 |
Главная |


Технические требования на дефектацию детали
|
из
5.00
|
Исходным документом для разработки технологического процесса восстановления детали является "Карта технических требований на дефектацию детали" (пример 6), в которой приводятся следующие сведения: общие сведения о детали, перечень возможных ее дефектов, способы выявления дефектов, допустимые без ремонта размеры детали, и рекомендуемые способы устранения дефектов.
Для полного представления о дефектах детали, точности восстанавливаемых поверхностей, а также определения способов восстановления выполняется ремонтный чертеж.
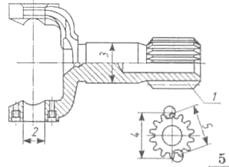
Ремонтный чертеж детали (рисунок 1) выполняется в соответствии с ЕСКД. Места на детали, подлежащие восстановлению, выполняются на чертеже сплошной основной линией, остальные поверхности – сплошной тонкой линией.
На ремонтных чертежах предельные отклонения размеров восстанавливаемых поверхностей проставляются в виде числовых значений, либо в виде условных обозначений (H7, H9, N6, K6 и т. п.), рядом с которыми в скобках помещают их числовые значения. Дается также информация о шероховатости поверхностей, подлежащих ремонту, точности их формы и взаимного расположения относительно других поверхностей детали.
На ремонтных чертежах (за исключением чертежей на вновь изготавливаемые детали и сборочные единицы) изображаются только те виды, разрезы и сечения, которые необходимы для проведения восстановления детали или сборочной единицы.
i — число проходов без изменения режимов резания;
l - длина шлифуемой заготовки, мм;
В — ширина круга, мм;
D в.к — диаметр ведущего круга, мм;
n в.к — частота вращения ведущего круга, мин;
η — коэффициент, учитывающий проскальзывание заготовки относительно ведущего круга (η = 0,90 …0,95);
α — угол наклона ведущего круга.
· при бесцентровом шлифовании врезанием
t 0 = d (h / S1 + n 1) / (D в.к * n в.к. * η),
где d — диаметр шлифуемой заготовки, мм;
h – припуск на сторону, мм;
S1 — радиальная подача на один оборот заготовки, мм;
n1 — частота вращения заготовки до прекращения искрения, мин -1;
Остальные обозначения те же, что и при бесцентровом шлифовании на проход.
· при хонинговании
t 0 = n п / n дв.х. ,
где n п — полное число двойных ходов хона, необходимое для снятия всего припуска;
n дв.х — число двойных ходов хона в минуту, дв.х/мин.
Значение n п можно определить из зависимости
n п = Z / b ,
где Z — припуск на диаметр, мм;
b — толщина слоя металла, снимаемого за двойной ход хона, мм (для чугуна b = 0,0004…0,0020 мм).
· при газовой сварке
где Lp.x – длина рабочего хода, мм;
h— припуск на диаметр, мм;
К3 — коэффициент зачистных ходов К3 = 1,2…1,7;
i – число проходов;
S пр — продольная подача, мм/об;
S t — поперечная подача на двойной ход (глубина шлифования), мм;
n д — частота вращения обрабатываемой детали, мин -1;
· при работе на плоско-шлифовальных станках:
а) шлифование периферией круга
L д * В д * h * K
t о = ¾¾¾-------------- * i ,
1000 * Vд * S t* z
б) шлифование торцом круга
L д * h * K
t о = ¾¾¾-------------- * i ,
1000 * Vд * S t* z
где Lд — длина обработки, мм;
Вд — ширина обработки, мм;
h — припуск на сторону, мм;
К — коэффициент износа круга (К = 1,1 - при черновом шлифовании, К = 1,4 - при чистовом шлифовании);
i – число проходов;
Vд — скорость движения стола, м/мин;
S t - подача на глубину шлифования, мм/ход;
z — количество одновременно обрабатываемых деталей.
· при бесцентровом шлифовании на проход
t 0 = K 3 * i (1+В) / (π * D в.к * n в.к. * η * sin α),
где Кз — коэффициент зачистных ходов (Кз = 1,05…1,20 - для предварительного и окончательного шлифования);
Обозначения ремонтных чертежей получают добавлением к обозначению детали или сборочной единицы буквы «Р» (ремонтный).
Пример 6.
Таблица 4. – Карта технологических требований на дефектацию детали
| Карта технических требований на дефектацию детали | |||||||
| Наименование детали (сборочной единицы) Вилка скользящая карданного шарнира | |||||||
| Номер детали,сборочной единицы): 130-2202048 (обозначение по чертежу) | ||||||
| Материал: Сталь 45 ГОСТ 1050-88 (наименование, марка, номер стандарта) | |||||||
| Твердость: Закаленного слоя 42…56 HRCэ Незакаленных поверхностей 207…241 HB | |||||||
| Поз. на эскизе | Возможный дефект | Способ установления дефекта и средства контроля | Размер | Заключение | |||
| по рабо чему чертежу | допусти- мый без ремонта | ||||||
| Срез, смятие шлицев | Визуальный осмотр | - | - | Браковать | |||
| Износ отверстий под подшип- ники | Пробка 39,05 или нутромер индикаторный НИ 18-50 ГОСТ 868-82 | 
| 39,05 | Ремонтировать. Вибродуговая наплавка. Постановка втулок. | |||
| Износ направляю-щей шейки | Скоба 53,90 или микро-метр гладкий МИ 50-75 ГОСТ 6507-90 | 
| 53,92 | Ремонтировать. Вибродуговая наплавка в среде углекислого газа. Наплавка под слоем флюса. | |||
| Износ шлицевых зубьев по наружному диаметру | Скоба 61,89 или микро-метр гладкий МИ 50-75 ГОСТ 6507-90 | 
| 61,89 | То же | |||
| Износ шлицев по диаметру делительной окружности | Ролики Ø 5,493 мм, специальный калибр с двумя роликами L = 66,30 мм или микрометр гладкий МИ 50-75 ГОСТ 6507-90 | Размер по роликам | Ремонтировать. Наплавка в среде углекислого газа. Наплавка под слоем флюса. | ||||
| 66,4 не менее | 66,30 | ||||||
|
из
5.00
|
Обсуждение в статье: Технические требования на дефектацию детали |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы