 |
Главная |


Определение технологической наследственности в одном сечении детали
|
из
5.00
|
ЗАДАЧА
Пусть на токарном станке обрабатывается заготовка Rз = 50 мм в размер детали Rд = 45 мм, причём эксцентриситет е = 0,5 мм, материал Сталь 45. Упругая система имеет следующие параметры: резцедержатель m1 = 46 кг, с1= 8100 Н/мм, λ1 = 9000 кг/с ; суппорт m2 = 140 кг, с2= 12000 Н/мм, λ2 = 15000 кг/с ; шпиндель m3= 85 кг, с3 = 21000 Н/мм, λ3 = 11000 кг/с . Остальные параметры отвечают указанным на главном интерфейсе прикладной программы (рисунок 3.32). Определить погрешность формы в поперечном сечении при точении с частотой вращения шпинделя 800 об/мин и 1600 об/мин.
РЕШЕНИЕ
Расчётами по формулам (3.18) численным методом определяем величины коэффициентов ряда Фурье:
а0 = 10, а1 = -0,5, а2 = 0,015, а3 = -0,00125, а4 = 0,000103.
Коэффициент а0, в соответствии с зависимостью (3.16), определяет постоянную составляющую возмущения, которой является припуск, и влияние этой составляющей может быть компенсировано подналадкой станка. Коэффициенты а3 и а4 определяют переменные составляющие, но для условий токарной обработки с нормальной точностью, их влиянием можно пренебречь. Таким образом, переменная составляющая припуска, определяющая погрешность формы детали в поперечном сечении, которую нельзя компенсировать любой постоянной коррекцией размерной цепи ТОС, с достаточной степенью точности может быть представлена двумя гармониками:

В соответствии с алгоритмом на рисунке 3.37 и зависимостью (3.19), для прогнозирования и оценки погрешности формы необходимо использовать частотные характеристики ТОС: амплитудно-частотную и фазово-частотную. Амплитудно-частотная характеристика обуславливает искажение амплитуды входной гармоники переменной составляющей припуска, а фазово-частотная характеристика – фазовый угол сдвига этой гармоники к соответствующей исходной гармонике.
Необходимые характеристики в виде амплитудно-фазовой частотной характеристики получены при имитационном моделировании технологической системы с помощью прикладной программы (рисунок 3.32). Во время моделирования выбираем значения частот, которые соответствуют частотам первой и второй гармоник для каждой частоты вращения шпинделя: при 800 об/мин ω0 = 84 рад/с , 2ω0 = 168 рад/с , при 1600 об/мин ω0 = 168рад/с, 2ω0 = 336рад/с.
Погрешность формы детали рассчитываем следующим образом. При частоте вращения детали во время обработки 800 об/мин по АФЧХ ТОС (рисунок 3.38) определяем амплитуду δ11 = 0,161 и фазу φ11= -9° для частоты ω0 = 84рад/с и для частоты 2ω0 = 168 рад/с амплитуда δ12 = 0,184 и фаза φ12 = -17°. В соответствии с зависимостью (3.19) получаем выражение для погрешности формы в функции полярного угла α детали:

Аналогично определяется погрешность формы при частоте вращения детали во время обработки 1600 об/мин. По АФЧХ ТОС при ω0= 168 рад/с амплитуда δ21 = δ12 = 0,184 и фаза φ11 = φ12 = -17° и при 2ω0 = 336рад/с амплитуда δ22 = 0,087 и фаза φ22 = -96°. Тогда погрешность формы в функции полярного угла α детали:


Рисунок 3.38 – Экспериментальная АФЧХ
Визуализация результатов расчетов представлена на рисунке 3.39.
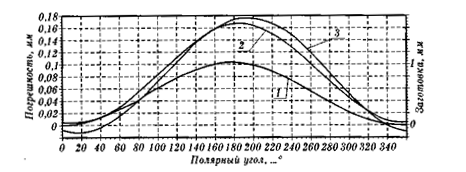
Рисунок 3.39 – Зависимость погрешности формы
от частоты вращения:
1 – форма заготовки, форма детали;
2 – при 800 об/мин; 3 – при 1600 об/мин
Анализ показывает, что при отладке станка на компенсацию постоянной составляющей погрешности, размер детали может быть получен, однако относительно формы появляется погрешность, которая определяется технологической наследственностью и обусловливает погрешность формы. Она может быть оценена по амплитуде и фазе, которая определяет расположение по полярному углу максимального значения погрешности. Величина амплитуды и фазы погрешности формы существенно зависит от частоты вращения шпинделя, которая обычно выбирается по требуемой скорости резания. Полученные результаты убедительно доказывают, что назначение режима резания при заведомо неравномерном припуске необходимо уточнить по частотным характеристикам ТОС, чтобы избежать случайного попадания в резонансные зоны. Как видим, задача определения технологической наследственности является довольно сложной задачей, а при попытке учёта изменения динамических свойств ТОС по коор-инате формообразования задача ещё усложняется, так как требуется определение всего семейства частотных характеристик ТОС в функции такой координаты. Поэтому, для прогнозирования технологической наследственности предлагается прикладная программа, которая учитывает все отмеченные прежде закономерности образования погрешности формы при токарной обработке. Главный интерфейс такой программы представлен на рисунке 3.40.
Программа моделирует обработку детали, которая установлена в патроне или в патроне и заднем центре и имеет определённую форму заготовки, которая отличается от цилиндра. На рисунке 3.40 показано моделирование обработки заготовки с эксцентриситетом 1 мм, диаметр детали 18 мм, диаметр заготовки 22 мм, длина 180 мм. Другие исходные данные, которые характеризуют ТОС и процесс резания, представлены на интерфейсе.
Динамическая система представлена в виде одномассовой с приведённой к резцу массой и демпфированием, которое определяется коэффициентом вязкого трения.

Рисунок 3.40 – Главный интерфейс программы моделирования технологической наследственности при точении
Жесткость такой одномассовой системы определяется в соответствии с зависимостями (2.1) и (2.2), то есть изменяется в функции продольной координаты. Таким образом, частотные характеристики ТОС также изменяются, что подтверждается результатами моделирования.
На изображении осциллографа рисунке 3.40 линией 1 обозначено изменение заданной глубины резания, а линией 2 – упругой деформации ТОС в начале процесса обработки. Такие же обозначения приняты и на рисунке 3.41, где зафиксировано состояние системы при обработке детали в середине и возле шпинделя.

Рисунок 3.41 – Состояние ТОС при моделировании продольного точения
Моделирование происходит во времени, но осциллограммы выводятся на экран осциллографа в функции продольной координаты, так как именно по этой координате происходит изменение динамических параметров системы и строится поверхность виртуально обработанной детали.
Как видно из рисунков 3.40 и 3.41 упругая деформация ТОС, которая, в конце концов, будет определять форму обработанной детали, изменяется как по амплитуде, так и по фазе. Фазовый сдвиг можно оценить по запаздыванию между максимальной величиной глубины резания и максимальной величиной упругой деформации. Запаздывание определяется по величине продольной координаты. Анализ показывает, что наихудшие динамические параметры ТОС наблюдаются примерно в середине детали, поскольку именно в этом месте жёсткость ТОС оказалась минимальной.
В результате моделирования получается поверхность виртуальной детали, круглограммы которой можно увидеть по всем сечениям с определённым шагом (5 мм) по продольной координате на дополнительных интерфейсах прикладной программы (рисунок 3.42). Масштаб изображения погрешности формы обработки, которая определяется технологической наследственностью, увеличен в 200 раз в сравнении с изображением линейных размеров детали.
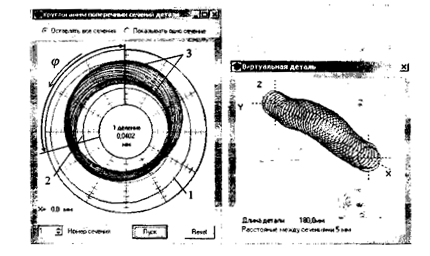
Рисунок 3.42 – Результаты моделирования при скорости резания 180 м/мин
На рисунке 3.42 линией 1 показано поперечное сечение заготовки (с эксцентриситетом), линией 2 – поперечное сечение идеальной детали, а линиями 3 – поперечные сечения по продольной координате с шагом 5 мм. Как видим, форма детали существенно отличается от бочкообразной, которая принимается по традиционным представлениям о процессе точения при закреплении недостаточно жёсткой заготовки в патроне и заднем центре. Это поясняется именно влиянием переменных параметров динамической упругой системы на процесс наследования формы заготовки. Максимальное отклонение от цилиндричности (+0,2454 мм) не соответствует максимальной величине глубины резания, которая определяется формой заготовки (линия 2), а имеет сдвиг по фазе φ = -105°, который отсчитывается против стрелки, показывающей на рисунке 3.42 направление вращения заготовки во время точения. Минимальное отклонение от округлости имеет отрицательный знак (-0,0818 мм), то есть в этом месте размер меньше, чем радиус идеальной детали.
Таким образом, технологическая наследственность, которая будет определять форму обработанной детали, зависит от динамических параметров упругой ТОС, её частотных характеристик, а значит – от режимов резания, которые определяют частоту изменения возмущений в виде припуска.
На рисунке 3.43 изображены результаты моделирования процесса точения такой же детали, при тех же параметрах ТОС, но при скорости резания втрое меньшей, что определяет втрое меньшую частоту изменения возмущения. Деталь имеет форму более похожую на бочкообразную, все отклонения положительные: максимальное +0,1455 мм, минимальное +0,0146 мм, фазовый сдвиг почти незаметный и равняется приблизительно -10°. Теоретические результаты моделирования хорошо коррелируются с экспериментальными результатами, которые представлены в виде круглограмм на рисунке 3.43.

Рисунок 3.43 – Результаты моделирования при скорости резания 60 м/ мин
|
из
5.00
|
Обсуждение в статье: Определение технологической наследственности в одном сечении детали |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы