 |
Главная |


Технологический процесс нанесения полимерной изоляции на токопроводящую жилу на примере экструзионной линии ЭЛКА-63
|
из
5.00
|
Экструзионная линия ЭЛКА-63 (рис.2.1) предназначена для наложения полиэтиленовой и поливинилхлоридной изоляции толщиной до 1 мм на медные или алюминиевые токопроводящие жилы проводов сечением от 0,5 до 6,0 кв. мм, а также полиэтиленовой или поливинилхлоридной оболочки толщиной до 1,2 мм на параллельно уложенные изолированные жилы общей шириной до 15 мм или круглый сердечник, скрученный из указанных жил, диаметром до 10 мм [5].
В состав линии входят следующие основные узлы.
- сдвоенное отдающее устройство приводного типа;
- роликовый компенсатор;
- пальчиковые поворотные ролики;
- правильное устройство;
- червячный экструдер;
- дополнительный экструдер;
- ванна ступенчатого охлаждения;
- бак подогрева воды;
- тяговое устройство;
- устройство обдува после горячей воды;
- устройство обдува после холодной воды;
- дополнительное устройство осушки;
- аппарат АСИ;
- система измерения и регулирования диаметра;
- мерное устройство;
- компенсатор приемного устройства мерного типа;
- приемное устройство;
- два отдатчика пинольного типа;
- талькирующее устройство.
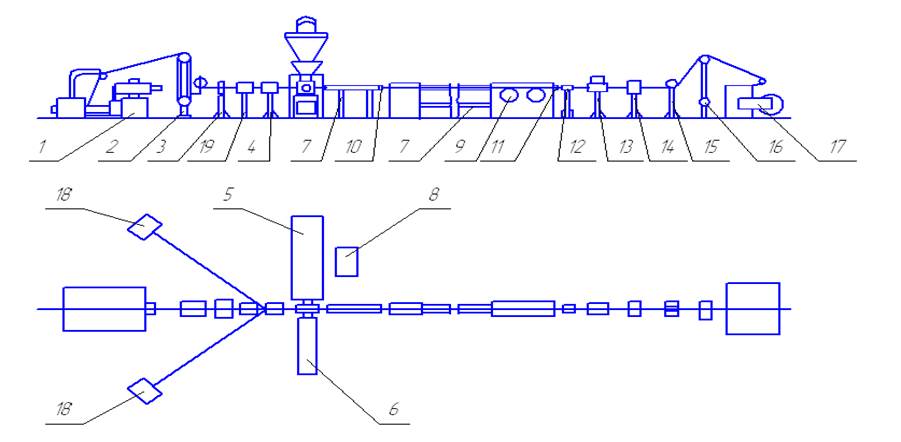
Рис. 2.1. Экструзионная линия ЭЛКА-63:
1 – сдвоенное отдающее устройство приводного типа; 2 – роликовый компенсатор; 3 – ролики пальчиковые поворотные; 4 – правильное устройство; 5 – червячный экструдер; 6 – дополнительный экструдер; 7 – ванна ступенчатого охлаждения; 8 – бак подогрева воды; 9 – тяговое устройство; 10 – устройство обдува после горячей воды; 11 – устройство обдува после холодной воды; 12 – дополнительное устройство осушки; 13 – аппарат АСИ; 14 – система измерения и регулирования диаметра; 15 – мерное устройство; 16 – компенсатор приемного устройства мерного типа; 17 приемное устройство; 18 – два отдатчика пинольного типа; 19 – талькирующее устройство
Медную или алюминиевую жилу, намотанную на металлические барабаны диаметром щеки 630 мм, загружают в сдвоенное отдающее устройство приводного типа (1). С отдающего устройства жила поступает на роликовый компенсатор (2), предназначенный для сглаживания рывков и поддержания постоянного усилия натяжения при отдаче заготовки с отдающего барабана.
Далее жила проходит через пальчиковые поворотные ролики (3) для изменения направления движения заготовки, талькирующее устройство (19) и правильное устройство (4), предназначенное для выравнивания поверхности токопроводящей жилы перед наложением на нее изоляции. С правильного устройства жила поступает в головку экструдера.
Полиэтилен или ПВХ пластикат предварительно выдерживают не менее 12 часов в цехе. Каждая партия проходит входной контроль и с разрешения ОТК пневмотранспортом доставляется в бункер червячного экструдера (5), который предназначен для наложения изоляции из полиэтилена или ПВХ пластиката. Твердый полимер начинает двигаться под действием винтовой нарезки. Под действием тепла, передаваемого полимеру стенками цилиндра, а также возникающего в следствии трения частиц о стенки, полимер начинает плавиться. Расплавленный полимер проходит через фильтрующие сетки и формующую головку, где наносится на токопроводящую жилу и принимает заданную форму.
К головке основного экструдера переходником подсоединен дополнительный экструдер, предназначенный для полосовой расцветки изоляции проводов (жил).
Далее провод поступает в ванну ступенчатого охлаждения (7), предназначенную для охлаждения изолированной жилы или провода после выхода из головки экструдера. При изолировании полиэтиленом первая секция ванны питается горячей водой от бака подогрева воды (8), в котором с помощью автоматического подогрева поддерживается заданная температура. Бак и секция должны быть закрыты крышками. Вторая секция ванны и бак подогрева питаются конденсатом из емкости конденсатного хозяйства. Температурные режимы охлаждения указываются в картах эскизов (КЭ) на операции изолирования или наложения оболочки.
При наложении изоляции или оболочки из ПВХ пластиката охлаждение производится конденсатом с температурой от5 до 25 оС при отключенном обогреве бака обогрева воды.
Для протягивания провода с заданной скоростью через головку экструдера и остальные узлы линии предназначено тяговое устройство (9).
После горячей и холодной секций ванн охлаждения провод проходит через устройства обдува (10 и 11), предназначенные для удаления струей сжатого воздуха остатков воды с поверхности изоляции провода. Дополнительное устройство осушки провода путем вакуумного отсоса воды (12) установлено после второго устройства обдува.
Для измерения фактической длины изолируемого провода или жилы установлено мерное устройство (15), для контроля диаметра - система измерения и регулирования диаметра мод. «Мирд» (14), а для контроля изоляции жилы или провода высоким напряжением на проход - аппарат АСИ (13).
После контрольных приборов провод поступает в приемное устройство (17), предназначенное для непрерывного приема изолированного провода на бухтоукладчик или на приемные катушки. Компенсатор приемного устройства (16) служит для сглаживания рывков и поддержания постоянного усилия натяжения при подаче изолированного провода на бухтоукладчик или приемную катушку.
При изготовлении 2-х и 3-х жильных проводов устанавливаются дополнительные отдатчики пинольного типа (18). Они располагаются под углом 45 0 к продольной оси линии с правой и левой стороны и предназначены для отдачи токопроводящей жилы с металлических барабанов диаметром щеки 630 мм.
Талькирующее устройство (19) устанавливается при изготовлении проводов марок ПВС и ПБО [5].
|
из
5.00
|
Обсуждение в статье: Технологический процесс нанесения полимерной изоляции на токопроводящую жилу на примере экструзионной линии ЭЛКА-63 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы