 |
Главная |


КОМПЬЮТЕРНЫЙ ПРАКТИКУМ 3.3
|
из
5.00
|
Определение частотных характеристик ТОС
При резании
Цель работы: Определение амплитудно-фазовых частотных характеристик при представлении технологической системы различными динамическими моделями и идентификация резонансных зон.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Теоретическая часть изложена в разделе 3.6.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Для выполнения работы используется прикладная программа, интерфейс которой представлен на рисунке 3.32. Программа под названием «Частотные характеристики ТОС» находится на CD в конце книги. Инструкции и пояснения для работы с программой содержатся в самой программе и появляются на экране монитора при нажатии кнопки «Help».
В качестве примера выполнения экспериментов ниже представлен ход исследований для исходных данных, указанных в окнах главного интерфейса программы на рисунке 3.32. Для проведения экспериментальных исследований вначале выбрать количество масс модели ТОС «одна», установить частоту 100 рад/с и нажать кнопку «Процесс». Манипулируя кнопками управления, получить АФЧХ системы на необходимом диапазоне частот. Провести аналогичные эксперименты при двухмассовой и трёхмассовой моделях ТОС. Результаты экспериментов в виде АФЧХ представлены на рисунках 3.33 и 3.34.
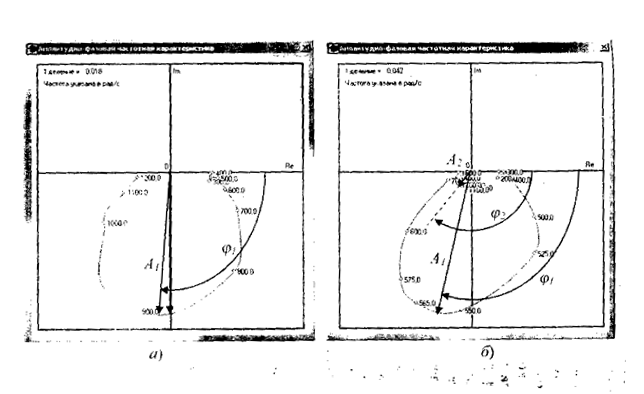
Рисунок 3.34 – Экспериментальные АФЧХ при одномассовой (а)
и двухмассовой (б) моделях ТОС
Учитывая, что автоматическое определение фазы является сложной и не всегда однозначной операцией, при проведении экспериментов необходимо манипулировать следующим образом:
1) первое нажатие кнопки «Запомнить точку АФЧХ» произвести сразу после нажатия кнопки «Процесс» и продолжать до появления цифр в окнах таблицы;
2) нажимать кнопку «Запомнить точку АФЧХ» после окончания переходного процесса, вызванного изменением частоты;
3) нажимать кнопку «Запомнить точку АФЧХ», когда весь экран осциллографа занимают осциллограммы при постоянной частоте;
4) нажимать кнопку «Запомнить точку АФЧХ» несколько раз до тех пор, пока значение фазы не будет меняться.
Желательно, при приобретённом в ходе эксперимента опыте, сверять значение фазы, которое автоматически заносится в таблицу, с реальным состоянием осциллограмм процесса. После изменения частоты при нажатии на кнопку «Запомнить точку АФЧХ» данные будут автоматически занесены в следующую строчку таблицы. При наличии данных, которые определяют координаты не менее трёх точек, нажатие на кнопку «Построить АФЧХ» приводит к появлению дополнительного интерфейса с соответствующим графиком. Надписи около экспериментальных точек соответствуют частоте, а кривая графика построена как Эрмитов кубический сплайн. Если требуется добавить на графике дополнительные промежуточные экспериментальные точки, необходимо закрыть дополнительный интерфейс, вернуться к главному интерфейсу и продолжить моделирование нажатием кнопки «Процесс».
Для идентификации резонансных зон воспользоваться полученными АФЧХ как показано на рисунках 3.33 и 3.34. При затруднениях по определению параметров резонансных зон в некоторых областях АФЧХ (на рисунке 3.33 такая область находится в диапазоне частот от 800 рад/с до 1500 рад/с) необходимо провести дополнительные эксперименты в этой области частот. В результате построенная АФЧХ (рисунок 3.35) позволяет провести необходимые измерения.
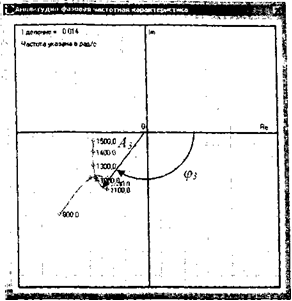
Рисунок 3.35 – Увеличенный фрагмент АФЧХ
при трёхмассовой модели ТОС
Результаты проведённых экспериментов позволяют сделать следующие выводы:
1. АФЧХ ТОС при одномассовой модели имеет одну резонансную зону:
ω1 = 880 рад/с ; А1 = 0,21 ; φ1 = -94,5°.
2. АФЧХ ТОС при двухмассовой модели имеет две резонансные зоны:
ω1 = 560 рад/с ; А1 = 0,51 ; φ1 = -103,5° и
ω2 = 1200 рад/с ; А2 = 0,009 ; φ2 = -128,5°.
3. АФЧХ ТОС при трёхмассовой модели имеет три резонансные зоны:
ω1 = 560 рад/с ; А1 = 0,50 ; φ1 = -96,3° ;
ω2 = 750 рад/с ; А2 = 0,018 ; φ2 = -109,7° ;
ω3 = 1100 рад/с ; А3 = 0,008 ; φ3 = -127,9°.
Для расчёта указанных параметров удобно воспользоваться копиями экрана (активная часть – Alt PrintScreen) перенесёнными в документ Word. Необходимые размеры определяются как размеры выделенной на экране автофигуры.
ЗАДАНИЕ
В соответствии с вариантом задания (таблица 3.6) выполнить эксперименты и получить АФЧХ для ТОС, представленной одной, двумя и тремя массами. Провести идентификацию резонансных зон.
Таблица 3.6 – Исходные данные
| Первая цифра | Резцедержатель | Суппорт | Вторая цифра | Шпиндель | Процесс резания | ||||||||||
| m, кг | c, ∙103 Н/мм | λ, ∙102 кг/с | m, кг | c, ∙103 Н/мм | λ, ∙102 кг/с | m, кг | c, ∙103 Н/мм | λ, ∙102 кг/с | s, мм/об | Cp | xp | yp | np | ||
| 0,17 | 0,92 | 0,65 | -0,1 | ||||||||||||
| 0,23 | 0,90 | 0,67 | -0,2 | ||||||||||||
| 0,15 | 0,89 | 0,68 | |||||||||||||
| 0,32 | 0,88 | 0,62 | -0,1 | ||||||||||||
| 0,34 | 0,86 | 0,70 | |||||||||||||
| 0,28 | 0,94 | 0,72 | -0,2 | ||||||||||||
| 0,07 | 0,95 | 0,75 | -0,3 | ||||||||||||
| 0,11 | 0,85 | 0,78 | |||||||||||||
| 0,23 | 0,86 | 0,80 | -0,1 | ||||||||||||
| 0,28 | 0,88 | 0,82 | -0,2 |
СОДЕРЖАНИЕ ПРОТОКОЛА
В протоколе представить исходные данные (в соответствии с вариантом); копию интерфейса для любого количества масс и графики АФЧХ для представления технологической системы одной, двумя и тремя массами. Результаты расчётов. Выводы.
3.7 ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
Под технологической наследственностью в данном разделе подразумевается наследственность формы детали, вызванная копированием формы заготовки при осуществлении процесса резания.
Основное назначение металлорежущего станка – обработка изделий с заданной точностью и качеством поверхности. Однако эти показатели, по разработанным методикам оценки качества металлорежущих станков [14, 22], не представляются в виде выходных параметров процесса обработки, которые зависят не только от станка, а от всей технологической обрабатывающей системы, в которую входят инструмент, заготовка, приспособление, а также и от режима резания.
Поскольку скорость изменения припуска и соответственно силы резания, например, при обработке точением некруглых в поперечном сечении поверхностей зависит от скорости резания (частоты вращения заготовки), следует ожидать существенного влияния режима резания на технологическую наследственность формы детали в поперечном сечении. Для исследования такого влияния необходимо использовать частотные характеристики ТОС при резании.
В первом приближении ТОС токарного станка может быть представлена в виде одномассовой системы по координатам Y и Z, деформации в направлении которых наиболее сильно влияют на точность формообразования. В соответствии с принятой концепцией, динамическая модель ТОС построена по функциональной схеме на рисунке 3.1, но без учёта упругой системы по координате X. При точении изменяется координата х вдоль обрабатываемой поверхности, поэтому приведённые жёсткости cy и cz не остаются постоянными и должны быть определены в функции текущей координаты х с учётом жёсткости детали по методике, представленной в разделе 2.2.
Деформация упругой системы по координате Y оказывает непосредственное влияние на фактическую глубину резания, а влияние деформации δz по координате Z может быть определено по зависимости (3.3). Математическая модель процесса резания строится с учётом замкнутости упругой ТОС.
Поскольку технологическая наследственность, которая определяет точность формы детали, зависит не только от режима резания, частотных характеристик станка, а и от частотных характеристик всей технологической системы, которые изменяются в зависимости от координаты х формообразующего движения по длине заготовки, её прогнозирование должно предусматривать определение соответствующего семейства частотных характеристик, построенных в функции этой координаты.
Подавляющее большинство видов токарной обработки сопровождается силовым возмущением от переменного припуска. Наиболее часто встречается случай эксцентричного расположения припуска вследствие несовпадения оси вращения шпинделя станка и оси цилиндрической заготовки (рисунок 3.36). Такое несовпадение определяется эксцентриситетом e = OO1.
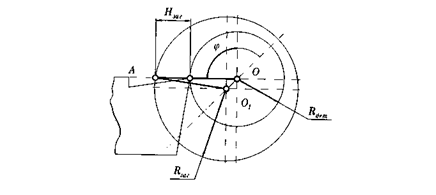
Рисунок 3.36 – Схема определения глубины резания
Величина заданного припуска (заданной глубины резания), как функция полярного угла φ определяется из треугольника OO1A. По теореме косинусов имеем:
 (3.13)
(3.13)
Поскольку Нзаг = O1A – Rдет, а О1А = Rзаг, где Rзаг, Rдeт – радиусы заготовки и детали соответственно, окончательно получаем:
 (3.14)
(3.14)
ПОЯСНЕНИЕ 3.2
|
из
5.00
|
Обсуждение в статье: КОМПЬЮТЕРНЫЙ ПРАКТИКУМ 3.3 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы