 |
Главная |


РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
|
из
5.00
|
Съёмные детали автосцепного устройства снимают с вагона и направляют на участок ремонта автосцепного устройства, где производят ремонт в соответствии с требованиями «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог», «Типовым технологическим процессом ремонта автосцепного устройства» ТК-289-2009 и «Инструкции по сварке и наплавке при ремонте грузовых вагонов».
Номерные детали, не имеющие маркировку предприятия - изготовителя, ремонту не подлежат и сдаются в металлолом.
Упорные угольники, розетки, расцепные рычаги, кронштейны расцепных рычагов осматривают, неисправные ремонтируют.
Разрешается производить приварку к ударной розетке отбитых частей согласно технологической «Инструкции по сварке передних упоров» № 317 ПКБ ЦВ.
После ремонта и проверки клеймению подлежат: замок, замкодержатель, предохранитель, подъемник, валик подъемника, тяговый хомут, валик, клин тягового хомута, ударная розетка, балочка центрирующего прибора, маятниковые подвески, упорная плита, корпус поглощающего аппарата, корпус автосцепки, вкладыш и поддерживающая плита центрирующего прибора.
Поглощающие аппараты класса Т0 к установке на цистерны для перевозки опасных грузов выпуска с 01.01.1985г. не допускаются. Они должны быть заменены аппаратами повышенной энергоемкости не ниже класса Т1.
РЕМОНТ ТОРМОЗНОГО ОБОРУДОВАНИЯ
6.1 Тормозное оборудование осматривают и ремонтируют в соответствии с «Инструкцией по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945, «Временной инструкцией по техническому обслуживанию и ремонту тормозной системы с раздельным торможением тележек с существующим и новым тормозным оборудованием» (дополнение к инструкции ЦВ-ЦЛ-945).
РЕМОНТ ТЕЛЕЖЕК, КОЛЕСНЫХ ПАР, БУКСОВОГО УЗЛА, РЕССОРНОГО ПОДВЕШИВАНИЯ
7.1 Ремонт 2-осных и 4-осных тележек грузовых вагонов производят в соответствии с требованиями Руководящих документов: «Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2009, «Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2009, «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32 ЦВ 082 -2006. «Инструкция по ремонту тележек грузовых вагонов» РД 32 ЦВ 052-99 и «Инструкция по ремонту тележек» ЦВ-0015.
Ремонт скользунов тележек ССВ-4500ХТ производить в соответствии с требованиями «Инструкции по деповскому ремонту и эксплуатации грузовых вагонов, тележки которых модернизированы по проекту С 03.04».
Ремонт соединительных балок производят по требованиям «Типового технологического процесса на ремонт соединительной балки четырехосной тележки» ТК-232.
Все замеры производить согласно Руководящих документов: «Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележек 18-100» РД 32 ЦВ 050-2005 и «Методика выполнения измерений деталей и узлов тележки 18-578 при проведении плановых видов ремонта» РД 32 ЦВ 081-2006.
7.2 Ремонт и освидетельствование колесных пар производится в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429при этом допускаемый размер толщины обода колесных пар для вагонов с установленным межремонтным нормативом 160000 и 210000 км или 2 и 3 года при выпуске из ремонта должен быть не менее 35мм.
7.3 Демонтаж, ремонт и монтаж буксовых узлов выполняются в соответствии с «Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК.
ТРЕБОВАНИЯ К РЕМОНТУ 3-х ОСНЫХ ТЕЛЕЖЕК
Трехосные тележки
При разборке тележек разрядку заклиненных амортизаторов производить после подъемки вагона непосредственно в рессорном проеме тележки. Износ трущихся поверхностей деталей тележек допускается не более 3мм.
Боковые рамы тележек
7.4.2.1 В боковых рамах тележек разрешается ремонт следующих частей;
наплавка опорного выступа верхней части корпуса буксы;
наплавка направляющих для пазов корпуса буксы и пазов надрессорной балки;
заварка трещин по сварному шву в местах приварки верхней опоры к хоботу боковой рамы;
наплавка изношенной упорной поверхности конца боковой рамы;
наплавка мест выработки стенок для валика в хоботе боковой рамы и изношенных боковых поверхностей хобота.
Трещины в боковых рамах тележек заварить по специальному разрешению железнодорожной администрации.
Кронштейны боковых рам тележек, у которых отверстия или втулки для валиков подвесок триангеля разработаны по диаметру более чем на 3 мм, ремонтировать.
7.4.2.2 Отремонтированные боковые рамы тележек типов КВЗ-1М и УВЗ-9М должны удовлетворять следующим требованиям:
расстояние между внутренними поверхностями буксовых челюстей у тележек типов КВЗ-1М и УВЗ-9М допускается не более 342 мм;
ширина боковых челюстей у тележек КВЗ-1М и УВЗ-9М допускается не менее 156 мм;
высота опорного выступа буксовых челюстей балансира и боковой рамы должна быть не менее 3 мм (рисунок Д.1).
Шкворневые балки
В шкворневых балках при ремонте разрешается:
наплавка подпятникового места балки при глубине износа опорной поверхности не более 7 мм; толщина стенки внутреннего бурта не менее 7 мм, внешнего - не менее 11 мм;
наплавка или приварка планки на опорную плоскость скользуна;
заварка трещин в сварных швах в местах приварки кронштейнов скользунов;
наплавка опорных поверхностей шкворневой балки в зоне прилегания к подрессорным балкам;
заварка не более двух трещин в подпятнике при суммарной длине их не более 120 мм;
заварка трещин в окне для прохода тяги тормоза;
заварка трещин на крайних челюстях шкворневых балок с последующим усилием накладками при условии, что после разделки трещин сечение уменьшается не более чем на 20 %.
Надрессорные балки
В надрессорных балках при ремонте разрешается:
наплавка направляющих вдоль и поперек балки;
наплавка опорной поверхности;
наплавка нижней плоскости в местах опоры нажимного клина
фрикционного амортизатора с последующей механической обработкой.
Балансиры
7.4.5.1 Износ отверстий в балансире для валиков допускается не более 4 мм по диаметру. При большем износе стенки отверстий ремонтируют наплавкой с последующей рассверловкой их в пределах альбомных размеров.
7.4.5.2 При ремонте разрешается наплавка изношенной опорной поверхности, наплавка челюстной и вертикальных плоскостей балансира в месте расположения хобота, а также заварка трещин в щечке балансира при условии, что длина трещины не превышает 50 мм.
Скользуны
7.4.6.1 Скользуны разбирают, при этом планки скользунов с выработкой более 2 мм заменяют новыми или отремонтированными.
Планки и прокладки должны иметь опорные предохранительные планки, приваренные к продольной балке. Горизонтальная плоскость головки болта должна находиться ниже рабочей плоскости планки скользуна на 2-3 мм, как показано на рисунке Д.2.
7.4.6.2 Зазор между скользунами в сумме с обеих сторон каждого конца вагона допускается от 10 мм до 16 мм. При этом с одной стороны тележки зазор у одного скользуна должен быть в пределах от 4 мм до 12 мм.
Для регулирования зазоров между скользунами могут быть поставлены под планки скользуна регулировочные прокладки из листовой стали толщиной от 1,5 мм до 5 мм. Прокладок регулировочных должно быть не более четырех, отрихтованных и без заусенцев.
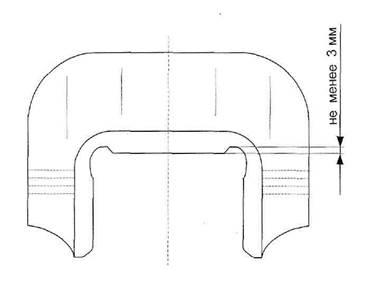
Рисунок Д.1 Буксовый проём
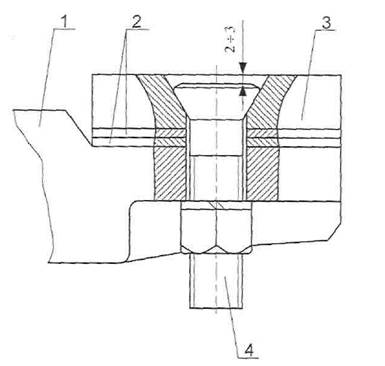
1- кронштейн;
2- регулировочные прокладки;
3- планка скользуна;
4- болт.
Рисунок Д.2 Крепление планки скользуна
|
из
5.00
|
Обсуждение в статье: РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы