 |
Главная |


Г) Показатели точности
|
из
5.00
|
Процессы формообразования и инструмент Вариант 1
По дисциплине «Технология машиностроения»
Работу выполнил студент Онорин И.Г
группа ТАМПз-12
Принял
к.т.н. Т.Р. Абляз
Пермь
Задание к курсовой работе
Вариант 1
Машиностроительное предприятие планирует производство детали «Вал». Материал заготовки сталь. - Марку стали назначить самостоятельно.
Эскиз детали представлен на рис.1.
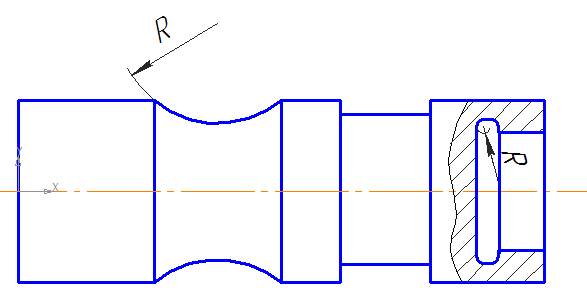
Рис 1
Шероховатость поверхности всех изделий не должна превышать 1,2 Ra, точность деталей задана по 6 квалитету.
Задача:
Подобрать для предприятия необходимый инструмент для реализации поставленной технологической задачи.
СОДЕРЖАНИЕ
АНАЛИЗ СОСТАВА РАБОТЫ
Точение. Описание процесса в общем виде
А) Область применения
При точении главным движением резания является вращение заготовки, а движением подачи – перемещение инструмента, которое в простейшем случае является поступательным вдоль или поперек оси заготовки, но может быть и более сложным. В настоящее время все известные конструкционные материалы (Приложение А) могут быть обработаны точением[1].
Б) Разновидности обработки данным методом
Точением можно производить обработку наружных поверхностей [1]:
- обработку наружных цилиндрических поверхностей (рисунок 1.2, а);
- обработку торцов и уступов (рисунок 1.2, б);
- обработку наружных конических поверхностей (рисунок 1.2, в);
- обработку фасонных поверхностей (рисунок 1.2, г, д). Поперечное дополнительное движение резца DS1, согласованное с углом поворота заготовки в ее главном движении Dг и накладываемое на основное движение DS позволяет точением обрабатывать поверхности, не являющиеся поверхностями вращения (рисунок 1.2, и);
- вытачивание пазов и канавок, отрезка заготовки (рисунок 1.2, е).
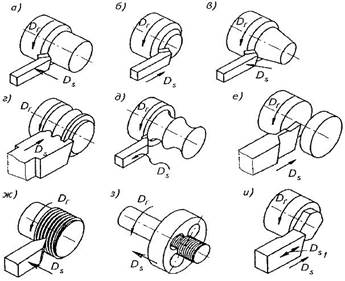
Рисунок 1.2 – Обработка наружных поверхностей
Также точением можно производить обработку внутренних, ранее полученных поверхностей:
- обработку внутренних цилиндрических и конических поверхностей (растачивание) (рисунок 1.3, а), получение ступенчатой поверхности (рисунок 1.3, б);
- получение в отверстиях канавок (рисунок 1.3, в);
- обработку фасонных поверхностей (рисунок 1.3, з, и).
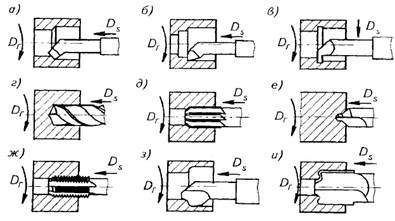
Рисунок 1.3 – Обработка внутренних поверхностей
На станках токарной группы также можно производить:
- сверление, зенкерование и развертывание отверстий (рисунок 1.3, г, д);
- получать «центровые» отверстия, которые служат базой для закрепления длинных заготовок (рисунок 1.3, е);
- нарезание наружной резьбы (рисунок 1.2, ж);
- нарезание внутренней резьбы (рисунок 1.3, ж).
В) Параметры режимов
Основными элементами режима резания являются: скорость резанияV, подача S и глубина резания t [10].
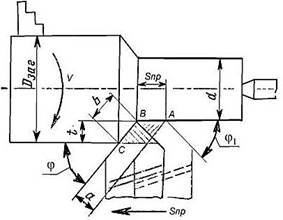
Рисунок 1.4 – Элементы режима резания
Скорость резания V – расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в направлении главного движения в единицу времени. Формула для расчета скорости резания [10]:

| (1.1) |
где Dзаг– наибольший диаметр обрабатываемой поверхности заготовки, мм;
n– частота вращения заготовки в минуту, об/мин.
Подачей S, мм/об называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот или один ход заготовки или инструмента.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно последней. Глубину резания относят к одному рабочему ходу инструмента относительно обрабатываемой поверхности. При точении цилиндрической поверхности глубина резания определяется по формуле[10]:
| (1.2) |
где d–диаметр обработанной цилиндрической поверхности заготовки, мм.
Глубина резания всегда перпендикулярна направлению движения подачи. При подрезании торца глубиной резания является величина срезаемого слоя измеренная перпендикулярно к обработанному торцу. При отрезании глубина резания равна ширине канавки, образуемой резцом.
Глубина резания и подача являются технологическими величинами, которыми оперируют в производственных условиях (при нормировании). Для теоретических исследований имеют значение геометрические величины срезаемого слоя: ширина, толщина и площадь срезаемого слоя.
Ширина срезаемого слоя b – расстояние в мм между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания (рисунок 1.4). Формула для расчета ширины срезаемого слоя [10]:

| (1.3) |
Толщина срезаемого слоя а – расстояние в мм между двумя последовательными положениями поверхности резания за один оборот обрабатываемой детали, измеренное перпендикулярно к ширине срезаемого слоя (рисунок 1.4). Формула для определения толщины срезаемого слоя [10]:

| (1.4) |
Г) Показатели точности
Точность размеров и формы поверхностей зависят от точности применяемого оборудования, поскольку погрешности изготовления основных направляющих элементов станка 1 приводят к отклонению от теоретической траектории движения инструмента (рисунок 1.5, а) и могут копироваться на обрабатываемом изделии 2. На токарных станках нормальной точности целесообразно получать детали с точностью не выше 7-го квалитета.
Другим фактором, влияющим на точность размеров и формы обработанной детали, являются упругие деформации заготовки, инструмента, узлов станка, возникающие под действием сил резания (рисунок 1.5, б) [11].
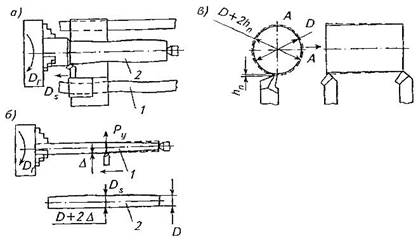
Рисунок 1.5 – Схемы образования погрешностей формы и размеров
Следует учитывать, что по мере обработки поверхности, особенно если она достаточна протяженная и резание длится значительное время, инструмент изнашивается, вызывая тем самым изменение получаемого диаметрального размера (D+2hп) (рисунок 1.5, в).
|
из
5.00
|
Обсуждение в статье: Г) Показатели точности |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы