 |
Главная |


Автоматизация кабельного оборудования
|
из
5.00
|
В настоящее время большое внимание уделяется проблемам совершенствования управления технологическими процессами. Необходимым условием ведения современных технологических процессов является их автоматизация. Автоматизация техпроцесса способствует увеличению производительности труда, улучшает качество продукции за счет более точного соблюдения параметров технологического процесса, сокращает расход сырья.
Современные экструзионные агрегаты характеризуются высоким уровнем автоматизации и механизации.
При современных способах производства кабельно-проводниковой продукции необходима механизация всех узлов экструзионных агрегатов и автоматизация поддержания технологических параметров, от которых зависит качество продукции и повышение производительности труда.
Технологическое оборудование кабельного производства
К технологическому оборудованию кабельного производства принадлежит [2]:
- волочильные машины;
- машины для скрутки;
- линии для изолирования проводов;
- линии для наложения изоляционных оболочек;
- линии для скрутки пучков из изолированных проводов;
- пресса типа П 6043 для наложения алюминиевых оболочек;
- бронемашины;
- испытательные станции;
- вспомогательные технологические установки и т.д.
Все производство на предприятиях кабельной промышленности можно разделить условно на операции волочения, скрутки в стренги и в пучки, наложения защитных оболочек или изолированной пластмассовой изоляции.
Технология волочения
Волочение это способ обработки материалов давлением, при котором металл в виде проволоки протягивается через отверстие, поперечные размеры которого меньше, чем размеры исходного сечения протягиваемого металла.
В кабельном производстве волочением (рис. 9.1) получают проволоку из меди, алюминия и из сплавов цветных металлов. Инструмент, с помощью которого осуществляется процесс волочения, называется волокой.
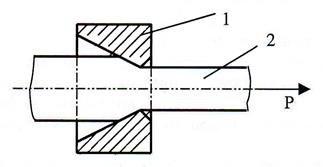
Рис. 9.1. Схема процесса волочения:
1 – волока; 2 – протягиваемая проволока.
Машина, на которой при помощи одной или нескольких волок и тяговых устройств осуществляется волочение, называется волочильной машиной.
Для протяжки проволоки через волоки при заправке волочильных машин необходимо заострять конец проволоки так, чтобы он свободно проходил через отверстие волоки. Конец проволоки заостряют на острильных станках с механизированным приводом. Заостренный конец проволоки протягивают через волоки клещами на специальных затяжных станках, а также с помощью барабанов самой волочильной машины.
Концы отдельных мотков катанки или заготовки сращивают между собой, чтобы не заправлять машину при каждом новом мотке и обеспечить непрерывный процесс волочения. Концы проволоки можно сращивать спайкой или сваркой. Для сварки проволоки применяют стыкосварочные аппараты.
Для размотки и подачи заготовки в волочильные машины применяют отдатчики различной конструкции. Заготовка с катушки направляется в машину через специальные ушки водилки. При вращении водилка будет разматывать с катушки проволоку.
Протягиваемую проволоку принимают либо на катушки, либо на барабан, с которого она снимается мотками. Намотанная на катушки проволока непосредственно поступает на следующие стадии обработки.
При волочении медной и алюминиевой проволоки изменяются свойства протягиваемого материала, а пластичность и электропроводность снижаются. Для повышения пластичности электропроводности волоченной проволоки производят ее отжиг, т.е нагрев при определенной температуре. Температура и длительность отжига проволоки зависят от свойств и способа отжига.
Задачи автоматизации в технологии волочения заключаются:
- в регулировании скорости подачи проволоки в волочильную машину;
- в измерение и регулирование относительного удлинения жилы при ее отжиге;
- в контроле износа волок;
- в подсчет продукции и т.д. [2].
Технология скрутки
В кабельном производстве скрутка является одним из основных технологических процессов. Из отдельных проволок скручиваются токопроводящие жилы, которые в свою очередь скручиваются в кабель.
Скрутка придает изделиям гибкость и устойчивую конструкцию.
Скрутка осуществляется на крутильных машинах. Каждая крутильная машина имеет отдающее, тяговое и приемное устройство, привод, систему торможения и устройства, обеспечивающие ее автоматическую остановку при обрыве и окончании любой из скручиваемых проволок или жил.
Отдающее устройство предназначено для крепления катушки или барабана с одиночной проволокой или предварительно скрученной заготовкой.
Тяговое устройство предназначено для обеспечения поступательного движения изделия через машину с постоянной заданной скоростью.
Приемное устройство служит для установки приемных катушек или барабанов
В крутильных машинах скорость скрученной жилы постоянна, так как она задается тяговым устройством. Поэтому и скорость намотки жилы на приемную катушку должна оставаться постоянной и равной скорости тяги. Если скорость будет меньше скорости тяги, то жила не будет выбираться приемником; если же скорость приема превысит скорость тяги, скрученная жила на участке между тяговым и приемным устройством может быть порвана. Поэтому привод приемной катушки должен обеспечивать уменьшение числа оборотов по мере увеличения диаметра намотки. Достигается это применением в приводе приемного устройства регулируемых приводов постоянного и переменного тока с ограничением тока электродвигателя приемного механизма.
Механизм раскладки предназначен для послойной рядовой укладки изделия на приемной катушке. Он состоит из привода и самого раскладчика. Рядовая раскладка происходит в результате смещения раскладчика вдоль оси приемной катушки за один ее оборот на величину диаметра принимаемого изделия. Поэтому по мере уменьшения числа оборотов приемной катушки соответственно должна уменьшаться и скорость раскладчика. Для этого привод механизма раскладчика осуществляют от привода приемной катушки.
Задачи автоматизации в технологии скрутки заключаются:
- в регулирование скорости протягивания изделия через крутильную машину;
- в регулирование скорости привода приемной катушки;
- в регулирование скорости привода механизма раскладки;
- в регулирование измерения шагов скрутки в пару и пучок;
- в контроль нескрученных участков и т.д. [2].
|
из
5.00
|
Обсуждение в статье: Автоматизация кабельного оборудования |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы