,5 мм до 0,5 мм за оборот детали.
Перед закреплением в патроне заготовка ориентировалась по максимальному значению припуска относительно магнитного датчика, который взаимодействует с герконом. Для измерения составляющих силы резания использована стандартная измерительная система, состоящая из тензометрического динамометра и усилителя.
Анализ осциллограмм составляющих силы резания при обработке заготовки с эксцентричным расположением припуска показывает, что при точении на низких скоростях резания характер изменения составляющих силы резания приблизительно соответствует изменению припуска. На рисунке 3.29, а показана осциллограмма процесса при частоте вращения шпинделя детали 315 об/мин, что соответствует частоте 5,25 Гц (32,98 рад/с). Видно, что максимальные величины всех составляющих силы резания практически совпадают с сигналом от магнитного датчика (нижняя линия на осциллограммах рисунка 3.29) т.е. с главной гармоникой возмущения в виде изменения припуска.

Рисунок 3.29 – Составляющие силы резания при точении
эксцентричной заготовки
При повышении частоты вращения заготовки, происходят существенные изменения в характере, как составляющих силы резания, так и фазового запаздывания между изменениями припуска и силы резания. Так, при частоте вращения шпинделя 1600 об/мин, что соответствует частоте 26,7 Гц (168 рад/с) главной гармоники возмущения, зафиксированы существенные принципиальные изменения (рисунок 3.29, б). Такие изменения обусловлены, прежде всего, влиянием частотных характеристик ТОС. Кроме того, наблюдается некоторое запаздывание между действием возмущения в виде припуска и реакции системы в виде силы резания. Такое запаздывание вызвано в первую очередь постоянной времени стружкообразования [7], которую, по эксперименту, можно оценить в границах до 0,01 с.
Зафиксированные изменения реакции технологической системы, в соответствии с теоретическими расчётами, должны проявиться в выходных характеристиках процесса обработки, а именно, в технологической наследственности формы заготовки в поперечном сечении. Для проверки и количественной оценки такой реакции были сделаны круглограммы обработанных при разных частотах вращения шпинделя поверхностей детали.
Круглограммы (рисунок 3.30) делались на измерительном приборе фирмы Taylor Hobson и в центрах индикатором с одной установки детали при вращении в одну и ту же сторону всех обработанных поясков. При измерениях фиксировалось также расположение припуска под точение, который был оставлен на одном из необработанных поясков.
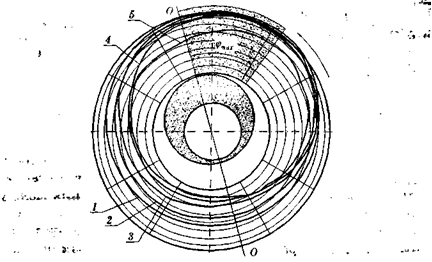
Рисунок 3.30 – Круглограммы деталей:
1 – 315 об/мин; 2 – 500 об/мин; 3 – 800 об/мин;
4 – 1250 об/мин; 5 – 1600 об/мин
Таким образом, по результатам измерений можно определить АФЧХ технологической обрабатывающей системы.
В центре круглограмм на рисунке 3.30 серым цветом показано расположение припуска, которое совмещено по углу с круглограммами обработанных поверхностей. Таким образом, круглограммы позволяют определить как амплитуду, так и фазу частотных характеристик. Амплитуда вычислялась как разность между максимальным и минимальным значениям соответствующей круглограммы (цена деления на рис. 3.30 – 0,04 мм) разделённую на удвоенную амплитуду колебания припуска (3 мм). Фаза – как полярный угол между максимальным значением припуска и максимальным значением соответствующей круглограммы. Учитывая, что вращение деталей при обработке выполнялось против часовой стрелки, то угол, измеренный по часовой стрелке, будет отрицательным, то есть технологическая наследственность опаздывает по отношению к припуску. По результатам выполненных измерений построены амплитудно-фазовые частотные характеристики технологической системы (рисунок 3.31).


На рисунке 3.31 около экспериментальных точек обозначены значения частот в рад/с. Следует отметить, что уменьшение амплитуды при увеличении частоты с 131 рад/с до 168 рад/с связано с влиянием скорости резания на процесс. Действительно, повышение частоты возмущающего воздействия при обработке эксцентричной заготовки приводит к увеличению скорости резания, что при обработке стали 45 вызывает уменьшение силы резания, которая является как бы вторичным возмущением. Поэтому экспериментальные АФЧХ, полученные при резании, всегда должны быть «привязаны» к обрабатываемому материалу.
Таким образом, эксперименты для определения частотных характеристик являются довольно трудоёмкими и требуют некоторого специального оснащения. На этапе технологической подготовки производства целесообразно провести моделирование этого эксперимента с помощью прикладной программы, интерфейс которой представлен на рисунке 3.32, что значительно сократит затраты.
Программа предназначена для моделирования экспериментального исследования частотных свойств технологической системы при точении. Динамическая модель технологической системы, в зависимости от степени идеализации, может быть представлена одномассовой, двухмассовой или трёхмассовой системой. В случае выбора одномассовой системы в модель входит упругая система, которая сведена к резцедержателю и процесс точения, происходящий в замкнутой технологической системы. В случае выбора двухмассовой системы динамическая модель состоит из резцедержателя и суппорта, а при трёхмассовой системе к ним добавляется динамическая модель шпинделя. При любом выборе в математическую модель входит процесс резания, представленный с учётом замкнутости ТС.
При моделировании исследуется процесс обработки специально подготовленной детали, контур которой в поперечном сечении сформирован по гармоническому закону. Таким образом, на упругую ТС действует возмущение в виде припуска Нз (линия 2 на рисунке 3.32), который изменяется также по гармоническому закону. Амплитуда гармонического закона постоянна, а частота изменяется исследователем во время эксперимента.
Реакция упругой ТОС наблюдается на осциллографе как изменение составляющей Py силы резания (линия 1) и упругой деформации в направлении оси Y (линия 3). Зависимость амплитуды, которая измеряется как отношение максимальной величины упругой деформации к максимальной величине глубины резания и фазы, которая равняется углу между пиками упругой деформации и глубины резания, от частоты определяет амплитудно-фазовую частотную характеристику второго рода данной ТОС.
При нажатии на кнопки «Запомнить точку АФЧХ» в таблице появляются соответствующие данные. После изменения частоты при нажатии на кнопку «Запомнить точку АФЧХ» данные будут автоматически записаны в следующую строчку таблицы.
При наличии данных, которые определяют не менее чем три точки, нажатие на кнопку «Построить АФЧХ» приводит к появлению дополнительного интерфейса с соответствующим графиком. Надписи возле экспериментальных точек отвечают значению частоты, а кривая графика построена как Эрмитов кубический сплайн, проходящий через все точки.
Результаты исследований в виде амплитудно-фазовой частотной характеристики (рисунок 3.33) получены при имитационном моделировании ТОС с помощью прикладной программы.

Рисунок 3.32 – Главный интерфейс прикладной программы

Рисунок 3.33 – АФЧХ моделируемой системы
при трёхмассовой модели
Параметры динамической модели и процесса резания ТОС соответствуют указанным на интерфейсе программы (рисунок 3.32).
На характеристике отчётливо наблюдаются три петли, что вполне соответствует представлению модели ТОС в виде трёхмассовой динамической системы. Первая петля (диапазон частот от 300 до 1500 рад/с) характеризует первую резонансную частоту, отражающую влияние резцедержателя, вторая (диапазон частот от 600 до 800 рад/с) и третья (диапазон частот от 800 до 1300 рад/с) отражают влияние динамических систем суппорта и шпинделя соответственно. Сравнение с экспериментальной АФЧХ (рисунок 3.27) свидетельствует о качественной адекватности математической модели и прикладной программы.
Амплитудно-частотная характеристика показывает искажение амплитуды входной гармоники переменной составляющей припуска, а фазово-частотная характеристика – фазовый угол сдвига этой гармоники к соответствующей исходной гармонике.
|
из
5.00
|
Обсуждение в статье: ЧАСТОТНЫЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРИ РЕЗАНИИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы