 |
Главная |


КОМПЬЮТЕРНЫЙ ПРАКТИКУМ 3.4
|
из
5.00
|
Исследование технологической наследственности при точении
Цель работы: Исследование влияния параметров ТОС и процесса резания на технологическую наследственность формы при различных формах исходной заготовки.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Теоретическая часть изложена в разделе 3.7
ПРАКТИЧЕСКАЯ ЧАСТЬ
Для выполнения работы используется прикладная программа, интерфейс которой представлен на рисунке 3.40. Программа под названием «Технологическая наследственность» находится на диске в конце книги. Инструкции и пояснения для работы с программой содержатся в самой программе и появляются на экране монитора при нажатии кнопки «Help».
Для задания геометрических размеров и формы заготовки используется дополнительный интерфейс программы (рисунок 3.44). При моделировании обработки заготовки в виде многогранника радиус округления подобрать по изображению рассчитать так, чтобы максимальная глубина резания не превышала 5 мм.
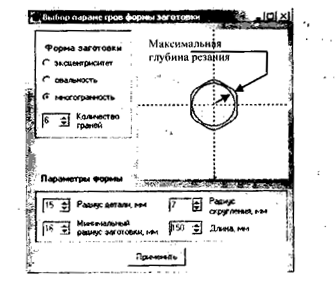
Рисунок 3.44 – Дополнительный интерфейс
Цель проведения исследований – построение графиков зависимости величины максимального отклонения формы, а также фазового угла её расположения от скорости резания при двух значениях главного угла в плане резца 40° и 60°.
Скорость резания изменяется в диапазоне 20-200 м/мин. Для каждой величины скорости резания, в соответствии с выбранным шагом её изменения, провести моделирование и определить необходимые параметры из интерфейса круглограмм поперечных сечений виртуальной детали.
Ход проведения исследований целесообразно проиллюстрировать на примере выполнения экспериментов для исходных данных, указанных в окнах главного интерфейса программы на рисунке 3.40. Для проведения экспериментальных исследований вначале подготовить таблицу экспериментальных данных (таблица 3.7). Диапазон изменения скорости резания необходимо назначать так, чтобы придерживаться правила – чем больше количество граней заготовки, тем меньше максимальная скорость резания. Затем активировать программу, выбрать форму заготовки (рисунок 3.44) установить первое значение скорости резания и нажать кнопку «Процесс».
Данные рекомендуется заносить в таблицу экспериментальных данных (таблица 3.7). Определение максимальной погрешности формы выполнять по простой формуле Δ = δmax - δmin. Определение экспериментальных значений показано на рисунке 3.45. Такие эксперименты провести дважды, для каждого значения главного угла в плане резца.
Таблица 3.7 – Экспериментальные данные (главный угол 40°)
| № | V, м/мин | δmax, мм | Δmin, мм | Δ, мм | ω, град |
| 0,0783 | 0,0174 | 0,0609 | -5 | ||
| 0,0731 | 0,0139 | 0,0592 | -5 | ||
| 0,0834 | 0,0116 | 0,0718 | -10 | ||
| 0,1120 | -0,0112 | 0,1232 | -15 | ||
| 0,1075 | -0,0246 | 0,1321 | -25 | ||
| 0,0918 | -0,0224 | 0,1142 | -25 | ||
| 0,0717 | -0,0089 | 0,0806 | -25 | ||
| 0,0627 | 0,0067 | 0,0560 | -30 | ||
| 0,0560 | 0,0179 | 0,0381 | -35 | ||
| 0,0538 | 0,0224 | 0,0314 | -35 |
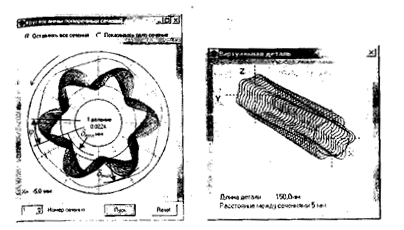
Рисунок 3.45 – Результаты моделирования
при скорости резания 70 м/мин
По экспериментальным данным (при φрезца = 40°) построены графики на рисунке 3.46.
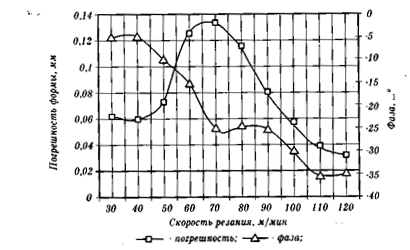
Рисунок 3.46 – Зависимости отклонения формы
и фазового угла от скорости резания
ЗАДАНИЕ
В соответствии с вариантом задания (таблицы 3.8 и 3.9) выполнить эксперименты по определению зависимости технологической наследственности формы от скорости резания при двух значениях главного угла в плане резца, определить необходимые экспериментальные данные и построить графики.
СОДЕРЖАНИЕ ПРОТОКОЛА
В протоколе представить исходные данные (в соответствии с вариантом); копию интерфейса для обработки с максимальной технологической наследственностью, таблицы экспериментальных данных (для двух величин главного угла в плане резца), графики необходимых зависимостей. Выводы.
Таблица 3.8 – Исходные данные
| Первая цифра | Заготовка | Установка | |||
| Диаметр, мм | Длина, мм | Форма | Патрон | Патрон и задний центр | |
| е = 1,0 мм | + | ||||
| о = 1,5 мм | + | ||||
| k = 3 | + | ||||
| k = 4 | + | ||||
| е = 1,5 мм | + | ||||
| k = 5 | + | ||||
| е = 1,0 мм | + | ||||
| k = 6 | + | ||||
| о = 1,0 мм | + | ||||
| е = 2,0 мм | + |
Таблица 3.9 – Исходные данные
| Вторая цифра | Технологическая обрабатывающая система | Процесс резания | |||||||||||
| Приведенные | Жёсткость, ×103 Н/мм | S, мм/об | Cp | xp | yp | np | |||||||
| Шпиндель | Суппорт | Задний центр | |||||||||||
| Масса, кг | Демпфи-рование, ×103 кг/с | cy | cz | cy | cz | cy | cz | ||||||
| 5,0 | 0,23 | 0.85 | 0,65 | -0,1 | |||||||||
| 6,0 | 0,32 | 0.86 | 0,66 | -0,2 | |||||||||
| 4,0 | 0,43 | 0,87 | 0,68 | -0,3 | |||||||||
| 4,5 | 0,17 | 0,88 | 0,70 | ||||||||||
| 5,2 | 0,11 | 0,89 | 0,75 | -0,3 | |||||||||
| 5,7 | 0,07 | 0,90 | 0,73 | -0,2 | |||||||||
| 4,6 | 0,23 | 0,93 | 0,78 | -0,1 | |||||||||
| 3,5 | 0,17 | 0,82 | 0,64 | ||||||||||
| 3,8 | 0,32 | 0,80 | 0,66 | -0,1 | |||||||||
| 5,5 | 0,11 | 0,76 | 0,70 | -0,2 |
|
из
5.00
|
Обсуждение в статье: КОМПЬЮТЕРНЫЙ ПРАКТИКУМ 3.4 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы