 |
Главная |


Погрешность изготовления приспособления для методов сборки с базой на внешнюю поверхность обшивки и на каркас
|
из
5.00
|
1.При инструментально-шаблонном методе увязки изготовление приспособления включает следующие процессы (рис.16.4):
- изготовление рубильника 1 и увязка его рабочей поверхности с отверстием навески;
- установка вилок 2 в заданное чертежом положение;
- навеска рубильников на вилках с помощью штырей 3.
Размер приспособления Lп определяется соотношением:
Lп = Lр + Lв , (16.1.)
где Lр – размер, характеризующий точность выполнения контура рубильника и увязку контура с отверстиями навески;
Lв – размер, характеризующий точность установки вилок по отношению к осям агрегата ХОУ;
зазором между штырем и отверстиями в вилках и рубильниках пренебрегаем.
Уравнение погрешности приспособления будет иметь вид:
δп = δр + δв; (16.2.)
где δр – погрешность выполнения контура рубильника и его увязки с отверстием;
δв – погрешность установки вилок.
Определим погрешность изготовления рубильника. При инструментально-шаблонном методе (ИШМ) рубильник изготавливается методом слепка шаблона (частичного эталона поверхности – ЧЭП) на плаз-кондукторе. Здесь же изготавливаются оси навески рубильника. Этапы изготовления рубильника следующие (рис. 16.4):
 Рис.16.4. Определение δп при
инструментально-шаблонном
методе увязки
Рис.16.4. Определение δп при
инструментально-шаблонном
методе увязки
| - на плаз-кондуктор устанавливается частичный эталон поверхности (ЧЭП) 2 и фиксируется по базовым отверстиям штырями 5 через отверстия в линейках плаз-кондуктора 4; - с зазором по отношению к ЧЭП устанавливается заготовка рубильника 1; - зазор заполняется цементной массой, т.е. делается слепок с ЧЭП; - через кондукторное отверстие в линейке разделывают отверстие навески рубильника (А). |
Положение отверстия задается чертежом приспособления по отношению к осям агрегата (размеры Ха, Yа на рисунке 16.5).
Перенос размера с первоисточника (теоретического плаза) на рубильник можно изобразить в виде цепи операций.

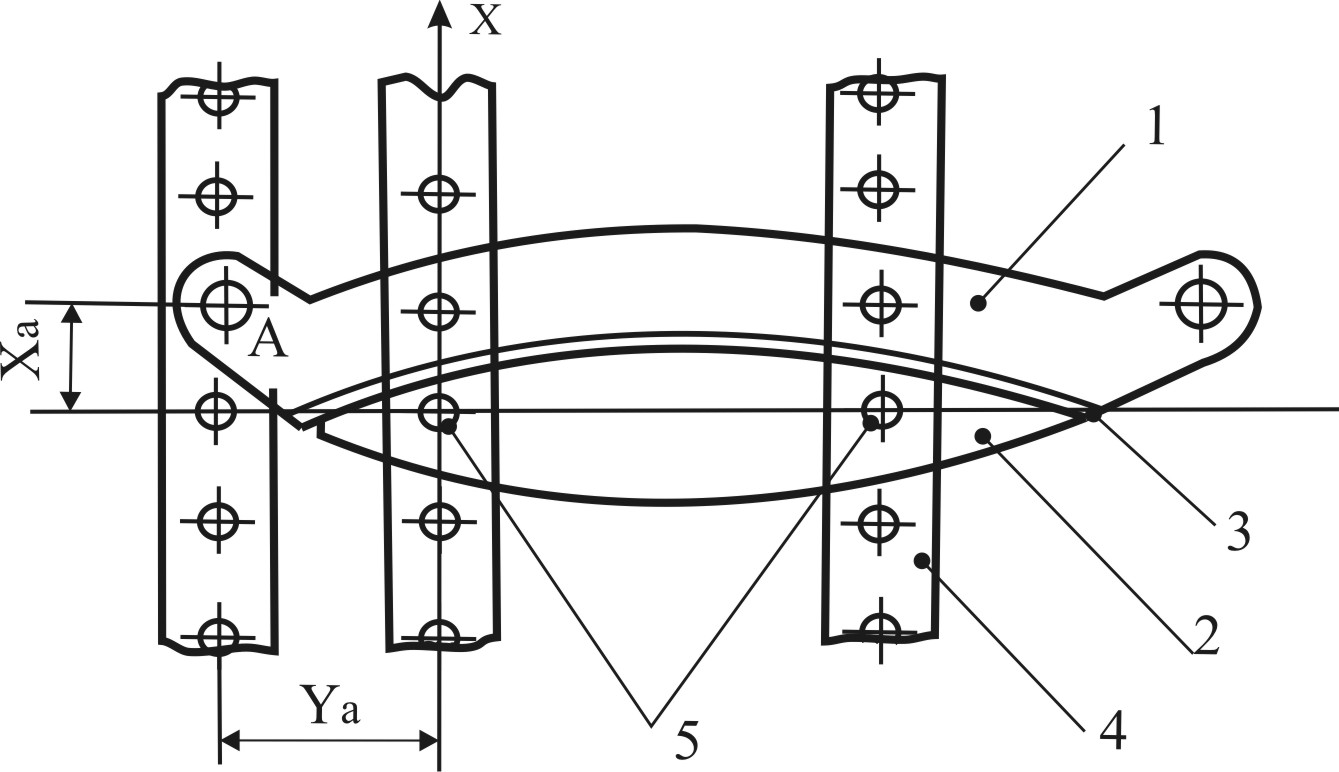
Рис.16.5. Схема изготовления рубильника на плаз-кондукторе
Каждый этап переноса будет характеризоваться своей величиной погрешности æi:
æ1, æ2, æ3 – погрешность переноса размера с шаблона на шаблон;
æ4 – погрешность снятия слепка с ЧЭП на плаз-кондукторе и увязки отверстия по отношению к рабочему контуру.
Тогда погрешность увязки контура рубильника по отношению к оси навески будет (при расчете по методу max – min):
δ1=  . (16.3.)
. (16.3.)
Вилки, несущие отверстия навески рубильников, устанавливаются в пространстве в нужное положение с помощью инструментального стенда. Расстояние от осей вилок до осей координат агрегата указываются на чертеже стапеля.
После установки вилок 1 с помощью линеек инструментального стенда 5, хвостовик вилки 1 заливается цементной массой 3 в стакане 2, приваренном к несущей балке 4. Таким образом, погрешность установки вилок δв определяется точностью инструментального стенда и находится в пределах ±0,1 мм.
2. Изготовление приспособления при эталонно-шаблонном методе включает следующие операции (рис.16.6):

Рис.16.6. Установка вилок в инструментальном стенде
- в стаканы 6 балки 5 устанавливают вилки навески рубильников 4, точность установки может быть небольшая;
- на вилки навешивают рубильники 2;
- с зазором по отношению к рубильникам устанавливается монтажный эталон поверхности 1;
- зазор между рубильниками и эталоном заполняется цементной массой 3, таким образом получается слепок с эталона поверхности.

Рис.16.7. Изготовление приспособления при эталонно-шаблонном методе увязки
По рис.16.8. можно составить уравнение размерной цепи для определения размера приспособления Lп:
Lп = Lмэ + Lс, (16.4.)
где Lмэ – размер монтажного эталона поверхности;
Lс – зазор, характеризующий погрешность снятия слепка с эталона на рубильник.

Рис.16.8. Определение δп при эталонно-шаблонном методе увязки
Уравнение для определения погрешности приспособления δп:
δп = δмэ + δс, (16.5.)
где δмэ – погрешность изготовления монтажного эталона;
δс – погрешность снятия слепка.
Для определения погрешности изготовления приспособления составим цепь переноса размеров с первоисточника (эталона поверхности) до приспособления:
 .
.
Погрешности æ1, æ2 определяют изготовление макетного эталона (рис.16.9.), а æ3 - перенос размера с макетного эталона на контур рубильников. Все операции переноса размеров осуществляются методом слепка, который дает очень маленькую погрешность. На сегодняшний день эталонно-шаблонный метод является наиболее точным для изготовления приспособлений.

Рис.16.9. Перенос размеров с эталона на рубильник
3. Изготовление приспособления при математическом задании поверхности состоит из этапов:
- изготовление рабочей поверхности рубильников на станках с ЧПУ;
- увязка отверстия навески рубильника с рабочим контуром также на оборудовании с ЧПУ;
- установка вилок для рубильников;
- навеска рубильников для вилки.
Как и при изготовлении приспособления с помощью инструментально-шаблонного метода, здесь погрешность приспособления будет определяться формулой
δп = δр + δв, (16.6.)
где δр - погрешность изготовления рабочего контура рубильника и его увязка с отверстием навески - определяется возможностями станка с числовым программным управлением;
δв - погрешность установки вилок в пространстве - зависит от точности инструментального стенда.
|
из
5.00
|
Обсуждение в статье: Погрешность изготовления приспособления для методов сборки с базой на внешнюю поверхность обшивки и на каркас |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы